
Fターム[3C045DA02]の内容
Fターム[3C045DA02]の下位に属するFターム
特に溝削りを目的としたもの (12)
Fターム[3C045DA02]に分類される特許
1 - 11 / 11
研磨パッド溝加工機及び研磨パッド溝加工方法
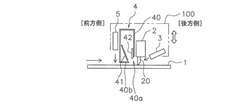
【課題】切刃に絡みついた切屑を確実に除去すると共に、切屑の回収効率を高めることが可能な研磨パッド溝加工機を提供する。
【解決手段】研磨パッド1の表面に作用させて研磨パッド1の表面に多条の溝を切削形成するための切刃20が設けられた切削装置2と、切刃20の切削方向後方側に位置し、切刃20の方向に向けてエアーを吹き付ける後方側エアブロー装置3と、切刃20の切削方向前方側に位置し、切削により発生した切屑を吸引回収する塵導入部4と、を備えた研磨パッド溝加工機において、塵導入部4は、研磨パッド1の表面に対向する位置に設定可能な集塵口40aを有する集塵ボックス40と、集塵口に切屑を上方へ案内する整流板41と、を備えている。
(もっと読む)
ロープ溝アンダーカットの修正加工装置およびこの修正加工装置を用いたロープ溝アンダーカットの修正加工方法

【課題】ロープ溝とロープとの間に十分な摩擦力を得るために形成されたロープ溝のアンダーカットを、溝車からロープを外すことなく修正加工する装置を得ることである。
【解決手段】ヘールバイトと、ヘールバイトを溝車の径方向に移動させる径方向駆動部と、径方向駆動部を溝車の軸方向に移動させる軸方向駆動部と、軸方向駆動部を搭載する固定部材と、径方向駆動部の移動量および軸方向駆動部の移動量を制御する制御装置とを備えたアンダーカットの修正加工装置である。
(もっと読む)
V溝加工方法および装置
【課題】機械精度に依存せずに、全体として四角ピラミッドの頂点が揃った高精度の加工を実現する。
【解決手段】バイトを第1の方向にワークに対して相対的に送り、ワークの表面に第1の方向に延びる第1V溝を創成する加工を繰り返し、所定のピッチで第1V溝を加工し、バイトを第1V溝にそって移動させ、距離センサで第1V溝を走査し、第1V溝の溝底までの距離を測定し、第1方向にそった第1V溝の溝底のうねりを検出し、うねりの検出結果に基づいて、第2V溝の各加工位置におけるバイトの位置を補正しながら、バイトを前記第1の方向とは直交する第2の方向にワークに対して相対的に送り、ワークの表面に前記第2V溝を創成する加工を繰り返し、所定のピッチで第2V溝を加工する。
(もっと読む)
半導体CMP加工用パッドの細溝加工機械及び半導体CMP加工用パッドの製造方法
【課題】半導体CMP加工に使用するパッドに機械加工により同心円状または碁盤目状の細溝を被削材の物性に応じた加工法を適宜選択して、静電付着なく切粉を排除して均整な溝形状を得ることができる細溝加工機械の提供。
【解決手段】発泡ウレタンパッドを吸着固定する鉛直軸回りでC軸制御される円テーブル1と、円テーブルを跨いでX軸制御するガントリ形コラム11と、ガントリ形コラム上でY軸移動するサドルと、サドル上でZ軸制御される刃物台18,19と、刃物台で工具交換可能な固定工具(旋削,切断)と回転工具ユニット(フライスカッタ,ドリル)とを設け、加工時に工具近傍に設けたイオンブローノズルの噴出流でパッド及び切粉の静電気を中和して切粉の排除を容易にする。
(もっと読む)
切削工具、加工方法、加工装置及び光学素子成形用金型
【課題】
例えば光通信モジュールに用いる光学素子などを成形するための光学素子成形用金型を切削加工できる切削工具、加工方法、加工装置及びそれにより加工された光学素子成形用金型を提供する。
【解決手段】
切削工具Tが、鋭角αの角部を有するすくい面SPを具備しているので、かかる鋭角の角部を、図1に示す光学素子成形用金型の第2の面P21と第1の面P12とのなす内角、第2の面P22と第1の面P13とのなす内角、及び第2の面P23と第1の面P14とのなす内角に合わせれば(図1の一点鎖線参照)、被切削物に対して走査することで、鋭角の内角γを有する微細階段状構造を切削加工することができる。
(もっと読む)
旋盤および加工方法
【課題】 簡単な構成により、リング状のワークを内径側のリング状分割ワークと外径側のリング状分割ワークとに2分割できる旋盤および加工方法を提供する。
