
Fターム[3C022BB02]の内容
フライス加工 (3,690) | 工作物を回転させながらのフライス削り (11) | 円柱、円筒状ワーク (5)
Fターム[3C022BB02]に分類される特許
1 - 5 / 5
ワーク加工装置
【課題】ワークの円筒状外面を高精度を確保するように加工する。
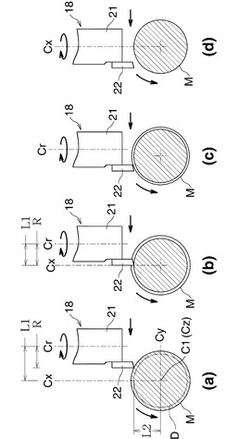
【解決手段】Z軸方向にのびた軸線を有しかつ軸線周りに回転させられるワークWの円筒状外面を、先端に刃先22を有しかつ回転軸線Crを有する工具18によって加工する装置は、ワーク軸線C1を通ってZ軸方向に直交するX軸方向にのびたX軸軸線Cxから工具回転軸線CrがY軸方向に刃先回転半径R以上隔てられ、かつワーク軸線C1を通ってZ軸方向およびX軸方向に直交するY軸方向にのびたY軸軸線Cyから刃先22がX軸方向にワーク仕上寸法半径Dに相当する距離だけ隔てられる位置から、工具回転中心線CrがX軸軸線Cxを超える位置まで工具18を回転させながらY軸方向に移動させる移動手段を備えている。
(もっと読む)
弾性ローラの製造方法及び弾性成形体の切削方法

【課題】表面精度の高い弾性層を備えた弾性ローラを高い生産性で製造する弾性ローラ製造方法及び表面精度の高い弾性層を高い生産性で形成する弾性成形体の切削方法の提供。
【解決手段】円筒状の弾性成形体5を、刃先角θが10〜20°である両刃形状の円盤状切削刃10を条件(1)〜(3)を満足するように移動させて、切削する弾性成形体5の切削方法、及び、軸体2の外周面に円筒状に成形された弾性成形体5を前記切削方法によって切削する切削工程を有する弾性ローラ1の製造方法。条件(1):円盤状切削刃10の軸線C2を弾性成形体5上に投影したときの投影点P及び弾性成形体5の軸線C1を結ぶ仮想線L1と軸線C2を通る垂線L2との交差角Aが60°以下、条件(2):軸線C2と軸線C1との交差角Bが(刃先角θ+90°)よりも大きく115°以下、条件(3):弾性成形体5と円盤状切削刃10との相対的な周速度が20〜60m/sであること
(もっと読む)
複合加工の方法及び装置
複合加工動作において、フライス工具と工作物とがそれぞれ少なくとも25m/分の回転速度で回転する。コンピュータ数値制御工作機械、コンピュータ数値制御工作機械を動作させる方法、コンピュータ・プログラム、複合加工のパラメータを決定する方法について説明される。ある実施形態において複合加工の処理パラメータが選択され、それに基づいて他の処理パラメータがアルゴリズムにより決定される。  (もっと読む)
(もっと読む)
加工装置
【課題】 加工の高速化に対して、構成を複雑化させることなく且つ大型化させることなく容易に対応することが可能な加工装置を提供すること。
【解決手段】 基台と、基台に設けられワーク9を保持して回転させるワーク保持・回転手段と、基台に設けられ上記ワークに向かう方向に進退自在に構成されると共にスピンドルを回転自在に備えた加工工具ユニットと、加工工具ユニットのスピンドルの先端部に取り付けられた切削用チップ41と、加工工具ユニットのスピンドルの下端に上記切削用チップに近接した状態で同軸状に取り付けられワークの形状を倣うスタイラス51とを具備したもの。
(もっと読む)
小径回転工具及び高硬度材料ワークの切削方法
【課題】難削材からなる微小ワークを切削によって鏡面加工する。
【解決手段】中心軸線回りに回転する高硬度材料からなる工具本体2の略円板状の拡径部3外周面に複数の切刃部10を所定間隔で周方向に突出して形成する。切刃部10は、工具本体2の外周側に略V字状に突出して外径φ6mm以下の外周刃5と、工具本体の回転方向前方を向く外周刃のすくい面6と、外周刃に沿って工具本体の回転方向後方に延びている逃げ面7とを有する。ワークW1に対して回転する工具本体2を横移動することで外周刃5が断続的に加工面20を切削して鏡面からなる細溝21を加工する。
(もっと読む)
1 - 5 / 5
[ Back to top ]