
Fターム[3F108BA04]の内容
薄板状材料の折畳み、特殊排送装置、その他 (16,547) | 折畳みの形態 (1,479) | 折り方向 (740) | 横方向 (636) | ジグザグ折り (124)
Fターム[3F108BA04]に分類される特許
1 - 20 / 124
繊維製品折り畳み装置
【課題】繊維製品折り畳み装置の提供。
【解決手段】本発明の繊維製品折り畳み装置は主に、二つの折り畳み車、二つの堆積部材、第一積載部材、阻止部材、積載台を含み、その内折り畳み車と堆積部材は、繊維製品に折り目を付けるのに用い、第一積載部材には折り畳み車と堆積部材によって折り畳まれた繊維製品を載せる。また、第一積載部材の上表面には少なくとも吸着部材を設置し、第一積載部材の上表面に近い繊維製品を吸着するのに用い、これにより、繊維製品の堆積後の整然度を高める。
(もっと読む)
連続紙積載装置と画像形成装置

【課題】簡単な構成で、連続紙が折りぐせ通りに折り畳まれて積載できるようにする。
【解決手段】連続紙積載装置101は、所定の間隔で形成された折り目で屈曲してZ字状に折り畳まれる連続紙Pを積載するようになっており、連続紙を排出する排紙ガイド11と、排紙ガイドの下方に位置して、排紙ガイドから排出される連続紙が積載されるスタッカ30と、を備えている。スタッカ30は、排紙ガイドから排出される連続紙の先端Paを受け止めて位置決めする溝30cと、溝30cの両側に位置して連続紙が選択的に積載される2つの積載部30a、30bとが形成されている。連続紙Pは、先端Paが溝30cに係合するので、スタッカ30上を位置ずれすることなく、折り目にしたがって、2つの積載部30a、30bの一方に折り畳まれて積載される。
(もっと読む)
図面折り具
【課題】構造が極めて単純であり、かつA0版〜A3版サイズまでの図面を容易にA4版のサイズに折り畳むことができる図面折り具を提供する。
【解決手段】国際標準規格A列の用紙で描かれた図面について、A4版よりも大きなサイズの図面をA4版のサイズに折り畳むための図面折り具であって、一つの長辺を図面折り畳み時の基準となる基準辺と規定したA4版サイズの板状の基台部と、該基台部の少なくとも一方の面上において基準辺に並行し基台部の全長に亘って刻設された溝部とを有し、該溝部は、基準辺から170mmの距離に沿って刻まれていることを特徴とする。基台部の板厚、溝部の深さ、および溝幅は、それぞれ1.5mm、0.8mm、および2.5mmとすることが好ましい。また、溝部の基準辺側の側壁に面取り加工を施すようにしても良い。
(もっと読む)
画像形成装置、画像形成方法および画像形成プログラム
【課題】 複数の紙媒体を束ねた複数の束を一つにまとめる作業を容易にすること。
【解決手段】 MFPは、印刷条件にしたがって、画像データの画像を形成した場合に画像が形成される用紙の画像形成枚数を算出する画像形成枚数算出部115と、画像形成枚数が、後処理部が一度に折り曲げ可能な枚数として予め定められた上限値を超える場合、印刷条件を変更する条件変更部117と、を備え、条件変更部117は、後処理部による折方法として内折方法またはZ折方法が設定されている場合、画像形成部により複数ページの画像が形成された複数枚の用紙を複数の組に分割する分割部と、後処理部による折方法として内折方法が設定されている場合、Z折方法に変更する折方法変更部119と、を含む。
(もっと読む)
シート折り装置および画像形成装置
【課題】従来のジグザグ折りに加え、谷折りを続けて折ることや、山折りを続けて折ることを可能とする。
【解決手段】第1または第2折りローラ対6、7で折りが行われたシート折り部を、対向配置された第1または第2折りローラ対6、7へ案内し、第1または第2センサ8、9によりシート折り部の検出を行い、その結果に基づいてシート搬送方向とシート搬送距離の制御を行い、第1または第2折りローラ対6、7によるシートの搬送と第1または第2シートガイド部材4、5の動作のタイミングを合わせ、第1または第2折りローラ対6、7でシートPを狭持搬送しながらシートPを折ることにより、山折り、谷折りを交互に行うジグザグ折りに加え、谷折りを続けて折ることや、山折りを続けて折ることが可能となる。
