
Fターム[4E002AC05]の内容
Fターム[4E002AC05]に分類される特許
1 - 20 / 25
H形鋼矢板及びその製造方法
【課題】フランジ先端に突起を有し、このフランジ先端で嵌合させるH形鋼矢板について、嵌合部が離脱する危険性を小さくしたH形鋼矢板およびその製造方法を提供する。
【解決手段】H形鋼素材1のフランジ部1fの外面からフランジの厚さ方向に突出する第1の突起3およびフランジ部1fの先端からフランジ幅方向に突出する第2の突起5を粗ユニバーサル圧延機およびエッジャー圧延機によりH形鋼素材1のフランジ先端部の先端に形成し、次いでH形鋼素材1を仕上ユニバーサル圧延機により仕上圧延した後、H形鋼素材1のフランジ部の先端をガイドするガイドロールにより第2の突起5が突出する方向をフランジ幅方向からフランジ部1fの内面からフランジ部の厚さ方向に突出する方向に変更してH形鋼矢板を製造する。
(もっと読む)
H形鋼矢板

【課題】コネクタ等の別個の連結部材を使うことなしに、自身の継手部をZ形鋼矢板の継手部に直接嵌合して連壁を構成する。
【解決手段】このH形鋼矢板2は、第1継手部35が、隣接配置して連壁を形成するZ形鋼矢板1の第3継手部5と同じ形状であり、且つ、第2継手部39が、Z形鋼矢板1の第4継手部9をフランジ部31に対して反転した形状と同じ形状であり、Z形鋼矢板1を隣接配置して第1継手部35と第4継手部9、および第2継手部39と第3継手部5のそれぞれを互いに係合させて連結したときに、施工面となるZ形鋼矢板1のフランジ面に対し自身のフランジ部31の外面31mが面一となる連壁を形成する。
(もっと読む)
識別マーク付形鋼の製造方法および識別マーク付鋼矢板
【課題】圧延において形鋼へ識別マークを付す際に、刻設マークが形成された部分の圧延ロールの周速度と、この圧延ロールとの接触位置における形鋼の通過速度と、に速度差が生じる場合であっても、所定寸法の識別マークを形成することができる識別マーク付形鋼の製造方法を提供する。
【解決手段】圧延ロールに形成された刻設マークを形鋼に転写して、前記刻設マークと同形状の転写マークを形成し、この転写マークの圧延方向端部を圧延ロールで押圧することで、所定形状の前記識別マークを形成する構成とされており、刻設マークが形成された圧延ロールの周速度と、一対の圧延ロール間を通過する前記形鋼の通過速度と、の速度差を求め、この速度差から前記転写マークの圧延方向の変形量を予め算出し、前記刻設マークの前記圧延ロール周方向長さを、前記識別マークの前記圧延方向長さに対して前記変形量分だけ増加させておくことを特徴とする。
(もっと読む)
U型鋼矢板の製造方法および製造装置
【課題】U型鋼矢板の製造に際し、メタルフローによる影響を考慮した造形孔型の修正を行うことにより、U型鋼矢板の品質不良、主として爪部の品質不良の発生を低減する。
【解決手段】U型鋼矢板の製造に用いる複数の造形孔型から最終の造形孔型を除いた複数の造形孔型それぞれにおける、上ロールのウェブ相当部と下ロールのウェブ相当部とにより構成されるウェブ相当部と、上ロールのフランジ相当部と下ロールのフランジ相当部とにより構成されるフランジ相当部の合計長さを、Ln≦Ln−1≦・・・・≦L3≦L2を満足するように設定する。nは複数の造形孔型の総数であり、Lnは最終の造形孔型を1番目として順次遡って数える場合のn番目の造形孔型におけるウェブ相当部およびフランジ相当部の合計長さである。
(もっと読む)
ラルゼン型継手を有する矢板製品の製造方法
【課題】孔型を構成する二重ロール対によるラルゼン型継手を有する矢板製品の仕上加工において,中間材の噛み込み姿勢を安定化させ,矢板製品の継手を安定的に製造する方法を提供する。
【解決手段】一連の二重ロール対に刻設した孔型を用いて圧延及び曲げ成形により素材からラルゼン型継手を有する矢板製品を製造する方法において,該矢板製品の中間材の継手対応部位に対して行う曲げ成形を,前記二重ロール対のピッチラインにほぼ垂直な方向の力を加えることによって行い,前記ラルゼン型継手を有する矢板製品を成形する。
