
Fターム[3F048AB08]の内容
シート、ウェブの制御 (32,277) | 取扱い物品の種類(その他) (3,592) | 木材、建材 (3)
Fターム[3F048AB08]に分類される特許
1 - 3 / 3
重送検知装置およびシート状物取り扱い装置
【課題】従来に比べて顕著な大型化および製造コストの上昇を伴うことなく測定精度を向上させることが可能な重送検知装置を提供する。
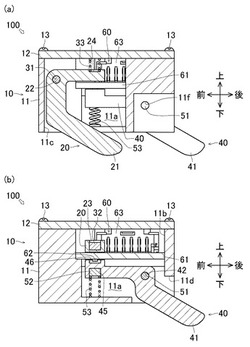
【解決手段】重送検知装置100に、ベース10と、第一当接部21を有しベース10に回動可能に支持される第一アーム20と、第一アーム20に固定された第一磁石32と、第二当接部41を有しベース10に回動可能に支持される第二アーム40と、第二アーム40に固定された第二磁石52と、ベース10に固定され、作用する磁場に応じた電気信号を出力するホール素子62と、を具備し、第一磁石32のS極と第二磁石52のN極とを対向させ、ホール素子62を第一磁石32および第二磁石52によって挟まれる位置に配置した。
(もっと読む)
搬送装置

【課題】 搬送ローラー上に複数のパネルが載っている場合に、蛇行したパネルを検出し、両側に独立して設けられたモーターにより速度を変更してその蛇行を補正する場合には、逆に正常に搬送されている他のパネルを蛇行させてしまうという問題がある。
【解決手段】 蛇行補正部は、通常搬送用の駆動機構とは別に独立して駆動する第二の搬送駆動機構と第三の搬送駆動機構と、検知センサーとを有する。被搬送物の蛇行を補正するための搬送機構が、通常搬送機構と連動せずに分離されているため、蛇行したパネルだけを補正できる。
(もっと読む)
加工機械に板状要素を配置するための装置及び方法
ペース配分された流れで板状要素(10)を連続するステーション(3、4、5)内に搬送するコンベヤ(30)の複数の把持部材(31)内にこれらの板状要素(10)を配置するための給送器(20)を含み、給送器(20)には固定装置(21)が設けられており、給送器(20)が、計算及び制御ユニット(40)によって駆動される加工機械(1)内に板状要素(10)を配置する方法。本方法は、各板状要素(10)の前進中に、板状要素(10)の前縁又は後縁を検出することによって理論上の位置に対する板状要素(10)の長手方向配置誤差及び斜め配置誤差を測定すること、測定された長手方向配置誤差及び斜め配置誤差に応じて給送器(20)を制御すること、板状要素(10)を給送器(20)に取り付けるために固定装置(21)を作動させること、板状要素(10)上に印刷された位置合わせマーク(12)を検出することによって理論上の位置に対する給送器(20)に取り付けられた板状要素(10)の長手方向配置誤差、横断方向配置誤差、及び斜め配置誤差を測定することを含む、連続する段階を含む。 (もっと読む)
1 - 3 / 3
[ Back to top ]