
Fターム[3B153DD37]の内容
ロープ又はケーブル一般 (6,360) | 製造方法/装置 (499) | 機械又は装置の細部 (194) | フライヤ (11)
Fターム[3B153DD37]に分類される特許
1 - 11 / 11
撚線装置の弓状部材

【課題】素線に発生する傷を軽減できる撚線装置の弓状部材を提供する。
【解決手段】弓状部材1は、弓状に形成され、かつ、一端部1aから他端部1bに向かって複数の素線5が掛け渡されて、一端部1aと他端部1bとを結ぶ線分Lに平行な中心軸を中心に回転することによって複数の素線5を撚り合わせる。弓状部材1は、本体部2とガイド4とを備えている。本体部2は、中心軸から離れる方向に湾曲した凸面20に複数の素線5が掛け渡される。ガイド4は、凸面20に本体部2の長手方向に沿って互いに間隔をあけて複数設けられ、凸面20に掛け渡された前記複数の素線5を凸面20に保持する。
(もっと読む)
撚線機の弓線ガイド構造

【課題】この発明は、導体のキンク不良の発生を防いで、弓線ガイドの回転抵抗を低減して生産性を向上できる撚線機の弓線ガイド構造を提供することを目的とする。
【解決手段】ガイド治具2は、弓本体1の下面中央に形成した凹状溝部3の内部に接着等によって設置している。特に、この設置位置は、ガイド治具2の下端2aが、弓本体1の下面1dよりも下方に突出しない程度に設定している。
(もっと読む)
タイヤ構成部材の巻付け方法及び装置
【課題】撚り線形成手段から撚り回転しながら繰り出される線状のタイヤ構成部材を、その撚り回転の影響を受けることなく直接被貼付け体に巻き付けて行くことができるようにすることを目的とする。
【解決手段】撚り回転状態のままコード製造ラインから繰り出される撚り合わせゴム被覆コード38(タイヤ構成部材)を、該撚り合わせゴム被覆コード38の繰出し方向を回転軸として、該撚り合わせゴム被覆コード38の撚り回転速度に対応した回転速度で該撚り合わせゴム被覆コード38の撚り回転方向と同方向に回転させながら被貼付け体96の外周96Aに導く。そして、被貼付け体96を、繰出し方向を回転軸として、撚り合わせゴム被覆コード38の繰出し速度に応じて撚り回転速度より速い速度で撚り回転方向と同方向に回転させながら、撚り合わせゴム被覆コード38を該被貼付け体96の外周96Aに巻き付ける。
(もっと読む)
撚線機およびそれを用いた撚線の製造方法
【課題】特にスチールコードの製造用途に好適であって、撚り戻りを解消した撚線をコンパクトな装置構成で得ることができる撚線機およびそれを用いた撚線の製造方法を提供する。
【解決手段】シングルツイストバンチャー型の撚線機である。回転軸に沿って入線する素線束1を自転により巻取り繰出して走行させるキャプスタン11およびその繰出し部から回転軸まで素線束を誘導する出線ガイド12を備え、回転軸を中心に公転する回転送り装置10と、回転送り装置と同軸で回転可能に配置された巻取り用スプール軸40と、巻取り用スプール軸を回転させるスプール軸回転装置30と、回転送り装置と同軸で回転して、出線ガイドにより回転軸まで誘導された素線束を巻取り用スプール軸40に巻付けるフライヤー式巻付け装置20とを具備し、回転送り装置10、フライヤー式巻付け装置20およびスプール軸回転装置30が、それぞれ独立して駆動可能に形成されている。
(もっと読む)
スチ―ルコ―ド製造方法及びその製造装置
【課題】
多数のフライヤを取り付けて多重撚りを与えることにより生産能力を向上させることができるスチールコードの製造方法・装置を提供する。
【解決手段】
スチールコードの製造過程中ボビン(1)から供給される複数の金属フィラメント(2)を引き揃えた後、ターンローラとフライヤとを利用して撚りを与える段階において、
第1の対のターンローラ(11, 12)の間の領域に配置された第1の対のフライヤ(9, 10)により、金属フィラメント(2)に撚りを与え、
第2の対のターンローラ(11', 12')の間の領域に配置された第2の対のフライヤ(9', 10')により、金属フィラメント(2)に4重の撚りを与え、
前記第1の対のフライヤ(9, 10)は、前記第2の対のターンローラ(11', 12')の間に設置されている。
(もっと読む)
