
Fターム[3K017BB01]の内容
Fターム[3K017BB01]の下位に属するFターム
ブンゼンバーナのもの (5)
空気供給構造 (18)
バーナタイル;燃焼筒 (18)
赤外線放射体 (21)
Fターム[3K017BB01]に分類される特許
1 - 6 / 6
連続炊飯装置
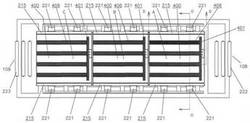
【課題】加熱効率の向上および加熱時間の短縮化を図ることができるとともに、良好な炊飯を実現することができる連続炊飯装置を提供する。
【解決手段】矩形状の長辺方向が炊飯釜の搬送方向と略直交する方向に設け、耐熱金属繊維を使用した表面燃焼部材を有する第1のバーナヘッド401と、矩形状のバーナヘッドの長辺を前記炊飯釜の搬送方向に略平行として炊飯釜の搬送方向と略直交する方向に互いに間隔を設け、耐熱金属繊維を使用した表面燃焼部材を有する複数の第2のバーナヘッド406を備え、第1のバーナヘッドの長辺の一方の側面と複数の第2のバーナヘッドの短辺の一方側の側面を接触または近接させて櫛歯状に配置し、予混合ガス供給手段により供給する全一次空気予混合ガスを各々の表面燃焼部材で赤熱状態として燃焼させ、連続的に移動する炊飯釜の底面を加熱することを特徴とする連続炊飯装置。
(もっと読む)
バーナ装置

【課題】三次元形状の燃焼部における谷部下端域での火炎同士の干渉を抑制し、安定した燃焼性能を確保することを可能にしたバーナ装置を提供する。
【解決手段】本バーナ装置は、孔部110を設けた保持板11上に繊維マット10が設けられ且つ少なくとも1つの谷部13が形成された三次元形状の燃焼部1に予混合ガスを供給して前記燃焼部1上に火炎3を形成する全一次燃焼方式により構成される。前記谷部13の両側斜面15,16の各々の下端域には、繊維マット10を保持板11に固着させると共にその部位を閉塞させる固着部31が前記谷部13の谷折れ線13aに沿って断続的に複数設けられる。そして、前記複数の固着部31は、前記谷折れ線13aを介して対向する斜面15(16)の下端域における固着部31を設けない非固着域に一部または全部が対向するように配置されている。
(もっと読む)
放射バーナー用の改良された断熱
放射バーナー(1)は、少なくとも1つの放射バーナープレート(2)と少なくとも2層のスクリーン(3)とを備え、放射バーナープレート(2)は、予混合室を画成する本体(6)に結合された周辺バンド(4)で包囲されている。周辺バンド(4)は上側フランジ(5)を備え、上側フランジの下に位置しかつ下方に延在する断熱体(7)をさらに備えている。断熱体(7)は、放射スクリーン(3)の限定的移動を可能にする内部周辺構造を有している。断熱体(7)は、2以上の断熱層を備えた多層断熱構造体からなり、各断熱層は、少なくとも1つのスクリーン層(3)と係合しかつ該スクリーン層を支持するように構成されている。  (もっと読む)
(もっと読む)
新規の予混合バ―ナ
本発明は、ガス供給室内にガスを供給するための中央ガス注入口を有する支持体を備えているガスバーナ、好ましくは、予混合バーナを提供している。ガス供給室は、その側面が第1の金属バーナ膜によって囲まれており、前記注入口の反対側がエンドキャップによって囲まれている。エンドキャップは、第1のバーナ膜の上端に接続されている。バーナ膜は、そのベース区域を介して、その底が支持体に接続されている。エンドキャップは、第2のバーナ膜によって形成されている。第1のバーナ膜およびエンドキャップからなる外面は、有孔耐熱金属薄板から作製されている。  (もっと読む)
(もっと読む)
バーナプレートおよび発電装置
【課題】 バーナの燃焼に伴う燃焼騒音を効果的に抑制することが可能な技術を提供する。
【解決手段】 本発明は全一次燃焼用のバーナに用いられるバーナプレートとして具現化される。そのバーナプレートは、その表面に、複数の単位炎口が周期的に配置された第1領域と、単位炎口が分散して配置された第2領域が形成されている。そのバーナプレートにおいては、第1領域と第2領域は重複していない。そのバーナプレートにおいては、第2領域の単位炎口が、その単位炎口から最も近接する単位炎口までの間隔が、第1領域での単位炎口間の間隔よりも大きくなるように配置されている。
(もっと読む)
金属製バーナと金属製フィルタ及びそれらの製造方法
【課題】 従来の焼結バーナと同等の性能が得られるとともに成形性に優れた金属製バーナや耐熱鋼繊維フィルタと同等の性能が得られるとともに繊維落ちしない金属製フィルタを安価に提供する。
【解決手段】 金属製バーナMBは、多孔質部材がクロムとアルミニウム及び少量の希土類元素を含有する耐熱鋼繊維SFの焼鈍圧縮壁部を含むものとし、また、金属製フィルタMFは、多孔質部材がクロムとアルミニウム及び少量の希土類元素を含有する耐熱鋼繊維又は一般耐熱鋼繊維の焼鈍圧縮壁部を含むものとする。金属製バーナMBまたは金属製フィルタMFの製造方法は、上記耐熱鋼繊維を均一厚さに分散させシート状としたバーナ素材を、加熱炉にて加熱・焼鈍させ、その後に機械的圧力により圧縮成形する。
(もっと読む)
1 - 6 / 6
[ Back to top ]