
Fターム[3B018HB06]の内容
靴下類;パンティストッキング (2,465) | パンティストッキングの機能、特性 (122) | 補強、耐久性 (13) | 防ラン (7)
Fターム[3B018HB06]に分類される特許
1 - 7 / 7
下肢用衣類およびその製造方法
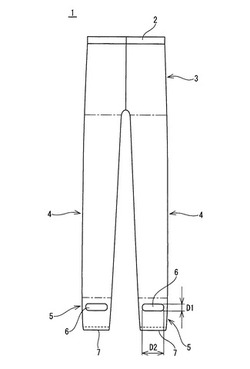
【課題】踵開口部の周縁のごろつき感をなくし快適で丈夫なトレンカを容易に製造可能とする。
【解決手段】パンティ部と該パンティ部に連続する一対のレッグ部およびフット部を有し、足先と踵を露出させて着用するトレンカであって、熱融着弾性糸を含む糸で編成され、該熱融弾性糸を熱融着させてほつれ止め機能を付与した伸縮性編地からなり、前記フット部の足先を露出させる足先開口部および踵を露出させる踵開口部のうち、少なくとも前記踵開口部の周縁が縫着されずに切りっぱなしの状態とされ、非着用時における前記踵開口部の形状は編地の縦方向を短軸方向、編地の横方向を長軸方向とする楕円または長円形状として前記踵開口部の周縁にRを持たせている。
(もっと読む)
芯鞘コンジュゲート繊維及びそれを用いた編生地
【課題】本発明は、優れた透明性と優れた伸縮弾性によるフィット性を兼ね備え繊維交点の固着により非常に伝線しにくい編生地、該編生地の製造方法、及び該編生地に用いる繊維を提供する。
【解決手段】芯材に熱可塑性ポリウレタン系エラストマー(A)を、鞘材にポリエーテルエステル系エラストマー(B)を含有する芯鞘コンジュゲート繊維であって、該エラストマー(B)のビカット軟化点が105〜145℃の範囲であり、繊維断面における該エラストマー(B)の占有率が5〜20%であることを特徴とする芯鞘コンジュゲート繊維、及び該繊維を用いて編成された編生地。
(もっと読む)
袋編みによる開口部を有する衣類

【課題】シャツやパンツなどの成型肌着等において、袋編で成型した袖口や裾部等の編終り端縁編成部に解れ止め加工を施し、且つ熱融着部に伸縮性を付与すると共に、嵩張り感がなく、着用感に優れた袋編みによる開口部を有する衣類に関する。
【解決手段】筒状成型丸編機によって1枚毎に編み立てられ、且つ開口部を有する衣類において、同開口部が袋編によって構成され、且つ該袋編部の編み終わり端縁編成部の部位で熱融着性弾性糸を編み込み、更に湿熱などの熱処理を施すことにより、同弾性糸による編ループの交差点で同弾性糸同士を熱融着させるか、若しくは相対面した熱融着性弾性糸による編ループ同士を熱融着させ、解れ止め加工を施したことにより、袋編部の解れが防止され、且つ無駄な縫着作業が不要となり、更に伸縮性に優れた熱融着部により肌へのフィット性が良くなる等、優れた効果を有する衣類が得られる。
(もっと読む)
無伝線布地の製造方法
【課題】改良された外観と表面感触を有する、互いに平行に配置される編み糸を有する基本パターンからなる布地を作るのに適した無伝線布地の製造方法を提供する。
【解決手段】ステッチ形成部材4と、ステッチ形成部材へ向かって、複数の編み糸10を誘導する複数ガイド2aを有する少なくとも1つのガイド棒2と、を備える布編み機1上での無伝線布地の製造方法であって、ガイド棒の少なくとも1つに属するガイドの各々が複数の編み糸を誘導する。
(もっと読む)
パンティストッキング
【課題】パンティストッキングの大腿部の伝線指数を特定し、パンティストッキングの衣服圧を特定することにより、伝線が起こりにくく、かつフィット性に優れるパンティストッキングを提供する。
【解決手段】ポリウレタン弾性糸にポリアミド系合成繊維フィラメント、あるいはポリエステル系合成繊維フィラメントを巻きつけた被覆弾性糸を使用するパンティストッキング、あるいはポリアミド系合成繊維フィラメント、またはポリエステル系合成繊維フィラメントにポリウレタン弾性繊維を直接編成するパンティストッキングにおいて、伝線指数が0.01〜5cmであることを特徴とし、かつ膝以下の衣服圧が5mmHg以上であるパンティストッキング。
(もっと読む)
ソックス並びにパンティストッキング
【課題】製造コストの低減が図れ、縫い目による着用感の低下がない薄物でもランが走りにくいダブルラッセル編みでシームレスに一体に形成された指付きソックスまたは指付きパンティストッキングを提供する。
【解決手段】ダブルラッシェル編みのフロント側基布9とバック側基布の両脇側11がこれを連結する連結編みで、足甲部2と足底部並びに踵部、前側と後側脚部5と、前側と後側履き口用開口部6、が夫々連結され、上側指袋部1aのフロント側基布9と下側指袋部のバック側基布の脇側7が両者を連結する連結編みで連結されており、指袋先端部8は、フロント側とバック側並びに左右側を連結する連結編みで形成され、履き口用開口部の弾性糸は、ウェール方向の振りが大きくされた編み組織で形成されているダブルラッシェル編みでシームレスに一体に形成された指付きソックス。
(もっと読む)
パンティストッキングを処理するための低温方法
パンティストッキングを低温処理装置において処理する方法であって、向上した耐摩耗性を有する、低温処理されたパンティストッキングを生産するための方法が記載される。この点に関して、このような方法のうち1つの方法は、概して次の工程によって要約することができる:パンティストッキングの温度を、約1〜6時間にわたって、約−80℃〜約−240℃へ低下させる工程;パンティストッキングの温度を、6〜48時間、約−80℃〜約−240℃に保持する工程;及びパンティストッキングの温度を、3〜48時間にわたって、約25℃へ上昇させる工程である。パンティストッキングの低温処理の結果、向上した耐摩耗性が得られる。 (もっと読む)
1 - 7 / 7
[ Back to top ]