
Fターム[3H013BA09]の内容
Fターム[3H013BA09]に分類される特許
1 - 7 / 7
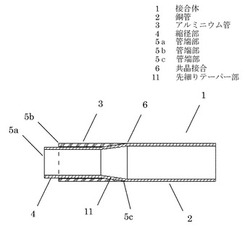
接合体とそれを有する熱交換器
【課題】品質が確保され、工数が削減出来、生産性の良い、低コストでリサイクル性に優れた接合体を提供する。
【解決手段】接合体1は、端部5aに先細り状テーパー部11を介して縮径部4が形成された銅管2と、内径が縮径部4の外径より大きく且つ先細り状テーパー部11の最大外径と略同じアルミニウム管3との接合体1であって、アルミニウム管3の管端部5cが先細り状テーパー部11の外面に当接するまで銅管2の縮径部4がアルミニウム管3内に挿入された状態で、アルミニウム管3が銅管2に外嵌めされてアルミニウム管3の管端部5cが銅管2の先細り状テーパー部11の外面と共晶接合6されており、銅管2の縮径部4の端部5aが所定長さにわたってアルミニウム管3に覆われずにアルミニウム管3のアルミニウム管端部5bから露出させた構成をしている。
(もっと読む)
溶接用部材及びその製造方法

【課題】鋼管杭に対する挿入性に優れる溶接用部材を提供する。
【解決手段】本溶接用部材1は、上下の鋼管杭2,3を互いに突き合わせて溶接するときに裏当てとして用いられる溶接用部材であって、前記上下の鋼管杭の内周面に外周面が当接される円筒状の本体5を備え、前記本体の軸方向の両端側には、先端側に向かって縮径する絞り部6a,6bが設けられている。
(もっと読む)
溶接用治具、溶接構造物、溶接方法及び溶接用治具の除去方法
【課題】メンテナンスの作業負担を軽減することができる溶接用治具、溶接構造物、溶接方法及び溶接用治具の除去方法を提供することを目的とする。
【解決手段】昇華性、水溶性あるいは油溶性の消失材料で所要ギャップの厚みに形成されたスペーサ4a,4bをソケット1の突出環部1cと配管2a,2bとの対向端面間のそれぞれ介設し、スペーサ4a,4bの厚み分の所要ギャップをソケット1の突出環部1cと配管2a,2bとの対向端面間に確保する。この状態で、ソケット1の両端部と配管2a,2bの外周面とを溶接する。
(もっと読む)
管体溶接方法、金属製溶接管及び芯金具
【課題】2つの金属製管体の端面を突き合わせて溶接するときに溶接部の内周面側へのバリの発生を抑制する。
【解決手段】マンドル26に芯金具10の第1管体14と第2管体16とを差込む。第1管体14の内周面14Aの内径は、芯金具10のホース接続部12の内径よりも大きく形成されており、マンドル26の軸方向端部をホース接続部12に挿入することで、マンドル26の外周面と第1管体14の内周面14A及び第2管体16の内周面16Aとの間隔を周方向に沿ってほぼ一定となるように位置合わせする。さらに、第1管体14の端面と第2管体16の端面とを突き合わせた状態で第1管体14の端面と第2管体16の端面とを溶接し、溶接後にマンドル26を引き抜く。溶接時に第1管体14の端面と第2管体16の端面の内周面側にマンドル26が挿入されていることにより、溶接部の内周面側へのバリの発生が抑制される。
(もっと読む)
ソケット溶接ギャップセット用装置
【課題】ソケットに対する配管の差し込み深さを適切に行うことができるソケット溶接ギャップセット用装置を提供する。
【解決手段】配管12の端部12AからL寸法位置に刃部によってケガキ線fを入れる。ソケット10の深さb寸法を測定する。寸法計測治具をフィットアップ治具36に連結し、フィットアップ治具36の保持部42によって配管12を保持する。そして、保持部42の端部42Eをソケット10の開放端10Aに当接して配管12の端部12Aをソケット10に挿入し、配管12がギャップを確保した後のケガキ線fのソケット開口端からの長さe寸法を、寸法計測治具が計測した際の配管12を保持部42に仮固定手段によって仮固定する。これにより、配管12はソケット10に対して所定のギャップをもって挿入される。この後、フィットアップ治具36の保持部42の端部に形成された隙間を利用して配管12をソケット10に仮付溶接する。
(もっと読む)
管を部材に冶金的に取り付けるための方法
【課題】管を部材に対し、冶金的に、より安価に取り付ける。
【解決手段】壁20を有する部材18は、第1及び第2の両側部22,24を備え、第1の側部22の上方に延在する部分押し出し部26を備える。部分押し出し部26は貫通孔28を有する。端部34を有する管32及び部材18は、端部34が部分押し出し部26に近接して壁20の第2の側部24と接触した状態で、配置される。抵抗溶接電流経路が端部34及び部分押し出し部26に近接したところに管32及び部材18を通して形成され、端部34は部分押し出し部26内へと相対的に移動されて該部分押し出し部に抗してこれを変形させ、溶接領域を形成し、溶接領域は、端部34の少なくとも一部と部分押し出し部26の少なくとも一部とを備える。
(もっと読む)
パイプ接合方法及び装置
本発明は、中空プロファイルを螺旋状に巻回すことによって製造された熱可塑性パイプを互いに接合するための方法と装置とに関する。本発明による方法は、両パイプの形成端面に適合可能であって加熱手段を備えた溶接型(5)を両パイプ(1)間の隙間に挿入し、両パイプ端部を加熱された溶接型に押し付けてパイプ端部の熱可塑性材料を加熱して接合面上の可塑性材料を可塑化し、溶接型(5)を両パイプ間から除去し、加熱されたパイプ端部同士を互いに対し押し付けて熱可塑性材を溶解させて溶接接合部を形成し、この溶接接合部を冷却させることを特徴とする。本発明による溶接型(5、5’)は、該溶接型が中空プロファイルの径方向側壁(6)に沿って切断されたパイプ端面の形状に適合可能なことを特徴とする。 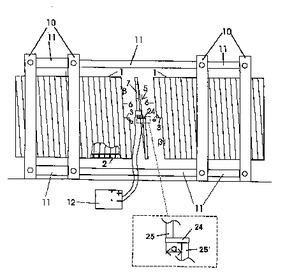 (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]