
Fターム[3F027DA03]の内容
Fターム[3F027DA03]に分類される特許
1 - 10 / 10
物品搬送装置及び反射形センサー
【課題】物品の位置や姿勢を正確に判定して物品を円滑に分岐搬送路に移載することが可能な物品搬送装置を提供する。
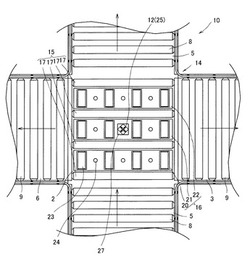
【解決手段】分岐部2を有するローラコンベア装置であり、分岐部2の中心に反射形センサー12の本体部25が設けられている。反射形センサー12には、4個の発光素子と、1個の受光素子及が設けられている。発光素子の発光のタイミングと、受光素子からの信号発信のタイミングを考慮して、今回のON,OFF信号がいずれの発光素子の発光に起因するものであるかを判別し、中心認識出力を出力する。中心認識出力が全てONとなる状態を呈すれば、パレットの中心と、分岐部2の中心が一致している。
(もっと読む)
センタリング装置

【課題】コンベアにおいて荷物のセンタリングを確実に行うことができる装置を提供する。
【解決手段】センタリング装置11は、コンベア上の荷物Wを持ち上げながらセンタリングするためのセンタリング装置である。リフター機構13は、荷物WおよびパレットPを下方から支えることが可能な支持台21と、支持台21を昇降する駆動部23とを有する。センタリング機構15は、支持台21が上昇しているときにパレットPをコンベア幅方向に挟み込むことによって荷物Wのコンベア幅方向中心をコンベア1の幅方向中心に合わせる。連結機構17は、リフター機構13とセンタリング機構15を機能的に連結し、支持台21から上方に作用する力をセンタリング機構15の挟み込み動作を行わせる力に変換する。コイルスプリング19は、パレットPに作用する力の経路で弾性的に機能するように配置されている。
(もっと読む)
位置決め装置とそれを用いた載置台
【構成】 アウター部材の内部に、インナー部材を上下動自在に配置して上方へ付勢し、インナー部材上にフローティングユニットを設けると共に、インナー部材と共に上下動する押し下げ部材を設ける。またアウター部材に支持された揺動軸を中心に揺動自在な左右一対の揺動レバに左右少なくとも一対のセンタリングローラを取り付ける。押し下げ部材が下降すると、センタリングローラをフローティングユニット側へ前進させる一対のレバ駆動部材と、センタリングローラがフローティングユニットから遠ざかる向きに揺動レバを付勢する弾性体とを設ける。
【効果】 物品の自重で滑らかに位置決めを行え、物品を取り除くと自動的に元の状態に復帰する。
(もっと読む)
搬入装置及び包装機
【課題】搬入装置のセンタリング部材によりセンタリングされた以後に、被包装物の搬送不良があった場合においても、搬入装置より後段に接続される包装機がエラーで停止することのない搬入装置、包装機を提供する。
【解決手段】包装機に被包装物を搬入供給する搬入装置であって、被包装物を包装機に向けて搬送する搬送コンベア上の被包装物を該搬送コンベアの幅方向に位置規制するセンタリング部材と、前記センタリング部材近傍に設けられ、被包装物の搬送を規制及び規制の解除をするストッパ手段と、被包装物を検知する第一センサ及び第二センサと、被包装物のサイズを計測するサイズ計測手段と、計測したサイズデータを一時記憶する記憶手段と、前記第一センサによる被包装物の検知から所定時間内に前記第二センサにより当該被包装物が検知されない場合、前記記憶手段に一時記憶されたサイズデータを無効な包装制御データとする制御手段を備える。
(もっと読む)
自動荷役車両およびその制御方法
【課題】安価な構成で、荷役対象物の停止位置を調整することが可能な自動荷役車両およびその制御方法を提供する。
【解決手段】CPUは、最初に搬送モータを駆動する。次に、CPUは、光電センサから与えられる検出信号に基づいて、荷役対象物の通過時間tを計測する。次いで、CPUは、荷役対象物の長さXを算出する。すなわち、CPUは、上記の通過時間tと搬送速度Vとの積により、荷役対象物の長さXを算出する。次に、CPUは、(Y−X)/2Vにより停止時間Tを算出する。なお、Yは車両本体部の本体部長さである。上記の停止時間Tとは、荷役対象物の一端部が光電センサを通過したときから、複数のローラーを停止させるまでの時間である。次いで、CPUは、停止時間Tが経過した後に搬送モータを停止させる。