(もっと読む)
シート状部材の積載方法及び積載装置
【課題】シート状部材を折り重ねて積み上げる積載装置において、安定して整然とシート状部材を積載できるようにする。
【解決手段】積載装置1は、長尺のシート状部材sを連続的に搬送する搬送装置10と、この搬送装置10からのシート状部材sを受けて往復運動させつつ案内する案内装置20と、この案内装置20の下方に設けられ、所定長さに折り曲げられたシート状部材sを積み上げる載置装置30とを備える。この搬送装置10は、シート状部材sの搬送速度を、案内装置20の出口側端部における揺動の、載置装置30から見た往行速度に調節する。
(もっと読む)
用紙後処理装置と画像形成装置
【課題】装置本体を大型化せずにZ折り紙の整合不良を防止することのできる用紙後処理装置と画像形成装置とを提供する。
【解決手段】用紙の後処理を施す用紙後処理装置であって、ステイプルトレイ21と、このステイプルトレイ21へ用紙を送り出す搬送ローラ12と、ステイプルトレイ21にスタックされた用紙を搬送方向に対して揃える叩きコロ15と、この叩きコロ15によってステイプルトレイ21の用紙の後端部が突き当てられる後端基準フェンス24と、ステイプルトレイ21の用紙を幅方向に整合するジョガーフェンス22と、綴じ処理された用紙を排紙トレイ5に排紙する排紙ローラ26,27と、排紙トレイ5に排紙された用紙を幅方向に整合する整合部材51A,51Bとを備え、この整合部材51A,51Bの上に、ステイプルトレイ21からはみ出た用紙の一部を載置する載置部151A,151Bを設けた。
(もっと読む)
シート折り目形成装置
【課題】折り目を形成するとともに、その折り目形成後の帯状シート材を収納するシート折り目形成装置において、折り目形成時に帯状シートの収納に不具合が生じることを抑制する。
【解決手段】折り目形成装置71は、3層シート材15をその幅方向に沿って挟持する折り用挟持片77,78と、上下に移動して、その折り用挟持片77,78による挟持部分よりも先へ送り出された部分を折り曲げるローラ体81,82とを有する。シート延長方向の先には、形成された折り目にしたがって折り畳まれた状態で、3層シート材15を収納するカートリッジ22が設けられている。折り目形成時の折り曲げに合わせて、カートリッジ22を折り用挟持片77,78側へ移動させるようにした。
(もっと読む)
シート折り重ね装置、及びシート折り重ね方法
【課題】帯状シート材の折り重ねを自動化できるシート折り重ね装置であって、しかもその装置の小型化や簡素化等も併せて実現すること。
【解決手段】本折り装置131は、折りステージ132と、ステージ支持装置133と、カートリッジ固定装置135とを備えている。X軸及びY軸上の各カートリッジ22x,22yから、折りステージ132の折り作業面143にシート材12,15が引き出される。X軸支持装置133xで折りステージ132を支持して、そのX軸を中心として折りステージ132を半回転させる第1回転駆動と、Y軸支持装置133yで折りステージ132を支持して、そのY軸を中心として折りステージ132を半回転させる第2回転駆動とが交互に行われる。その場合、カートリッジ固定装置135は、その回転軸と同軸上に存在するカートリッジ22も同期して同一方向に半回転させる。
(もっと読む)
折り縁を断裁する装置を備えた折り機およびシートを折る方法
【課題】高品質の折り製品の製造を改善する。
【解決手段】シート状の要素を折る折り機100であって、それぞれ少なくとも1つの折り目で折りを成すための、少なくとも1つの第1のバックル折りステーション2と第2の折りステーション4、特にバックル折りステーションとを備えているものにおいて、第2の折りステーション4の上流側に、予め形成された少なくとも1つの折り目を除去するための、折り縁を断裁する装置30が設けられている。
