
Fターム[3C001TA10]の内容
Fターム[3C001TA10]に分類される特許
1 - 15 / 15
工作機械
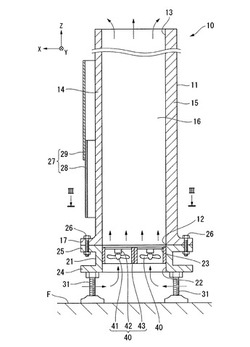
【課題】ランニングコスト及びイニシャルコストを抑えつつ、コラムの各部分の熱膨張差によるコラムの傾きを抑える。
【解決手段】上下のそれぞれの端が開口し、工具ヘッドを間接的に支持する筒状のコラム10と、コラム10の下方開口23の縁と設置面Fとの間に配置され、コラム10を持ち上げて支持する複数の脚31と、コラム10の下方開口22から雰囲気空気をコラム内に取り入れ、上方開口13から雰囲気空気を排気させるファンユニット40と、を備えている。
(もっと読む)
加工装置による被加工物の加工方法

【課題】温度変化の影響を受けずに、チップの刃先を設定された位置に固定保持する段取り作業を実施可能な、加工装置による被加工物の加工方法を提供する。
【解決手段】内周面50bの加工の際、チップ31の取付け姿勢を調整するために行われる段取り作業100は、一定気温の室内にてチップ31をホルダー部32に取付けるセッティング工程(ステップS101)と、その後ホルダー部32の温度をクーラント液52と一致させ、ホルダー部32を主軸4に取付ける取付工程(ステップS102)と、その後ホルダー部32の温度をクーラント液54と一致させ、内周面50bを加工する加工工程(ステップS103)と、その後被加工物50の温度を測定し、制限時間(t)内に筒状部50aの内径寸法を測定し、該内径寸法より前記測定温度に見合った被加工物50の熱膨張量分を加減算して前記内径寸法を補正する測定工程(ステップS104)とにより構成される。
(もっと読む)
精密加工機械
【課題】機械本体、スケール、ワーク等の各温度を制御することにより高い加工精度が安定的に得られる精密加工機械を提供する。
【解決手段】主ベッド部2、副ベッド部3、コラム4等のブロック体に設けられた油静圧摺動面9、10、11に供給される静圧油の温度を調節するに際し、それぞれのブロック体の測定点20、30、40で、ブロック体の室温の環境下に置かれた部分の温度を測定し、その温度を基に調節するようにした。
(もっと読む)
ねじ送り装置の熱変位補正方法及びねじ送り装置
【課題】熱変位補正に有効な中立点の変更をより簡単な構成で実現可能とする。
【解決手段】S1において特定位置xをNC装置に入力し、S2で軸受ブラケットの温度を測定し、S3でθN演算装置でストローク範囲の外気温度上昇θNを演算する。次に、S4において、S1〜3で得た値から、温度演算装置20により熱変位補正に係る軸受ブラケットの適切な温度を求め、S5でS4の結果を各温度コントローラに指令する。そして、S6では、温度コントローラで適切な温度に調整された油が流路に流れることで、軸受ブラケットの温度が変化してボールねじ軸の温度分布が変更し、中立点Pが特定位置xに合致する熱変位補正が行われる。
(もっと読む)
工作機械の温度制御装置
【課題】工作機械との双方向のデータ送受信を可能とし、工作機械と温度制御装置との間の通信情報の自由度を大幅に拡大して、温度制御に対する多様なニーズに応え、多様な形態の温度制御を実施することのできる工作機械の温度制御装置を提供する。
【解決手段】工作機械30からの指令データを受信するとともに、前記指令データに対する応答データを送信するための双方向通信インターフェース15と、前記指令データの内容を解析し、前記指令データに対する応答データを作成して前記双方向通信インターフェースを介して送信する通信データ処理部14と、前記工作機械に熱媒体液を循環させる冷却回路2と、前記冷却回路に循環させる熱媒体液の温度を制御するための温度制御手段10,11とを有する。
(もっと読む)
工作機械の熱変位推定方法
【課題】温度センサの時定数や取付位置によって生じる測定温度のムダ時間を補償して、熱変位の推定精度を向上させる。