(もっと読む)
包装箱の位置決めを行う装置
【課題】被覆シートに対して包装箱の位置決めを行う装置を提供する。
【解決手段】この装置は、接着剤塗布ユニットから、箱を接着剤付きシートに対して中心あわせをするための装置へシートを搬送するベルトと、ベルトコンベヤーの表面上のシートの位置を特定する光学センサと、を備え、前記ベルトは、対照の色を有する、コンベヤー表面の少なくとも2つの領域からなる。
(もっと読む)
板状体移載設備
【課題】分散処理しての搬出を、搬送による板状体の損傷や、搬送姿勢や搬送停止位置の乱れを減少して行え、高速搬送を容易に実現し得る板状体移載設備を提供する。
【解決手段】単数枚搬送装置9で搬送してきた板状体5,6を受け入れて横方向で分散処理したのち、搬送装置10A,10B,10C群に搬出する分散処理装置20は、各搬送装置に対向し、板状体受け入れ域130を形成した縦送りコンベア部21A,21B,21Cと、縦送りコンベア部間に位置した仮置き部31,36と、縦送りコンベア部と仮置き部とに亘って設けた横送り手段41A,41B,41Cからなる。各横送り手段にはそれぞれ、昇降自在でかつ縦送りコンベア部と仮置き部とに亘って移動自在な板状体支持部70A,70B,70Cを設け、縦送りコンベア部の搬送面21a,21b,21cや仮置き部の仮置き支持面31a,36aに対して出退動自在に構成した。
(もっと読む)
板状体移載設備
【課題】合流処理しての搬出を、搬送による板状体の損傷や、搬送姿勢や搬送停止位置の乱れを減少して行え、高速搬送を容易に実現した板状体移載設備を提供する。
【解決手段】複数並列した搬送装置10A,10Bの端部外方間に、各搬送装置からの板状体5,6を受け入れて合流処理したのち搬出する合流処理装置20を配設した。合流処理装置は、搬送装置に対向したそれぞれの縦送りコンベア部21A,21Bと、縦送りコンベア部間に位置した仮置き部31と、縦送りコンベア部と仮置き部とに亘ってそれぞれ設けた横送り手段41A,41Bからなる。横送り手段にはそれぞれ、昇降自在でかつ縦送りコンベア部と仮置き部とに亘って移動自在な板状体支持部70A,70Bを設け、板状体支持部は昇降によって、縦送りコンベア部の搬送面21a,21bや仮置き部の仮置き支持面31aに対して出退動自在に構成した。少なくとも1つの縦送りコンベア部に、単数枚搬送装置130に対して板状体を搬出可能な板状体渡し域90を形成した。
(もっと読む)
加熱炉へのスラブ装入方法
【課題】 ウォーキングビーム式加熱炉へのスラブ充填率の向上を図ることを目的とする。
【解決手段】 ウォーキングビーム式加熱炉に複数のスラブを連続的に装入して加熱するに当たり、先行スラブと後行スラブの間隙Lを下記(1)式によって定めることとするものである。
L=(ΔW1+ΔW2)/2+α・・・・・(1)
ここに、
ΔW1:先行スラブの装入時温度と該スラブの抽出設定温度から算出される先行スラブの幅方向熱膨張量
ΔW2:後行スラブの装入時温度と該スラブの抽出設定温度から算出される後行スラブの幅方向熱膨張量
α:ウォーキングビーム式加熱炉の最小スラブ間隔
(もっと読む)
搬送車の搬送制御装置
【課題】 荷のはみ出しを無くして荷が固定設備に接触ないし衝突するのを防止し、且つ迂回ルートを経ずに直接搬送先まで走行し、また、迂回ルートを介さないことで、サイクルタイムを短縮させ、もって稼働率を向上を図り、省エネルギー化を図ること。更には、迂回ルートのスペースを不要とし、スペースの有効利用を図ること。
【解決手段】 ステーションST1からルート2を経て荷15bの搬送先のステーションST2の途中に壁、柱、制御盤等の固定設備53、54が配されている。ステーションST1で無人搬送車20が車体幅よりはみ出す荷15bを受け取った場合、前方の固定設備53の反対側にクリアランスがある場合には該クリアランス側に荷15bを移動させる。また、固定設備53を通過後、固定設備54の反対側にクリアランスがある場合には該クリアランス側に荷15bを移動させて走行する。
(もっと読む)
1 - 10 / 10
[ Back to top ]