
Fターム[4E003BA26]の内容
Fターム[4E003BA26]に分類される特許
1 - 7 / 7
ローラレベラおよびそれを用いた金属板の処理設備および処理方法
【課題】金属板の搬送時にレベリングロールに疵が発生し難いローラレベラを提供すること。
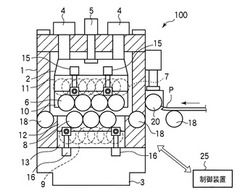
【解決手段】ローラレベラ100は、矯正すべき金属板の通板ラインの上下に千鳥状に配置され、金属板を挟んで矯正しつつ金属板を通板させるように回転する複数のレベリングロール6,8と、レベリングロール6,8をバックアップする複数のバックアップロール7,9と、レベリングロール6,8を介して金属板Pを圧下する圧下シリンダ4と、レベリングロール6(8)とバックアップロール7(9)を接離させる接離機構(シリンダ)15,16とを具備する。
(もっと読む)
ローラレベラおよび金属板の矯正方法

【課題】薄くて降伏応力が大きい金属板であっても十分に矯正することができるローラレベラおよび金属板の矯正方法を提供すること。
【解決手段】切板状の金属板Pを矯正するローラレベラ100は、金属板Pを挟み込んで圧下しつつ金属板を通板させるように回転する複数のレベリングロール6,8と、レベリングロール6,8を介して金属板Pを圧下する油圧式の圧下シリンダ4と、レベリングロールを回転させて金属板Pを通板させる駆動装置15と、金属板Pのパスラインにおけるレベリングロール配置領域の外側部分に設けられたピンチロール31a,31bとを具備し、圧下シリンダ4により金属板Pの矯正に必要な圧下量でレベリングロール6,8を介して金属板Pを圧下しつつ、駆動装置15による駆動力およびピンチロール31a,31bによる引き抜き力により金属板Pを通板させる。
(もっと読む)
矯正機での鋼板矯正速度制御方法及びその装置
【課題】先行材の尾端と後行材の先端が衝突することなく、鋼板の製造効率を高めることができ、生産性を上げることができる矯正機での鋼板矯正速度制御方法及びその装置を提供する。
【解決手段】冷却床1で所定温度に冷却した複数の鋼板を連続して矯正機2で矯正するに際し、前記矯正機内に鋼板がないときに矯正機入側の搬送テーブル上の鋼板を矯正機2のワークロール直下に引き込んで矯正するに際し、矯正機出側スペースLbが前記引き込んだ鋼板の矯正後の長さより長い場合には、該矯正機2の矯正速度を予め設定した矯正基準速度で矯正し、前記矯正機出側スペースLbが前記引き込んだ鋼板の矯正後の長さより短い場合には、前記矯正基準速度より低速で、かつ、該矯正機出側スペースLbが短い程、より低速の速度で矯正する矯正機2での鋼板矯正速度制御方法。
(もっと読む)
金属板を処理する方法
本発明は、圧延機スタンドにおいて最終寸法に圧延された金属板に対して、引き続き、オンラインで冷却し、歪矯正をし、並びに均熱化および微細組織の促進のための熱処理を施す、金属板を処理する方法を対象としている。このオンライン熱処理の能力を改善するために、当該熱処理が、オンライン上で行われる一方で、先行する冷却および歪矯正から切り離されて行われるために、金属板が上流の最終加工ステーションを出る速度を考慮して、金属板が熱処理を受ける前に最終加工ステーションを完全に離れているように、熱処理が開始される時間が調節されることが提案されている。  (もっと読む)
(もっと読む)
鋼板の連続矯正方法
【課題】鋼板をロール矯正機によって複数パスで矯正するに際して、複数の鋼板を連続的にロール矯正機に送り込みながら矯正することで、矯正ピッチを短縮して生産性の向上を可能にする鋼板の連続矯正方法を提供する。
【解決手段】2枚の鋼板7a、7bを一組にして往復搬送しながらロール矯正機1によって複数パスで矯正することとし、搬送テーブル2、3に停止位置基準センサー4、5を設置し、鋼板7a、7bの板厚情報と停止位置基準センサー4、5の検知結果に基づいて鋼板7a、7bの搬送を制御する。
(もっと読む)
噛合したロールを備えたレベリング機内でストリップ状またはシート状の平坦な物体をレベリングする方法およびそのレベリング装置
本発明はレベリング機内でレベラーロールの噛合を制御する方法および装置に関する。レベリング機は2組のレベリング装置を含み、各レベリング装置は互いに平行な軸を有する一連のロール(4、4’)を有する。本発明は特に、ロールの噛合をあまり必要としない厚くて硬度の高いシート状およびストリップ状物体に適用可能である。上記方法は、モータによってレベラーロールに伝達されたトルクの少なくとも合計値を測定することと、物体をレベリングするために用いられた実際のトルク値を決定することと、決定した値とプリセットモデルによって提供された基準トルク値とを比較することと、ロールの噛合を調節する部材(3、3’)に作用を与えて上記決定したトルク値を基準値(Refc)に維持することからなることを特徴とする。上記方法を実施するためにロールの噛合を調節する本発明のデバイス(103)は、ロールの速度を調節する回路(105)と、噛合を調節してロールの位置に作用する回路(104)とを含むことを特徴とする。 (もっと読む)
ローラーレベラーの設定方法
【課題】1パスの矯正で最大の塑性変形率を加えるように設定されたロールと、最後の矯正ロールの双方で、許容の押し込み量偏差に抑え、1パスにて確実に平坦度および残留応力を低減する矯正を実現することができるローラーレベラーの設定方法を提供する。
【解決手段】複数本のロールを上下に千鳥状に配置し、被矯正材への押し込み量をロールの胴長方向で変更できるロールベンディング装置を兼ね備えたローラーレベラーにおいて、出側から2本目のロールの押し込み量を、矯正後の反りを目標範囲に抑える押し込み量のうち、出側から2本目のロールで塑性曲げが生じる範囲に設定する。
(もっと読む)
1 - 7 / 7
[ Back to top ]