【解決手段】熱変位補正プログラムが開始されると、S1で温度センサによる温度測定が実行され、この間に主軸の回転速度が変化する(S2)と、カウンタがスタート(S3)して、S4で、予め設定した主軸回転速度と設定−相当発熱量との関係から、主軸回転速度変化前後での設定−相当発熱量の差となる補正係数を算出する。次にS5では、温度−相当発熱量を演算し、S6では補正係数と主軸回転速度変化後の経過時間とから補償量を算出し、S7ではそれらの和でムダ時間補償の相当発熱量を求める。そして、S8では、熱変位換算の推定演算をして、S9でNC装置による補正処理を行う。
(もっと読む)
切削加工装置
【課題】 切削加工において高精度の加工を行う場合、加工機械の駆動精度向上に加え、加工中に発生する熱による工具の熱変形も防ぐ必要がある。しかし、切削チップで発生する熱の一部が工具シャンクに伝導し工具変形するため、高精度加工ができない。
【解決手段】 切削チップを取り付ける工具シャンクと、工具シャンクの温度を計測し工具シャンクの温度情報を出力する温度センサと、温度センサから出力された温度情報を入力し工具シャンクの所望の温度に対して温度が上昇している場合は温度を低下させ、温度が低下している場合は温度を上昇させて工具シャンクが所望の温度となるような制御信号を出力する計算機と、計算機より出力された制御信号を入力し工具シャンクの温度を所望の温度となるように温度調整する温度調整機とを備えた切削加工装置を用いる。
(もっと読む)
工作機械における温度センサの異常検知方法
【課題】温度センサの異常を簡単に検知可能とする。
【解決手段】S1で各温度センサによる温度計測を行い、デジタル信号化して温度数値として得る。次に、S2において、パラメータ記憶装置に記憶されている演算式及び特性係数を用いて、対応する温度センサの検知温度と同等の検知温度であるTb’を算出し、S3でTaとTb’との温度差の絶対値ΔTを求める。そしてS4で、算出した絶対値ΔTを制限値γと比較し、ΔTが制限値γよりも大きい場合には、Ta或いはTbが異常と判断してS5でアラーム等で警告し、S6では、補正装置に異常となる前の補正量から変更しないように指令する。
(もっと読む)
工作機械における位置補正方法および位置補正装置
【課題】環境温度が変化しても、スケールによる移動軸の位置検出値に対して誤差補正を的確に行うことにより、移動軸の位置制御を正確に行ってワークを高精度に加工する
【解決手段】ワークWと工具を相対移動させるX,Z,Y移動軸の位置をX,Z,Y軸スケール14,15,16で検出し、この位置検出値にもとづいてX,Z,Y移動軸を位置のフィードバック制御により作動させてワークWを加工する工作機械2における位置補正方法は、Y軸スケール16のスケール温度TsとワークWのワーク温度Twを検出し、それらの線膨張係数の差による伸縮量の差をピッチ誤差補正値としてY移動軸の位置検出値を補正する場合に、実際に加工したワークWに残った加工誤差、または基準尺を測定することにより判明した誤差をNC装置3の補助指令設定部3fからの補助指令によりピッチ誤差補正値に加減算して位置検出値を誤差補正する構成とされている。
(もっと読む)
工作機械
【課題】 熱媒体の制御目標温度に対する温度変動を緩衝させることにより構造体の熱変位を低減し加工精度の向上を図る。
【解決手段】 構造体として、基部をなすベース2と、ベース2に立設されたコラム3と、コラム3に設けられ、ワークWを加工する工具電極Eを装着する加工ヘッド4と、ワークWを配置するワーク保持ユニット5と、を有する放電加工装置1において、冷却媒体を流通させる流路21cを含み、ベースおよびコラムの外周面に装着された熱交換プレート20と、冷却媒体の温度を制御目標温度に制御する冷却媒体温度制御装置50と、を備え、熱交換プレート20は、冷却媒体を流通させる流路21cとベースおよびコラムの外周面との間に熱伝導緩衝板22を介在させた構成を含む。
(もっと読む)
ボールねじ熱変位の補正方法
