
Fターム[2F062BB10]の内容
機械的手段の使用による測定装置 (14,257) | 測定対象物の形状 (440) | 円状体 (96) | 環状体 (19)
Fターム[2F062BB10]に分類される特許
1 - 19 / 19
公差測定器具
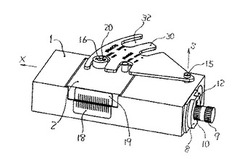
【課題】使いやすく、コンパクトで、机上で手軽に公差を計測し、機能確認しながら体験的に理解を深めるための公差測定器具を提供する。
【解決手段】公差測定器具は、ゲージ台と、このゲージ台に一方向に弾圧されると共に水平方向に進退する調整ネジ杆の一端に螺合され、而も弾性体にて一方向に弾圧された滑動ナットと、この滑動ナットに螺合して進退自在に備えられた調整ネジ杆と、この調整ネジ杆の進行に対してバネにて弾圧された調整台と、基準寸法に選定した複数本の中から、設計所望に適合した1本を抽出して前記調整台に取付けられた公差ピンと、この公差ピンに適合する基準寸法に選定した円弧状の開口溝を有する複数枚の中から、その設計所望に適合した1枚を抽出し、前記ゲージ台の受子に嵌合し、且つ回転自在に軸支持されるゲージプレートと、前記ゲージ台に主尺部を有すると共に、前記調整台に、主尺部に対向する位置に副尺部を設ける。
(もっと読む)
転動部材の周面測定装置

【課題】転動部材4の転動面4Aを触針3にて直接測定しても、高周波帯域のウェービネス等の測定を容易にし、転動部材4の転動面4Aと接触する触針3の先端3Aの摩耗を抑制し、転動部材4の転動面4Aと接触する触針3の先端3Aに硬い粒子等が刺さり難い転動部材の周面測定装置1を提供する。
【解決手段】本発明に係る転動部材の周面測定装置1は、周面測定時に転動部材4の転動面4Aに直接接触する触針の先端が、ダイヤモンドからなることを特徴とする。触針3の先端3Aの接触面3A1は、転動部材の転動面と1箇所で接触する為には、平面または凸形状になっていることが好ましい。
(もっと読む)
薄肉リング状ワークの寸法測定方法
【課題】薄肉リング状である被測定物の内径及び外径を、被測定物を拘束することなしに、精度良く、高い再現性で測定可能とする。
【解決手段】被測定物を載置する定盤と、定盤に固定された加振手段からなる被測定物載置台に、被測定物を水平に載置し、加振手段で定盤に振動を与えることで、被測定物と定盤とが密着するのを防止し、被測定物が外力により被測定物載置台の上で弾性変形した場合でも、被測定物と定盤との密着により弾性変形が残留するのを防止する。
(もっと読む)
工作機械用測定方法
【課題】本発明は、工作機械上の被加工物を測定する方法及び装置を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。また、いくつかの方法で前提の機械位置の値と実際の値との間の誤差を補償する。
(もっと読む)
回転確認機構
【課題】全周にわたり高さなどの変位を測定するための回転装置において、測定対象が回転していることを簡易な構造で確認できる手段を提供する。
【解決手段】全周にわたり高さなどの変位を測定するための回転装置において、測定対象である回転対象物の上面に載置されるおもりの回転を、該おもりに備え付けられた検知対象部の通過により確認する回転確認機構であり、上記おもりは、上記回転対象物の被測定部位を覆わず、回転とともに該被測定部位の変位を測定することが可能な形状であり、前記回転対象物に回転力を与える機構と接触しないことを特徴とする回転確認機構を提供する。
(もっと読む)
指輪サイズ棒
【課題】指輪を測定部の先端部から挿入し、指輪が止まった位置の数値を読取ることで、指輪のサイズの内径を決定する指輪サイズ棒において、指輪の内径を測定するために指輪に挿通した際に、指輪の内径を傷付けることなく測定でき、指輪サイズ棒の製造にあたって寸法精度のばらつきがない、指輪サイズ棒を得る。
【解決手段】指輪の内径を測定する、断面が円形で先端方向に向かって先細状の測定部3を有するアルミニウム製からなる指輪サイズ棒1の母体2の表面に、フッ素樹脂膜9をコーティングする。
(もっと読む)
板厚測定装置
【課題】 リング状部材の板厚を効率よく測定する技術を提供する。
【解決方法】 板厚測定装置は、基準部材が取り付けられており、セットされたワークW(リング状部材)の内周面から基準部材の基準面を離間させる第1セット位置と、セットされたワークWの内周面に基準部材の基準面を当接させる第1測定位置との間を移動可能な第1可動体と、測定子が取り付けられており、セットされたワークWの外周面から測定子を離間させる第2セット位置と、セットされたワークWの外周面に測定子を当接させる第2測定位置との間を移動可能な第2可動体と、一方方向に動作することによって第1可動体を第1セット位置に移動させるとともに第2可動体を第2セット位置に移動させ、他方方向に動作することによって第1可動体を第1測定位置に移動させるとともに第2可動体を第2測定位置に移動させるアクチュエータを備えている。
