
Fターム[3B151AB09]の内容
Fターム[3B151AB09]に分類される特許
1 - 3 / 3
短繊維供給装置
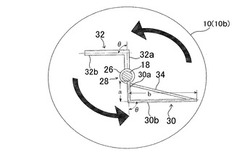
【課題】水分を含む短繊維状物を定量的に安定して供給することができるようにする。
【解決手段】水分を含む短繊維状物を内部に投入するホッパ10と、ホッパ10の内部に回転自在に配置された回転軸18にスクリュー26を設けたスクリューフィーダ部28と、スクリューフィーダ部26内乃至その近傍に位置して回転軸18に取付けたパドル羽根30,32を備え、パドル羽根30,32は、該パドル羽根30,32の回転方向に向けて10〜100°の角度で屈曲乃至湾曲している。
(もっと読む)
ムラ糸の製造方法

【課題】 特別な精紡機を必要とせず、通常の紡績機械で製造でき、自然な感じのムラを持ったムラ糸の製造方法を提供する。
【解決手段】 コーマー落綿などの短い繊維を多く含む原綿をリカバリーフィーダ10に投入し、これからカード20に供給してカードスライバaを形成する。このカードスライバaを2本揃えて直接粗紡機30に供給して粗糸bを形成する。この粗糸bを2本揃えて精紡機40に供給して精紡糸cを形成する。原綿には多くの短い繊維があり、また、繊維の平行度の悪いカードスライバを直接粗紡機に供給するので、精紡糸に自然な感じのムラが形成される。
(もっと読む)
高弾性連続フィラメントから製造した高強度紡績糸、及びその製造方法
高強度紡績糸を製造するための方法であって、先ず、約20×106psiを超える引張弾性率を有する高弾性材料の実質的に捲縮のない連続フィラメントの1つ以上のトウを高速度牽切装置に通過させ、この牽切装置は前記フィラメントを牽切して約5〜6inの範囲にある平均繊維長を有する高弾性ステープルファイバとすべく、低い総ドラフト比(好ましくは約2.0)で運転される。トウは重いことが有利であり、例えば、繊度が約25,000〜約500,000デニールである。ステープルファイバは、牽切ステップの後でスライバケンス内に集められ、さらに、スライバケンスから紡績機に導入され、紡績されて糸になる。本発明の重要な一面は、牽切プロセスと実際の紡績プロセスとの間に、中間プロセスが存在しないことであり、これによりステープルファイバの配列の乱れや損傷が最小になる。 (もっと読む)
1 - 3 / 3
[ Back to top ]