
Fターム[3F112FB09]の内容
線材用巻芯等の交換、搬送、口出し (1,564) | 水平面外への搬送 (14) | 検出手段を有する搬送路 (4)
Fターム[3F112FB09]に分類される特許
1 - 4 / 4
糸巻取機及び糸巻取ユニット
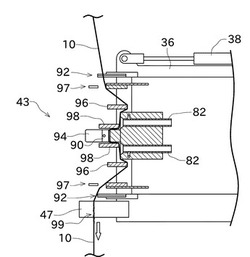
【課題】糸継終了時に発生する糸のたるみを解消した糸巻取機を提供する。
【解決手段】糸継装置43は、紡績装置とパッケージとの間の紡績糸10を糸継ぎする。糸道規制部材(糸寄せレバー96及び糸押さえレバー98)は、紡績糸10に接触することで当該紡績糸10を屈曲させる位置と、前記紡績糸10を開放した位置と、の間で移動可能である。台車制御部は、糸道規制部材を、糸継ぎの際に紡績糸10に接触させて当該紡績糸10を屈曲させるとともに、当該糸継ぎの終了後、少なくとも巻取装置における紡績糸10の巻き取りが開始するまでの間は、紡績糸10を屈曲させた状態を維持するように制御する。
(もっと読む)
糸巻取装置

【課題】省エネルギー性を実現でき、残糸付きボビンを効率良く再供給できる構成の糸巻取装置を提供する。
【解決手段】自動ワインダ10は、複数の巻取ユニット92と、ボビン搬送コンベア93と、機台制御装置94と、を備える。巻取ユニット92は、排出した給糸ボビンである排出ボビンの本数を機台制御装置94へ送信する。ボビン搬送コンベア93は、巻取ユニット92が排出する排出ボビンを回収のために搬送する。機台制御装置94は、当初はボビン搬送コンベア93を停止状態としておき、複数の巻取ユニット92から排出された排出ボビンの合計の本数が所定のコンベア駆動閾値に達したときは、ボビン搬送コンベア93を駆動して排出ボビンを搬送した後、再び停止させる。上記の繰返しにより、ボビン搬送コンベア93が間欠駆動される。
(もっと読む)
ボビン搬送システム
【課題】自動ワインダー、精紡機及び搬送装置からなるボビン搬送システムにおいて、送り手段に掛かる負担を増大させることなく、状況に応じてボビン搬送速度(単位時間あたりのボビン搬送数量)を増減し、効率的にボビンを装着したトレイを搬送することができるボビン搬送システムを提供する。
【解決手段】自動ワインダー2、精紡機1、前記自動ワインダー2と前記精紡機1との間を連結するボビン搬送路7を有するボビン搬送装置10からなるボビン搬送システムにおいて、該ボビン搬送装置10を、ボビン搬送路7に沿ってボビンBを装着したトレイTを案内する搬送案内部材3と、往復運動して前記トレイTを移動させる移動部材24を有する送り手段4と、から構成し、該送り手段4のボビン搬送数量を変更することで前記ボビン搬送路7上でのボビン搬送速度が前記自動ワインダー2の処理能力に応じて変更可能に構成する。
(もっと読む)
繊維機械
【課題】 糸欠点の発生した状況に応じて、糸継台車による糸欠点の除去及び糸継作業が糸の無駄なく効率よく行えるようにする。
【解決手段】 複数の糸処理ユニット2と、その並べられる方向に走行可能な糸継台車3を備える。糸処理ユニット2は、糸欠点を検出し且つその種類を判別可能なヤーンクリアラ52を備える。糸継台車3は、各糸処理ユニット2についての糸欠点の有無及び糸欠点の種類、巻取パッケージ45の径の情報を取得可能に構成している。糸継台車3は糸欠点の発生した糸処理ユニット2に対し口出しを行うが、この際、サクションマウス46が巻取パッケージ45に接近して吸引を開始してから糸継装置43に糸を案内するまでの時間や、巻取パッケージ45を糸解舒方向に回転させる逆転ローラ55の速度を、検出された糸欠点の種類や糸欠点発生時の巻取パッケージ45の径に応じて異ならせる。その後、糸継装置43で糸欠点の除去及び糸継ぎを行う。
(もっと読む)
1 - 4 / 4
[ Back to top ]