(もっと読む)
鋼矢板用圧延ロールの水切り装置
【課題】多くの調整装置や調整弁などを用いることなく、圧延鋼材上にロール冷却水が落下しないようにする。
【解決手段】圧延ロールに鋼材2を案内する圧延ガイドのうちの上部案内ガイド4aより上方に配置され、先端を圧延上ロール1aの表面に対してほぼ直角に接触させた弾性の水切り板3と、この弾性の水切り板3と上部圧延ガイド1aの間に配置され、基端を弾性の水切り板3と圧延上ロール1aが接触する位置から、圧延上ロール1aより離れるような位置に位置させると共に、先端を圧延上ロール1aの孔型形状を反転させた形状となし、前記先端を圧延上ロール1aの表面に対してほぼ直角に接触させた第2の弾性の水切り板11を備える。第2の弾性の水切り板11の両側端は、前記圧延ガイドのうちの側面部圧延ガイド4cよりも外側に至る長さとする。
【効果】簡単な構成で、確実に、鋼材上にロール冷却水が落下することを防止できる。
(もっと読む)
ハット形鋼矢板およびその製造方法
【課題】隣接する鋼矢板に対してウエブ面が90度転回した位置で相互の継手部を嵌合する上で、必要な余裕代および継手部相互が離脱しない構成を、熱間圧延の製品化の過程でより確実に得ることのできるコーナー用ハット形鋼矢板およびその製造方法を提供する。
【解決手段】このハット形矢板鋼1は、左右一対の継手部5A、5Bを有し、一方の継手部5Bを、爪を曲げることによって入り口を狭めたラルゼン形状をなす曲がり爪継手11とするとともに、他方の継手部5Aを前記曲がり爪継手11に嵌合する玉爪状の玉爪継手22とし、これら相互に嵌合する一対の継手部5A、5Bの横断面外形形状を、所定の複数の関係を同時に満たすように設定することで圧延のみによって製造する。
(もっと読む)
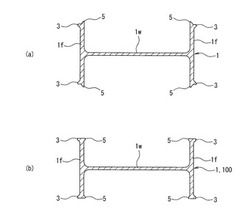
鋼矢板の熱間圧延方法及び熱間圧延機
【課題】有効幅が900mm前後の大型のハット形鋼矢板を、安定した熱間圧延により製造する方法を提供する。
【解決手段】ウエブ1wとその両側にフランジ1fを備えた概略U形の鋼矢板1の、フランジ1fの両側の各々に、直線部からなる腕部1aと、該腕部1aの端部に嵌合用の爪部1cを有する鋼矢板1を熱間で圧延するに際し、ウエブ1wとフランジ1fが交わるコーナー部内側に、ウエブ1wとフランジ1fに接触する第1のガイドを、ウエブ1wの上部には、前記第1のガイドとでウエブ1wを挟み込む第2のガイドを、さらに前記腕部1aを上下から拘束する第3のガイドを夫々配置した熱間圧延機で、ウエブ1wの上下面とフランジ1fの側面の拘束、さらに腕部1aの上下面を拘束して圧延する。
【効果】ハット型鋼矢板を、捩れや上下反り・左右曲がりの発生を効果的に抑制して、安定的に圧延できる。
(もっと読む)
ハット形鋼矢板の熱間圧延方法
【課題】圧延ロールの折損や極端な磨耗を防止しつつ、有効幅が900mm前後の大型のハット形鋼矢板を安定して製造する。
【解決手段】全幅が900〜1000mm、全高さが230〜470mmのハット形鋼矢板の熱間圧延方法である。1250℃以上に加熱した鋼片を、上下2重式ロールの粗圧延機2にて複数パスの圧延を行った後、最小ロール径が750〜950mmの上下2重式ロールの、少なくとも1基の中間圧延機近傍における圧延前の被圧延材ウエブ中央部近傍の表面温度Tを700℃以上とし、かつ被圧延材ウエブ中央部近傍の圧延1パス当たりの肉厚圧下率rを、表面温度Tが900℃以上のときは24%以下、800℃以上、900℃未満のときは17%以下、700℃以上、800℃未満のときは11%以下となるように設定して圧延する。
【効果】圧延ロールのクラックの発生および進展に伴う折損や極端な磨耗を未然に防止できる。
(もっと読む)
ビルディング用パネルのパネルクリンプ機械
【課題】 強度および剛性が増した改良されたビルディング用パネルのクリンプ機械を提供する。