【解決手段】 リング状のワークWを内径側から把持する内径チャック12、および外径側から把持する外径チャック13を有する主軸チャック5を設ける。この主軸チャック5に把持されたリング状ワークWを、その径方向の肉厚中間部において刃物台の工具26で突っ切ることにより、内外2つのリング状の分割ワークW1,W2に分割する。
(もっと読む)
既設管の切断除去方法及び既設管用切断装置
【課題】 ケースと作業用ハウジングとで密封された空間内での切粉発生量を大幅に減少して、切粉の付着に起因するシール不良等の発生を抑制すると同時に、切粉の排出作業能率の改善を図る。
【解決手段】 既設管1の切断作業領域を密封する前に、既設管1の一部に穿孔し、その穿孔箇所を通して液体が流出しないように止液処理を施すとともに、この穿孔に伴って発生した切片の厚み計測に基づいて、既設管1の切断予定箇所を切断分離しない又は液圧で破断しない範囲で切断装置Eにて予備的に切削し、その予備的切削に伴って発生する切粉を除去処理したのち、既設管1の切断作業領域をケースA及び作業用ハウジングCにて密封し、既設管1の切断予定箇所を予備切削に引き続いて切断装置Eにて切断する。
(もっと読む)
既設管切断装置
【課題】 既設水道管を切断した後に切削バイトを元の位置に戻す場合に、大きな負荷をかけずに、また余計な時間をかけずに元の位置に戻す既設管切断装置を提供すること。
【解決手段】 切断ユニット3は、切削バイト19を既設水道管Pの直径方向に進退可能であって直径方向に配設された第1回転軸C1回りに回転可能な歩進ネジ部16と、切断ユニット3の切断経路近傍に固定配置されたキッカ−部で駆動される第2回転軸C2回りに回転可能な受動回転部18と、受動回転部18により歩進ネジ部16に単位送り量に相当する回転を減速して付与する減速手段とからなり、第1回転軸C1と第2回転軸C2とが平行に配設される。
(もっと読む)
固定盤体への環状溝成形方法
【課題】 予め固定盤体に成形される環状溝の回転盤体回転中心との偏心を極力小さくし、球体研磨工程における「盤ならし加工時間」の短縮を図ることができる球体の研磨装置における固定盤体への環状溝成形方法を提供する。
【解決手段】 研磨装置本体の回転盤体1に一体回転可能に切削工具73を取り付け、回転盤体1を回転させて切削工具73により、回転盤体1と対向して非回転状態に取り付けられた固定盤体2に環状溝4を成形する。
(もっと読む)
穴を定める管状壁を有するレンズ・バレルを加工する方法、及びこの方法を実行する装置
【課題】
レンズ・バレルの内面に溝を形成するよう、レンズ・バレルを加工する方法を提供することを目的とする。
【解決手段】
レンズ・バレル10を加工する方法は、加工シャフト25及び切削工具26を含む加工装置を与える段階と、レンズ・バレルの管状壁111を横断する平面に投影される切削工具の像が管状壁に対して直交するよう、レンズ・バレル及び加工シャフトを、互いに対して動かす段階と、切削工具が管状壁に近くなるよう、加工シャフトを、レンズ・バレルに対して動かす段階と、切削工具が管状壁に接触するよう、加工シャフトを、レンズ・バレルに対して動かす段階と、レンズ・バレルに連続する溝が形成されるよう、加工シャフトとレンズ・バレルを動かす段階と、切削工具をレンズ・バレルから動かして離す段階と、を含む。
(もっと読む)
自動旋盤
【課題】 構成の大型化を招くことなく、被加工物の保持及び切断用工具の破損有無の検出を確実に行うことが可能な自動旋盤を提供すること。
【解決手段】 突切バイトにより被加工物Wが正常に切断された場合には、刃物台4が前進すると、当接部材12はその移動が規制されることなく刃物台4と共に前進する。当接部材12及び軸部材31が刃物台4と共に前進すると、検知スイッチ53の状態はOFF状態から変化しない。被加工物Wが正常に切断されなかった場合には、検出こま14が被加工物Wに当接して、被加工物Wの軸心に直交する方向への当接部材12及び軸部材31の移動が規制される。当接部材12及び軸部材31の移動が規制されると、検知スイッチ53の状態はOFF状態からON状態に変化する。また、被加工物Wを保持するときには、刃物台4を、第1のばね51及び第2のばね52により当接部材12及び軸部材31に対して第2の付勢力が付与されるように、前進させる。
(もっと読む)
1 - 11 / 11
[ Back to top ]