【課題】 低コストで高精度なボールねじ熱変位の補正方法を提供する。
【解決手段】 ボールねじ14と接触している熱源の熱量を温度センサ2の温度から推定し、該熱源の熱量と該熱源がボールねじ全長に与える熱量の比率の分布とを予め記憶し、推定した熱源の熱量と、該比率の分布と、該熱源の位置とから該熱源がボールねじに与える熱量分布の時間変化を推定し、推定された熱量分布の時間変化から第1の温度分布の時間変化を推定する一方、ボールねじ14と接触していない熱源の温度を、温度センサ1,3,4から推定し、該熱源の温度と該熱源がボールねじ全長に与える温度の比率の分布を予め記憶し、推定した熱源の温度と、該比率の分布と、該熱源の位置とから該熱源がボールねじに与える第2の温度分布の時間変化を推定する。そして、これらの第1及び第2の温度分布を足してボールねじの温度分布を推定し、ボールねじの熱変位補正量を求める。
(もっと読む)
工作機械の熱変位補正方法
【課題】 ワークの固定位置、材質、機械の設置位置での環境に合わせた補正を適用することを可能とする。
【解決手段】 テーブル上のワークの固定座標を予め設定し、前記計測温度と前記刃先座標と前記固定座標に基づいて現在の刃先座標におけるワークの固定座標での変位量を求め、さらに刃先座標よりワークの固定座標から刃先座標までの距離を算出し、前記計測温度と該固定座標から刃先座標までの距離に基づいてワークの固定座標から刃先座標までのワークの変位量を求め、各変位量の和を推定値として、該推定値に基づきNC装置により熱変位を補正する。
(もっと読む)
NC工作機械の熱変位補正方法
【課題】 工作機械の構造物の温度分布を考慮し、また機械の位置情報、工具の刃先位置又はワーク位置情報に基づいて熱変位量を推定する熱変位補正方法を提供する。
【解決手段】 コラムの複数箇所の温度を測定することにより各軸方向に関するコラムの温度分布関数を算出し、その温度分布関数とサドル位置および工具の刃先位置より、サドルの現在位置におけるコラムの熱変位量と、サドルから刃先位置までの変位量をそれぞれ算出し、両者の和を熱変位推定値として、その熱変位推定値に基づきNC装置により熱変位を補正する。
(もっと読む)
工作機械及び工作機械の変位補正方法
【課題】 加工点における熱的な変位量の推定を的確に行い、補正によって加工精度を十分に高める。
【解決手段】 工作機械本体11を構成するベース12、コラム14、主軸ヘッド15、テーブル13の温度変化度合の相違する複数の温度測定箇所に位置して温度センサ28〜36を設ける。制御装置は、各温度センサ28〜36により同一時刻に測定された初期の温度を基準温度(T0 )として記憶装置に記憶する。制御装置は、任意の時点における各温度センサ28〜36の現在の測定温度(T)を取込み、各測定温度(T)と各基準温度(T0 )と比から温度変化(ΔT)を求め、その温度変化(ΔT)に基づいて各構成部位の熱的な変位量を算出して加工点における変位量に換算し、その換算された変位量に応じて各軸の移動量を補正する。このとき、各構成部位の熱的な変位量を、各構成部位の熱膨張・熱収縮と、温度上昇度合の相違に起因する反りとの双方を考慮して求める。
(もっと読む)
工作機械の冷却装置
【課題】
マニシングセンタなどの発熱量が頻々変化する工作機械を、一定の温度分布が保てるように冷却できる冷却装置を提供する。
【解決手段】
機体温度または機械設置室温を基準温度として設定する基準温度設定手段と、冷却液供給装置から冷却配管に送給される冷却液の温度測定手段と、冷却配管から冷却液供給装置に戻る冷却液の温度測定手段と、選定された一方の温度測定手段による冷却液の測定温度が設定された基準温度と一致するように冷却液供給装置に設けた冷却液の冷却制御装置と、両温度測定手段による測定温度間の温度差が設定された一定値を維持するように冷却液供給装置に設けた冷却液の供給流量制御装置とから構成する。
(もっと読む)
1 - 15 / 15
[ Back to top ]