(もっと読む)
玉型形状測定装置
【課題】ハイカーブフレーム枠のフレーム形状を正常に測定できるとともに、フレームPDも正確に測定することのできる玉型形状測定装置を提供する。
【解決手段】眼鏡のフレーム枠を保持するスライド枠3,3を有する保持手段と、フレーム枠のヤゲン溝に当接させる測定子37,38とを備え、スライド枠3,3及び測定子37,38を相対的に移動させることによりフレーム枠の形状を測定する玉型形状測定装置であって、測定装置本体1から離れた位置にある仮想軸402を中心にして、前記保持手段を矢印D方向にスイングさせるための保持手段スイング機構を備えた。
(もっと読む)
外径振れ測定装置
【課題】静圧気体軸受を利用してリング体の振れを簡単で精度よく測定できるようにする。
【解決手段】
フランジを有する中空シャフトの内径からシャフト外周に開口する放射状の孔を設け、測定物であるリング体を該シャフトに挿入して内径からシャフト外周に開口する放射状の孔から加圧空気を噴射してリング体を非接触状態で把持し、求心力を得るためにシャフト下部の気体の流れの為の溝を設け、リング体重量によっては求心の為に浮上させる中空シャフトの内径に連通する給気孔をフランジに設け、かつリング体によっては求心力が最大になるようにシャフト中央部に適切に大気開放溝を設け、精度の高い振れ測定を可能にする。
(もっと読む)
厚み測定装置
【課題】手動作業で行っても測定センサにダメージを与えることなく、測定精度も安定的に維持することが可能な厚み測定装置を提供すること。
【解決手段】昇降部3には、ワーク8に接触させる接触体31と、測定基準面20に当接して測定基準点を定めるための基準棒32と、接触体31の変位を測定する測定器33とを備える。基準プレート2は、測定基準面20よりも上方に位置する準備面22と、準備面22と測定基準面20とを滑らかに接続する接続面21とを有しており、昇降部3の昇降方向と直交する方向にスライド可能である。基準プレート2の移動可能な位置は、基準棒32と測定基準面20が当接する測定位置と、準備面22が当接する準備位置とに設定されている。準備面22の高さは、昇降部3を下降させて基準棒32の下端320を当接させた際に接触体31がワーク8と接触しない高さに設定されている。
(もっと読む)
エレメント選別装置
【課題】 金属板から打ち抜かれて成形された無段変速機用ベルトのエレメントを、板厚方向幅の大小により選別するエレメント選別装置において、エレメントの選別性能を向上させる。
【解決手段】 エレメント1が搬送される搬送路4と、該搬送路4の上方に所定間隔を存して配置され、該所定間隔以下の板厚方向幅を有するエレメント1のみを通過させる選別板5と、該選別板5を昇降する昇降手段と、前記選別板5に通過阻止されているエレメント1を検知する検知手段と、該検知手段により検知されたエレメント1を前記搬送路4から払い出す払出手段6とを備え、前記選別板5には、前記搬送路4に当接する当接部5aが設けられている。
(もっと読む)
リング状素材の円筒度及び真円度の自動検査装置
【課題】 圧延や鍛造などで製造されたリング状素材の真円度及び円筒度の検査を自動で短時間に精度よくかつ低コスト行える検査装置を提供する。
【解決手段】 鍛造などによるリング状素材9を固定した2個の駆動ローラー5と1個の従動ローラー6間に挟持し、従動ローラー6をリング状素材9に押しつけながら回転させ、従動ローラー6の変位を検知することにより、リング状素材9の外径及び真円度を検査する装置で、2個の駆動ローラー5と1個の従動ローラー6からなる検査装置の2組を検査台1と直列に配置し、一方の従動ローラー6をリング状素材9の外径の上方側部9aに、他方を下方側部9bに押しつけ、その2点間の外径寸法値を検知してその差異を算出することによりリング状素材の円筒度を検査する装置。
(もっと読む)
ステータのコイルエンド検査装置
【課題】モータの円周形状のステータコアの周方向について、コイルエンドの高さ方向の許容寸法が変化する場合であっても正確にかつ容易にコイルエンドの設計上の最大外形を検査でき、徐々に高さ方向の許容寸法が変化する徐変部においても設計上の最大外形を容易に検査でき、モータの小型化にも対応できるコイルエンド検査装置を提供すること。
【解決手段】本発明は、モータの円周形状のステータコア12に巻回され、周方向の部位ごとに変化する高さ方向の許容寸法が与えられる巻線11のコイルエンド21について、コイルエンド21の不良を目視により検査するコイルエンド検査装置において、コイルエンド21の設計上の最大外形と所定の間隔をもって形成された内面31aを備える板状ゲージ31と、高さ方向の許容寸法に対応して板状ゲージ31を高さ方向にスライドする検査部品スライド機構とを有する。
