
Fターム[3C024DD01]の内容
切断の制御 (453) | 計測ロールによる制御 (6) | カッターの回転や位置を関連させた制御 (4)
Fターム[3C024DD01]に分類される特許
1 - 4 / 4
カッティングプログラム、カッティングシステム及びカッティング方法
【課題】 トンボの読取エラーを防止してカッティング作業の効率低下を防止すること。
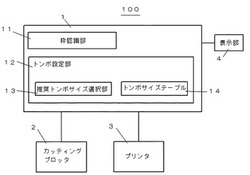
【解決手段】 このカッティングシステム100は、作図したオブジェクトの周囲に枠を作成する枠認識部11と、枠認識部11により作成した枠に基づいてトンボの形状等を設定するトンボ設定部12と、トンボのサイズを自動的に設定する推奨トンボサイズ選択部13と、枠のサイズと当該枠のサイズに対して推奨されるトンボサイズをテーブルとして保持するトンボサイズテーブル14とを有する。ユーザがトンボサイズ自動設定ボタン23を押すと、推奨トンボサイズ選択部13は、トンボサイズテーブル14を参照し、推奨されるトンボサイズを当該枠に対するトンボサイズとして設定する。これにより、読取エラーになるようなトンボを作成することがなくなり、読取エラーに起因した作業効率の低下を防止できる。
(もっと読む)
画像記録装置及びその制御方法

【課題】ミシン目を任意の位置に高精度で加工することが可能な画像記録装置を提供する。
【解決手段】複数のミシン刃を有する円盤状ミシン刃162によりウェブ3にミシン目加工を施すミシン目加工部16を備える画像記録装置1において、切り替え部6は、円盤状ミシン刃162を、ウェブ3を介して円盤状ミシン刃162と対向するアンビルローラ161に当接させ、またはアンビルローラ161から離間させる。搬送情報生成部15は、ウェブ3の搬送位置を示す搬送情報を生成する。ミシン刃回転位置情報生成部7は、円盤状ミシン刃162のミシン刃の位置を示す回転位置情報を検出する。制御部11は、搬送情報及び回転位置情報に基づき、円盤状ミシン刃162をアンビルローラ161に当接させ、またはアンビルローラ161から離間させる切り替えタイミングを算出し、算出したタイミングにしたがって、切り替え部6の制御を行う。
(もっと読む)
切断装置、シート材及びシートカセット
【課題】所定の対象物に容易に確実に装着することができる一方で、取り外しが容易であり、取り外した後に対象物の表面を貼着剤で汚すことがなく、貼着剤を使って貼り付けることが不適切な対象物に対しても装着可能な、ラベルなどの所定のシート物を作成する。
【解決手段】テープ印刷装置に備えられたテープ切断装置によって所定(長さ)方向に搬送され印刷されると共に、その所定方向と直交する方向に切断分離してラベル(シート物)を作成するための印刷テープ(シート材)31であり、2枚のシート32,33を重ねると共に、その重ねた2枚のシート32,33を前記所定方向に沿って所定間隔aで互いに接合する。この印刷テープ31が切断装置に供給されて所定の長さに切断されることで、2枚のシート32,33間の所定間隔aで隣接する接合部34−34間に形成される非接合部分36に対象物を挿入しその対象物に貼着剤の使用無く容易に確実に装着できる。
(もっと読む)
切断装置
【課題】連続状の板状体を搬送方向で所定寸法に切断する際、切断後の板状体の寸法が実質上問題のない誤差範囲で切断すると共に、カッターロールと一対の他方のロールの摩耗を少なく、またカッターロールの刃物の切れ具合の寿命を永くできる切断装置を提供する。
【解決手段】単板を検出する検出器45からの信号に基づいて、単板の切断位置を決定し、次に該切断位置がカッターロール3の刃物3aの待機位置に対応する位置に到達したら、カッターロール3を待機位置から受けロール7に刃物3aが当接する最下点位置より所定角度前の位置まではカッターロール3の刃物3aの刃先の周速を単板に従動しているときの従動回転盤35の周速に一致させて回転させ、次に前記所定角度前の位置から前記最下点位置より所定角度過ぎの位置までは、カッターロール3の刃物3aの刃先の周速を受けロール7の周速に一致させて回転させる。
(もっと読む)
1 - 4 / 4
[ Back to top ]