
Fターム[2F068DD04]の内容
音響的手段による測長装置 (5,715) | 目的 (546) | 分解能向上 (7)
Fターム[2F068DD04]に分類される特許
1 - 7 / 7
物体の自動認識方法及び物体の自動認識装置
【課題】処理が複雑になることなく、超音波を用いてあらゆる材質の物体の距離計測と形状認識とを正確に行うことが可能な物体の自動認識方法及び物体の自動認識装置を提供する。
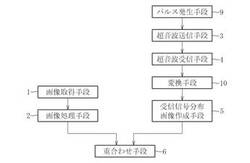
【解決手段】特定の空間を撮像してイメージ画像を取得する画像取得工程と、イメージ画像に基づいて、そのイメージ画像に写る輪郭を囲んだ小領域にて分割された輪郭画像を作成する画像処理工程と、前記空間に超音波を送信する超音波送信工程と、前記超音波が反射して生成された反射波を受信する超音波受信工程と、前記反射波の受信信号を測定して、この受信信号の強度に基づいて、空間の物体の存在及び距離を表示する受信信号分布画像を作成する受信信号測定工程と、前記輪郭画像と受信信号分布画像とを重合わせる重合わせ工程と、前記重合わせにより、前記輪郭画像において、受信信号が重なる小領域を物体の輪郭であると特定する物体特定工程とを備えた。
(もっと読む)
薄肉鋼管の肉厚測定方法

【要 約】
【課 題】エコーフィツティング処理によってエコーの時間間隔を決定する従来方式に代わり、エコーの時間間隔Δtを確実に決定することができ、管長手方向全長にほぼ連続して肉厚を測定できる薄肉鋼管の肉厚測定方法を提供する。
【解決手段】
光学干渉計(2a)で検出したエコーの周波数解析を行い、波数解析によって得られるスペクトル分布から、高周波のノイズ成分を除去したのち、最もエコーの振幅強度が大きいピーク周波数を抽出し、該ピーク周波数からエコーの時間間隔を決定し、下記式に基づき肉厚を計算することを特徴とする薄肉鋼管の肉厚測定方法。
記
肉厚=(1/2)×v×Δt×a
ただし、v:鋼中超音波伝播速度、Δt:エコーの時間間隔=tn−tn-1(tn:第nエコーの検出時刻、tn-1:第(n−1)エコーの検出時刻)、a:超音波伝播経路の幾何学補正値。
(もっと読む)
超音波式エッジ位置検出装置
【課題】 隣り合う素子どうしで音響的なセパレーションを高めることが容易であり、素子の個数及び配置の自由度が高い超音波式エッジ位置検出装置を提供する。
【解決手段】 超音波を発振する発振部1と、発振部1から発振される超音波を受信する受信部2と、発振部1と受信部2との間に挿入される被検出物10のエッジ位置を受信部2による受信結果に基づいて検出する処理を行う検出処理部3を備える。発振部1には、超音波を発振する発振素子6が複数備えられ、各発振素子6は、整合層12と、該整合層12に接合されたコア13と、を備え、各発振素子6の整合層12は互いに分離されている。受信部2には、超音波を受信する受信素子7が複数備えられ、各受信素子7は、整合層12と、該整合層12に接合されたコア13と、を備え、各受信素子7の整合層12は互いに分離されている。
(もっと読む)
画像再構成装置
【課題】記憶容量を極端に増加することなく、高解像度でのプローブ走査回数を少なくし、画像処理の時間を短くした画像再構成装置を提供すること。
【解決手段】広志向性プローブと、前記プローブの出力信号を処理して3次元画像情報を作る画像処理方法を組み込んだ演算装置とからなる画像再構成装置であって、前記画像処理方法は、間引きサンプリングにより得られた時系列の出力信号を、間引きサンプリングに対応した時系列データのフーリエ変換した信号と、間引きサンプリングに対応した時系列データの指向性関数信号により間引きサンプリングに対応した反射関数のフーリエ変換した信号を求め、前記反射関数のフーリエ変換した信号を逆フーリエ変換して実空間での反射関数の分布を求める手順を有することを特徴とする画像再構成装置。
(もっと読む)
距離測定方法及び装置
【課題】低コストにてトーンバーストを用いた距離測定の距離分解能を向上させる。
【解決手段】基準信号CKを振幅変調することで発生させたトーンバースト(磁気弾性波)を伝搬させ、そのトーンバーストの検出信号Dを、直交検波器25にて直交検波する。振幅演算器26では、直交検波の結果Ip ,Qp から基準信号CKの1周期Tc毎に検出信号Dの振幅Ap を算出し、更に、遅延時間検出器28では、トーンバーストの発生タイミングT1から振幅Ap が振幅閾値を越えるタイミングT2までの遅延時間τd を求める。位相演算器30では、直交検波の結果Ip ,Qp から検出信号Dの位相φN,P を求める。そして、距離演算器31では、遅延時間τd に基づき、基準信号CKの1波長λcを分解能とする第1距離と、位相φN,P に基づき、波長λc以下の距離を連続的な値で高精度に表す第2距離とを加算した伝搬距離zを求める。
(もっと読む)
連続鋳造鋳片の製造方法
【課題】 連続鋳造鋳片の鋳片幅方向における凝固完了位置の形状を捉え、凝固完了位置の鋳片幅方向の形状を目標状態となるように制御しながら鋳造する。
【解決手段】 横波超音波センサー6,8と、該センサーの配置位置と同一位置又は鋳造方向に離れた鋳片幅方向の同一位置に設置された縦波超音波センサー7,9と、該センサーの受信信号に基づき計算式から凝固完了位置4を求める凝固完了位置演算部と、を備え、横波センサーの受信信号の強度変化によって横波センサーの配置位置と鋳片の凝固完了位置とが一致したことが確認された時点において、計算式により算出される凝固完了位置が横波センサーの配置位置と合致するように、前記計算式が校正される凝固完了位置検知装置を用いて、鋳片の凝固完了位置を検出し、検出された凝固完了位置の最短部と最長部との差が基準内となるよう、鋳型内の溶鋼流動を調整するか、又は二次冷却の幅切り量を調整する。
(もっと読む)
位置検出装置
【課題】特別な構造のスタイラスのような接触物を用いなくても、分解能の高い位置の検出を行うことができ、基材の接触表面の傷等の損傷をも防ぐことができる位置検出装置を提供すること。
【解決手段】送信側素子部21から弾性表面波を接触表面260に超音波として伝播させて受信側素子部22により受信することで、接触表面に接触した接触物の接触表面における位置を検出する位置検出装置10であって、接触表面を有する基材201と、基材201上にコーティングされた硬質膜250とを有する。
(もっと読む)
1 - 7 / 7
[ Back to top ]