(もっと読む)
シート位置決め装置、シート位置決め方法、シート送出し装置及びシート送出し方法
【課題】擦れ等によりシート材にキズが付くことを抑制しつつ、位置決め精度を向上させること。
【解決手段】シート支持面41に支持された第2シート材13に対して位置決めを行うシート位置決め装置61は、ピンロッド62と、ピンシリンダ63及びピンシリンダ加圧制御部69とを有している。ピンロッド62は二段階で突出するように制御され、第1段階では第2シート材13の位置決め孔18に先端軸部67が挿入される程度に突出する。第2段階では、位置決め孔18に基端軸部66が挿入されるまでピンロッド62が突出する。第1段階の突出状態とした後に、第2シート材13を浮上させ、その浮上状態で第2段階に突出させて正確な位置決めを行う。
(もっと読む)
シート処理装置
【課題】確実に3つ折り処理を施すことができると共に、ジャムが発生することを抑制できるシート処理装置を提供することである。
【解決手段】ローラ対Aは、用紙Pをニップして第1回目の折りを行う。ストッパ46は、第1回目の折りが行われた用紙Pの進行を停止させる。ガイド50は、ストッパ46により進行が停止させられた用紙Pを撓ませる。ローラ対Bは、ガイド50により撓まされた用紙Pをニップして第2回目の折りを行う。切り替え部材48は、第2回目の折りが行われる用紙Pをストッパ46が設けられている経路R1へと導き、第1回目の折りのみが行われる用紙Pを機外につながる経路R2へと導く。ガイド50は、第1回目の折りのみが行われる用紙Pよりも、第1回目の折り及び第2回目の折りが行われる用紙Pに対して強い力で接触する。
(もっと読む)
帯状ゴム部材の折畳み積載方法および装置
【課題】帯状ゴム部材11の積載状態を良好とするとともに、その積載効率を容易に向上させる。
【解決手段】送出手段18から供給された帯状ゴム部材11を支持台19上に折り畳みながら積載する際、押潰し手段47、48の押圧アーム39、40により最上層の帯状ゴム部材11aのヘアピン状に屈曲しながら膨らんでいる折返し端部を折返し直後に下方に向かって交互に押し潰すようにしたので、該帯状ゴム部材11の折返し端部はその長手方向中央部とほぼ同一厚さとなるまで押し潰され、この結果、帯状ゴム部材11の積載状態が整然となるとともに、その積載効率(密度)を容易に向上させることができる。
(もっと読む)
小袋連続体の折りたたみ装置
【課題】たるみを防止しながら、小袋における穴や破れの発生を防止し、高速で運転可能な小袋連続体の折りたたみ装置を提供することにある。
【解決手段】小袋連続体の折りたたみ装置は、複数の小袋が連なってなる小袋連続体を収納箱に折りたたむ小袋連続体の折りたたみ装置であって、小袋連続体を所定の位置から上記収納箱まで搬送するフィードローラ部2と、モータ37により駆動されるフィードベルト36とを備え、小袋連続体は、ベルト36の上を、ベルト36の駆動方向に沿って搬送され、ベルト36は、フィードローラ部2により搬送される小袋連続体にブレーキをかけるように駆動される。
(もっと読む)
折り装置、画像形成システム及び押印位置制御プログラム
【課題】当初に設定されていた押印位置と折り目位置が干渉している場合に、折り目の位置を避けた位置に自動的に押印位置を調整して押印処理が可能となるようにする。
【解決手段】紙に対してジャバラ折り処理を行うジャバラ折り部と、ジャバラ折りされた紙にスタンプの押印を行うスタンプ押印装置と、前記ジャバラ折りがされた紙の長さと、前記紙の長さに基づいて、前記ジャバラ折りの結果得られる面数と、前記各面の長さを算出し、前記各面の長さから得られる折り位置に基づいて、前記押印手段の押印位置を変更する紙折りコントローラを備え、該コントローラは押印位置が折り目に重なる場合には、折り目を避けて折り目と重ならない位置に押印位置を自動的に変更するようにした(ステップS504〜S513)。
(もっと読む)
シート折り装置および画像形成装置