(もっと読む)
摺動面形状測定方法
【課題】 本発明は、使用時にねじれを生じるピストンリングにおける外周摺動面の形状を正確に測定することが可能な摺動面形状測定方法を提供することを主目的とするものである。
【解決手段】 本発明は、外周摺動面、上下面及び内周面からなり、合口を閉じた際に略円形状となる、ピストンリングの上面内側端が切り落とされた内側欠損部を有し、上記内側欠損部によるねじれ作用から、シリンダ壁に対し傾斜当たりとなる状態で上記ピストンリング溝に嵌装されるピストンリングの、シリンダ壁と摺動する部分である外周摺動面の形状を測定する摺動面形状測定方法であって、上記ピストンリングのクランク室側の面である下面が、平面に密着するように配置し、上記ピストンリングが密着した状態で上記ピストンリングの外周摺動面の形状を測定することを特徴とするピストンリングの摺動面形状測定方法を提供することにより上記課題を解決する。
(もっと読む)
非対称型自動調心ころ軸受の外輪軌道面の計測方法および計測用ブロックゲージ
【課題】 非対称外輪を有する複列自動調心ころ軸受において、外輪軌道面の計測作業を効率化する方法を提供する。
【解決手段】 非対称外輪41の短幅列41b側の外輪軌道面45の計測を行うときは、計測台46上にブロックゲージ49を載置し、その上に、端面43を下にして非対称外輪41を載置し、外径面44に当て板47を当接させて固定する。そして、計測台46から所定の距離hの位置で外輪軌道面45の計測を行う。ここで、ブロックゲージ49厚みt3は、長幅列41aの外輪軌道面幅をt1とし、短幅列41bの外輪軌道面幅をt2とすると、t3=t1−t2となるように設定する。
(もっと読む)
輪状身飾品の内周長検器
【課題】 輪状になった身飾品の内周長が規定の寸法内に入っているか否かを簡単な方法で見分ける。
【解決手段】 円錐状の形状をなして、その外周面に下限管理ライン22や上限管理ライン23などの管理項目の表示部を設けた内周長検器20を用いる。表示部は一周に渡って帯状に設け、着色などを施して管理限界点を分かり易くする。また、管理仕様の区別がはっきり分かるようにするために仕様区別の符号や寸法値なども表示する。携帯時計のような身飾品の場合には手首の形状に合わせて検器の断面形状を楕円形状にする。携帯時計などの身飾品の内周長が規定寸法内にあるか否かがすぐ分かり、精度の高い判定ができる。
(もっと読む)
円すい面形状測定装置
【課題】 測定子の移動精度を容易に確保でき、高精度な3次元形状の測定を可能としながら、コストの低減が可能な円すい面形状測定装置を提供する。
【解決手段】 円すい面形状を有する被測定物Wを、その円すい面の中心軸が回転中心に一致するように支持するターンテーブル1と、被測定物Wの表面に接触または近接して被測定物表面の変位を測定可能な測定子2を設ける。ターンテーブル1に支持された被測定物Wの円すい面の母線と平行に上記測定子2を移動させる測定子移動機構3を設ける。測定子移動機構3は、ターンテーブル1に対する径方向移動体9と、この径方向移動体に傾斜角度変更自在に支持された傾動体10とを備え、この傾動体10にエアースライド装置5を介して測定子2を支持する。ターンテーブル1は、静圧空気軸受31で支持する。
(もっと読む)
ワーク計測装置
【課題】 径寸法の異なり範囲が単独の計測器の測定可能範囲を超える種々のワークがランダムに供給される場合でも対応が可能な、計測可能範囲の広いワーク計測装置を提供する。
【解決手段】 ワーク径を計測するワーク計測装置3であって、それぞれワークWに接触させる進退自在な測定子33を有する第1の計測器3Aと第2の計測器3Bとよりなる。両計測器3A,3Bの測定子33が同一の仮想直線L上に沿って移動するように、両計測器3A、3Bを対向配置する。
(もっと読む)
円形の周面を有する部材の直径測定方法及び測定装置
【課題】 外輪1が変形しない様に、3個の玉7a、7bを外輪軌道2に軽く当接させた状態で、これら各玉7a、7bを外輪軌道2の最深部に移動させる事により、この外輪軌道2の最深部の内径を正確に測定可能とする。
【解決手段】 上記各玉7a、7bを上記外輪軌道2に押し付けた状態で、ピエゾ素子12により振動を加える。この結果上記各玉7a、7bが、力学的に安定した、上記外輪軌道2の最深部に移動する。この状態で、測定器6aの測定値に基づいて、上記各玉7a、7bの中心を結ぶ三角形の外接円の直径を求める。そして、この直径と、これら各玉7a、7bの外径とから、上記外輪軌道2の最深部の内径を求める。
(もっと読む)
1 - 19 / 19
[ Back to top ]