【解決手段】 パネルクリンプ機械に一対のクリンプローラ1102、1104があり、パネル900がパネルクリンプ機械に入るとパネルの円弧状の中央部分がクリンプローラの間を通過する。雄クリンプローラは、ハブとそのハブから半径方向に延在する多数の雄クリンプブレード1110を含み凸輪郭を有する。雌クリンプローラは、ハブとそのハブから延在し、雄クリンプブレードの凸形状に係合する凹形状を有する多数の雌クリンプブレード1112を含む。雄クリンプブレードと雌クリンプブレードが交互に交差してパネルの曲った中央部分をクリンプし波形を形成する。
(もっと読む)
鋼矢板の製造方法
【課題】ウェブ厚が15mmを越え、ウエブの靭性に優れる鋼矢板の製造方法を提供する。
【解決手段】鋼素材を1100℃〜1350℃に再加熱後、ブレークダウン圧延、中間圧延、爪曲げ成形を含む仕上圧延の工程を経て鋼矢板を製造するに際して、中間圧延の圧延中にウェブ部にのみ水冷、好ましくは長さ0.5〜1.5mにわたって流量密度1〜5m3/m2 minで水冷を行い、中間圧延の圧延中に、フランジや継手に相当する部分の左右少なくとも2ヶ所以上に対して圧搾空気を噴射して非水冷とする。ウェブ部の中間圧延条件は950℃以下の累積圧下率:20%以上、圧延仕上温度:900℃以下〜800℃以上であって、且つ、ウェブ部の圧延仕上温度をフランジ部の圧延仕上温度+50℃以下とする。
(もっと読む)
鋼矢板、及びその製造方法、並びに組合せ鋼矢板
【課題】本発明は、U型鋼矢板を連結して組合せ鋼矢板とする際に、継手部の挿入嵌合手間を省き容易に連結でき製作効率が良く、実験等を行わなくても設計上連結部の強度管理ができる構造を提供する。
【解決手段】ウェブ部2とその両端に配置されるフランジ部を有するU型鋼矢板であって、一方のフランジ部3のみに他の鋼矢板と連結するための嵌合用継手5を有し、他方のフランジ部4には嵌合用継手を有せず、且つ、前記嵌合用継手を有しないフランジ部4の先端部が、ウェブ部2とフランジ部4が交わる角部19から、前記の嵌合継手を有するフランジ部3の嵌合継手中心部17を通りウェブ部2と平行する直線7上に配置され、又は当該直線7を跨いで配置されることを特徴とする。
(もっと読む)
高強度広幅鋼矢板およびその製造方法
【課題】生産性を阻害することなく製造が可能な、有効幅が500mm以上でかつ降伏点が390N/mm2以上の高強度広幅鋼矢板を提供する。
【解決手段】C:0.01〜0.20mass%、Si:0.05〜1.0mass%、Mn:0.1〜2.0mass%、P:0.030mass%以下、S:0.030mass%以下、Al:0.3〜2.0mass%を含有し、残部がFeおよび不可避的不純物からなり、CおよびAlが下記(1)式;
Al≧1.3×C+0.3 ・・・(1)
ただし、C,Alは、それぞれの元素の組成(mass%)
を満たす成分組成を有する鋼素材を1200〜1350℃に加熱後、850℃以上の温度で熱間圧延し、さらに600〜800℃で継手成形圧延し、放冷することにより高強度広幅鋼矢板を得る。
(もっと読む)
ラルゼン型継手を有する矢板製品の製造方法
【課題】 孔型を構成する二重ロール対によるラルゼン型継手を有する矢板製品の仕上加工において,中間材の噛み込み姿勢を安定化させ,矢板製品の継手を安定的に製造する方法を提供する。
【解決手段】一連の二重ロール対に刻設した孔型を用いて圧延及び曲げ成形により素材からラルゼン型継手を有する矢板製品を製造する方法において,該矢板製品の中間材の継手対応部位に対して行う曲げ成形を,前記二重ロール対のピッチラインにほぼ垂直な方向の力を加えることによって行い,前記ラルゼン型継手を有する矢板製品を成形する。
(もっと読む)
熱間圧延されたストレートウェブのスチール製シートパイル
【課題】熱間圧延されたストレートウェブのスチール製シートパイルにおけるインターロック接続部の破壊開口を防止すること