半包囲されたワイヤガイドを有する弓形フライヤ
ここに開示されているのは、エアフォイル形状(70)の断面を有するボディと、該ボディ内のくぼみチャンネル(81)と、該くぼみチャンネル内に保持される一連のワイヤガイドインサート(91)と、を含むワイヤ撚り機での使用のための弓形フライヤ(10)である。さらにここに開示されているのは、ワイヤガイドインサートであって、チャンネルの同様な非円形形状に対応する外部非円形形状を有する管状ボディと、ワイヤガイドインサートにおける排出開口と、を含む、ワイヤガイドインサートである。 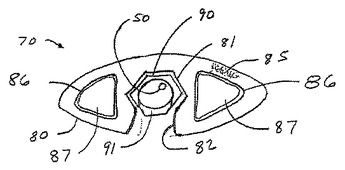 (もっと読む)
(もっと読む)
弓形フライヤ用の交換可能な構成要素
弓形フライヤとの連結に用いられる装置。上記弓形体は、縦方向凹部と、上記凹部内の少なくとも1つの磨耗インサートと、上記凹部内の少なくとも1つのガイドと、上記磨耗インサートおよびガイドを上記凹部内に保持するためのストッパとを有する。上記凹部は、外部横断寸法よりも大きい内部横断寸法を有する。上記磨耗インサートおよびガイドは、上記凹部内に嵌合しかつこれらの径方向の大きな移動を制止する係合部を有する。弓形フライヤに着脱可能に取り付けられたストッパは、これらの縦方向の大きな移動を制止する。 (もっと読む)
スチールコードおよびそのコードの製造方法
【課題】圧縮剛性を低下させずに内部へのゴムの浸透度を向上させ、また、設備費や製造
コストも低減できるゴム物品補強用スチールコードを提供する。
【解決手段】金属フィラメントの総数nが13〜24本の1×nの撚り構造のスチールコードであり、例えば1×14の撚り構造のスチールコード30は、偶数番号の各1本の金属フィラメント2、4、6・・・14の外周に他の各1本の奇数番号の金属フィラメント1、3、5・・・13をそれぞれ螺旋状に巻き付け、こうして形成した7組のフィラメント束33−1〜33−7を撚り合せて構成する。
(もっと読む)
スチールコードおよびそのコードの製造方法
【課題】圧縮剛性を低下させずに内部へのゴムの浸透度を向上させ、また、設備費や製造
コストも低減できるゴム物品補強用スチールコードを提供する。
【解決手段】金属フィラメントの総数nが6〜12本の1×nの撚り構造のスチールコードであり、例えば1×8の撚り構造のスチールコード10は、偶数番号の各1本の金属フィラメント2、4、6、8の外周に他の各1本の奇数番号の金属フィラメント1、3、5、7をそれぞれ螺旋状に巻き付け、こうして形成した4組のフィラメント束9−1〜9−4を撚り合せて構成する。
(もっと読む)
2度撚集合機
【課題】素線に撚り返しが確実に付与せられかつ撚線の直線性が失われないようにする。
【解決手段】2度撚集合機は、各素線(W1)に撚時に発生する素線(W1)のねじりを打ち消す程度の撚り方向と逆方向のねじりを予め与えるねじり手段を備えており、前記ねじり手段は、全素線供給ボビン(9)の上方位置において左右側枠部(3) (4)に渡し止められかつ各フライヤ回転中心垂直軸(42)の上方に素線通過孔(45)を有しかつフライヤ(40)の下端環部(39)の素線(W1)を通過孔(45)を介して目板(18)に案内する水平素線ガイド部材(46)を有している。
(もっと読む)
ゴム物品補強用金属コードとそのコードの製造方法
【課題】圧縮剛性を低下させずにゴム浸透度を向上させ、設備費や製造コストも低減させる。
【解決手段】金属フィラメント1の外周に金属フィラメント2を螺旋状に巻き付けて束10を形成し、その束10と金属フィラメント3を撚ったゴム物品補強用金属コードWである。このコードWは、螺旋状に巻き付けたフィラメント2がスペーサの役目を果たして、各フィラメント1又は3の間に、内から外側に通じる適度な隙間Sを形成し、この隙間Sによって、ゴムの浸透度が高まる。また、その隙間をフィラメントに波状の癖を付けずに形成し、芯のフィラメント1に撚りによる螺旋の回転を与えたので、1×3の撚りのクローズドコードと同等の圧縮剛性を確保できる。フィラメントにフィラメントを螺旋状に巻き付けるだけなので、その設備も安価で、コスト面でも有利である。
(もっと読む)
1 - 11 / 11
[ Back to top ]