【課題】折り加工後のシートの収容スペースに対する積載数を減少させないで収容効率を向上させることができる構成を備えたシート折り装置を提供する。
【解決手段】搬送されてくるシートを折りローラにより挟持して折り加工を施されたシートが導入される積載収容部を備えたシート折り装置において、シートの積載収容部には、シートの上面に進出する向きおよび上記積載方向と平行することで上記シート上面から退避する位置に向けて揺動可能な棚板部材503Aと、棚板部材503Aの厚さ方向両面を挿嵌可能な溝部504A、および回転中心には棚板部材503Aに形成された長穴503A1に挿通される回転軸504Bを有する回転可能な回転規制部材504と、回転規制部材504が回転可能に設けられると共に該回転規制部材の回転駆動源を有し、積載方向に沿って移動可能な回転ユニット502と、棚板部材503Aの下面を保持可能であって、積載方向に沿って移動可能なリフトトレイ505とを備えていることを特徴としている。
(もっと読む)
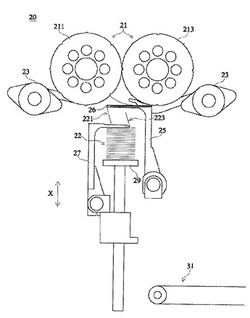
連続用紙の折り畳み装置
【課題】紙厚が170μmを越える用紙において、折り畳みミシン目付近が膨らんだ状態となっても、ジグザグ状に束ねて製品として排出が出来る折り畳み装置を提供する。
【解決手段】連続用紙を揺動させながら下方へ排出させるシューター11と、シューター11から排出される連続用紙2を下方へ移送しつつジグザグ状に折り畳むための少なくとも一対のスパイラル4,5からなるスパイラル部と、スパイラル部によって折り畳まれ排出される連続用紙2を略水平方向に方向変換させて移送するコンベア部10とからなる折り畳み装置1において、スパイラル部から排出される連続用紙の山折り部Fm4と接する位置に回転ローラ7を設けた。
(もっと読む)
帯状ゴム部材の折畳み積載方法および装置
【課題】帯状ゴム部材11が作業中に分断する事態を阻止し、作業能率を容易に向上させる。
【解決手段】支持台46に積載される前の帯状ゴム部材11に対し折れ目形成手段38により山折りおよび谷折りの折れ目11bおよび11aを長手方向に等距離離して交互に形成するようにしたので、帯状ゴム部材11には折れ目が存在するだけで、帯状ゴム部材11の肉厚が大幅に薄くなっている箇所はなく、この結果、帯状ゴム部材11の支持台46への積載時、あるいは、支持台46からの取出し時に帯状ゴム部材11が分断するようなことはなくなり、作業能率が向上する。
(もっと読む)
シート折り装置、画像形成システム、及びシート折り方法
【課題】機械的位置関係や大きさに拘わらず、最小折り面長さを小さくして折り畳むことができるようにする。
【解決手段】シートを送り込む搬送ローラ対3と、所定の間隔を空けて配置され、搬送ローラ対3から送り込まれたシートを交互に折り畳むための第1及び第2折りローラ対6,7と、第1及び第2の2対の折りローラ対6,7の対向域の外側にそれぞれ配置された第1及び第2センサ8,9とを備え、前記シートに対して平行に複数回の折りを施すシート折り装置において、シートの2回目以降の折り位置が前記第1及び第2センサ8,9によってシートの折り端が検出できない場合、シートの2回目以降の折り位置を、シート端若しくは1回目の折り端F1を基準にしたシートの搬送量に基づいて設定する。
(もっと読む)
折り畳み装置及びそれを用いた折り畳み方法
【課題】 上流工程から供給される長尺シートを様々なバリエーションで折り畳み、下流工程へ送り出すための折り畳み装置及び該折り畳み装置での折り畳み方法を提供する。
【解決手段】 少なくとも一対の駆動ローラと複数のサポートローラにより構成される第一搬送部、第二搬送部、第三搬送部とからなり、前記第一搬送部と第二搬送部間において長尺シートを二つ折りにすると共に第二搬送部と第三搬送部間において前記二つ折りされた長尺シートをさらに二つ折り或いは三つ折りして下流の工程へ供給する。
(もっと読む)
1 - 20 / 124
[ Back to top ]