【解決手段】熱間圧延されたストレートウェブのスチール製シートパイルは、各長手方向側面がインターロックストリップ(14)によって構成されたストレートウェブ(12)を備え、インターロックストリップ(14)によって接続されたこのシートパイルから選択した2つのサンプルの引張試験において、インターロック接続部が故障し得る前に、このテーパ部(24)においてウェブ(12)が塑性変形するように設計された圧延加工されたテーパ(24)を前記ウェブ(12)が有する。若干変形された標準ロールにより、かかるシートパイルの圧延を行うことができ、従って多大な投資は不要である。このシートパイルは、セル状コファダム内で高塑性変形容量により顕著である。
(もっと読む)
U形鋼矢板の製造方法
【課題】U形鋼矢板を熱間圧延で製造するに際して、圧延能率の低下や搬送のトラブルを生じることなく、ウェブ反りの発生を適切に防止して、良好な断面形状を備えた製品を得ることができるU形鋼矢板の製造方法を提供する。
【解決手段】熱間圧延の最終成形孔形のウェブ成形部21に、ウェブ反りの発生を打ち消すような円弧形状を付加する。
(もっと読む)
鋼矢板の製造方法。
【課題】生産性に優れる鋼矢板の製造方法を提供する。
【解決方法】仕上げ圧延後、熱間鋸断により製品寸法とする鋼矢板を製造する際、鋼矢板の製品長さと、前記鋼矢板の搬送に用いる搬送ラインのテーブルローラの間隔を比較し、前記鋼矢板の製品長さが前記テーブルローラ間隔のn倍以下となる場合、前記鋼矢板の仕上げ圧延後のウエブの冷却速度を予め求め、該冷却速度におけるウエブのAr3変態完了温度が前記熱間鋸断の鋸断温度近傍となるように成分設計を行う。
(もっと読む)
鋼矢板の製造方法
【課題】本発明は仕上げ圧延後、冷却過程における変形の防止に優れるフランジとウエブの板厚が異なるU形鋼矢板の製造方法を提供する。
【解決手段】フランジとウエブを、圧延終了温度をAr3変態点以上で仕上げ圧延後、自然放冷するU形鋼矢板の製造において、仕上げ圧延後終了後、ウエブを水冷し、ウエブのAr3変態開始時間を制御し、好ましくは、フランジのAr3変態終了後、ウエブのAr3変態開始までにおいてウエブを水冷し、下反りを防止する。
(もっと読む)
非対称ハット型断面材の製造方法,圧延機
【課題】被圧延材の左継手と右継手の高低差が大きい場合でも,粗・中間孔型圧延において被圧延材に曲がりを発生させることなく,また,仕上孔型圧延において該中間断面材の姿勢を崩すことなく継手対を安定的に曲げ加工できる非対称ハット型断面材の製造方法を提供する。
【解決手段】ロール対に刻設された一連の孔型を用いて被圧延材30を圧延および曲げ加工することにより,両側の腕部に非対称断面形状の継手対を有する非対称ハット型断面材を製造する方法が提供される。上記一連の孔型のうち非対称ハット型断面材を最終的に成型する仕上孔型を除く一部または全部の孔型を,その腕圧下部104,105が上記仕上孔型の腕圧下部とは異なる方向に傾斜(傾斜角θA)された腕傾斜孔型K3とし,この腕傾斜孔型K3によって被圧延材30を圧延して中間断面材を成型した後,仕上孔型によって中間断面材の継手対を曲げ加工して非対称ハット型断面材を成型する。
(もっと読む)
U形鋼矢板の反り防止方法
【課題】 U形鋼矢板を逆U字姿勢で圧延するものにおいて、特別の反転装置や拘束装置を必要としない、U形鋼矢板の反り防止方法を提供する。
【解決手段】 逆U字姿勢の熱間仕上圧延によって長尺のU形鋼矢板1を成形する工程と、逆U字姿勢のまま長尺のU形鋼矢板1のウェブ部2の内面を冷却する工程と、長尺のU形鋼矢板1のウェブ部2の内面を冷却後または冷却中に、長尺のU形鋼矢板1を所定の長さに分割する工程と、を有する。また、冷却範囲が、分割後のU形鋼矢板の長さの25%以上の長さで、かつ分割後のU形鋼矢板1の中央付近を含む範囲である。また、ウェブ部2の内面が80℃以内の温度降下で5℃/秒以下の冷却速度で弱冷却される。また、ウェブ部2の内面に向けて、スプレーノズル8から冷却水がスプレーされる。さらに、複数のスプレーから噴射された冷却水の衝突する範囲が、相互に離れている。
(もっと読む)
1 - 20 / 25
[ Back to top ]