
Fターム[3C059DB05]の内容
放電加工、電解加工、複合加工 (4,787) | 工具電極の製造 (92) | 除肉加工 (19)
Fターム[3C059DB05]の下位に属するFターム
Fターム[3C059DB05]に分類される特許
1 - 5 / 5
放電加工電極の加工方法及び放電加工電極
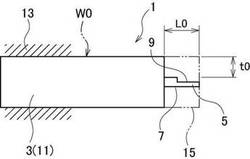
【課題】被把持部に対する電極部の芯出しが容易であり加工精度の高い放電加工電極を形成できると共に微細穴や微細溝等の放電加工時に加工屑を容易に排出可能な放電加工電極を形成する。
【解決手段】放電加工電極1の被把持部3となる棒状ワークW0の基端部11をチャックに保持させ、前記棒状ワークW0の先端部15を、横切れ刃19bに負のアプローチ角をなす部分を与えたバイト19により背分力を抑制しながら旋削して微細な放電用の電極部5を形成し、電極部5の外周面7に、加工屑排出用の凹部9を形成することを特徴とする。
(もっと読む)
形彫放電加工の工具電極の設計方法

【課題】最大許容誤差に対するデータ量が多く、加工形状によって形状喪失部位または形状誤差部位を発生し作業の負担が大きく、実質的に揺動加工に適応する工具電極を生成できない場合がある。
【解決手段】所望の加工形状を表わす被加工物のソリッドモデルをZ−Mapモデルに変換してZ−Mapの被加工物モデルから反転モデルを生成する。そして、Z−Mapの被加工物モデルと反転モデルとを所定の初期位置から所望の電極減寸量と予め設定された揺動形状に基づく揺動軌跡に従って1格子ずつ相対移動させて被加工物モデルと反転モデルとの重複部位を反転モデルから削除する演算を繰り返して基礎モデルを生成し、基礎モデルを工具電極モデルに変換する。
(もっと読む)
被加工物をマイクロ放電加工により加工する装置及び方法
【課題】
【解決手段】本発明は、被加工物をマイクロ放電加工により加工する装置に関し、この装置は、その構成を変更することにより、前記構成を、加工段階から尖鋭化段階に交互に、かつ可逆的に移行させる機構(44,45,46,48)を備え、前記尖鋭化段階では、同じエッチング電極(20)の先端、及び別の電極(64)を電解浴(62)に浸漬して、前記先端の尖鋭化を電解加工により行なう。
(もっと読む)
成形型加工電極、成形型の製造方法及び成形型
【課題】より容易に成形型加工電極や成形型を作製することができると共に、作製した成形型で成形体を成形する際に成形体の成形曲がりをより抑制する。
【解決手段】成形型加工電極10は、六角形の立壁部23が連なることにより外周が略円状に形成されたスリット溝形成部22により成形型のスリット溝を加工する一方、内周が略円状に形成されスリット溝形成部22の外周の立壁部23に重なり合うと共にその外周が略円状に形成されたスリット溝形成部32により、外周側のスリット溝を加工する。同様に、第3電極40のスリット溝形成部42より、更に外周側のスリット溝を加工する。このように、複数のスリット溝形成部が円周方向に分割され、複数のスリット溝形成部の重複部分が成形体と同じ略同心円状に形成されている。また、スリット溝形成部22,32,42,の面積がより近い値に設計されており、電極の消耗度合いの差を生じにくい。
(もっと読む)
ナノスケール加工電極及び加工品、及びその製造方法
【課題】最適軸受性能のために微細溝ピッチ(<100ミクロン)、微細フィーチャ幅(<25ミクロン)、3Dで変化する溝深さ及び表面プロファイルなどのフィーチャを有するモータ軸受構成部品を提供すること。
【解決手段】加工品を製造するための方法、最終部品を作るための電極設計フィーチャ及びそのような電極を製造する方法が開示される。所望のプロファイルを有する導電性ブロックを含む電極が開示される。本発明の実施例の電極は、固く加工困難な材料を含む広い範囲の材料から作ることができる。この電極は、中実素材、又は中空コアを有するスリーブ又は充填されたコアを有するスリーブから作ることができる。そのような電極は、加工品に最適な溝形状を実現させるために使用することができる。光重合、選択的除去、鍍金、及び凹んだランド用の逆ECMを含むその他の方法が開示される。
(もっと読む)
1 - 5 / 5
[ Back to top ]