
Fターム[4E004AB06]の内容
Fターム[4E004AB06]の下位に属するFターム
Fターム[4E004AB06]に分類される特許
1 - 5 / 5
連続鋳造用鋳型及びその施工方法
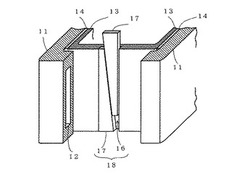
【課題】銅合金の連続鋳造用鋳型、特にカーボン鋳型において、2分割スリーブ鋳型のシンプルな構造を生かしつつスリーブと水冷プロテクターの密着性を向上させるための鋳型構造及びその施工方法を提供する。
【解決手段】水冷プロテクター11の内壁に、短辺側で2分割したコ字状のスリーブ13を配した連続鋳造用鋳型において、水冷プロテクターの長辺側内壁に圧縮復元性を有する伝熱シート14を設け、短辺側の2分割スリーブ間に、その両スリーブを伝熱シートを介して水冷プロテクターの長辺側内壁に押し付ける拡幅手段18を設けたものである。
(もっと読む)
水平連続鋳造装置及び水平連続鋳造方法

【課題】鋳造棒が割れることなく鋳造速度を高速化することが可能な水平連続鋳造装置及び水平連続鋳造方法を提供すること。
【解決手段】水平連続鋳造装置1は、溶湯3を冷却装置6で一次冷却、二次冷却及び三次冷却しながら鋳造棒4を200〜500mm/minの鋳造速度で連続的に鋳造する。冷却装置6は、溶湯3を一次冷却するウォータジャケット61と、ウォータジャケット61中の冷却水Wで鋳造棒4を二次冷却する二次冷却ノズル62と、ウォータジャケット61中の冷却水Wで鋳造棒4を三次冷却する三次冷却ノズル63と、を備えている。二次冷却ノズル62の冷却水Wが鋳造棒4に当たる二次冷却水衝突中心位置P1から三次冷却ノズル63の冷却水Wが鋳造棒4に当たる三次冷却水衝突中心位置P2までの冷却水衝突位置間隔Yは、鋳造棒4の直径Xに対して30〜60%の比率Rに設定されている。
(もっと読む)
連続鋳造用鋳型
【課題】鋳型本体の内側表面に、優れた耐食性、耐溶着性、及び耐摩耗性を有する溶射皮膜が形成された連続鋳造用鋳型を提供する。
【解決手段】鋳型本体10の内側表面に溶射皮膜11が形成された連続鋳造用鋳型において、溶射皮膜11を形成する微粉末Aは、W:15質量%以上30質量%以下、B:2質量%以上4質量%以下、Si:2.5質量%以上4.5質量%以下、Cr:0又は0を超え8質量%以下、熱伝導率の低下防止材:0又は0を超え10質量%以下、及び残部NiからなるW系自溶性合金の金属マトリックスを含む。
(もっと読む)
連続鋳造用鋳型および連続鋳造方法
【課題】Al−Mg合金であっても、連続鋳造された鋳塊の表面品質が良好であり、そのような鋳塊を安定して連続鋳造することが可能な連続鋳造用鋳型および連続鋳造方法を提供する。
【解決手段】Al−Mg系合金の連続鋳造に使用される連続鋳造用鋳型1であって、両端に開口する開口部3を設け、開口部3の一端をAl−Mg系合金の溶湯Mの注入口、開口部3の他端をAl−Mg系合金の鋳塊の取出口とする熱伝導性材料からなる筒状の金型本体部2と、金型本体部2の内周面2cに設けられ、黒鉛からなる筒状のライナー部7とを備え、ライナー部7の内周面7aの溶湯Mと接触する部分に、平均粒子径1μm以下のカーボン粒子と有機系接着剤とを含むカーボン溶液が塗布された塗布部7bを備えることを特徴とする。
(もっと読む)
鋼の連続鋳造方法
【課題】 鋳造速度1.6m/分以上の操業条件下での非定常バルジング量を小さく抑制できる鋼の連続鋳造方法を提供する。
【解決手段】 鋳造速度1.6m/分以上で操業する鋼の連続鋳造方法において、用いる鋳型銅板の100〜200℃の熱伝導度を330W/m/K以下とすることを特徴とする非定常バルジングの小さい鋼の連続鋳造方法である。前記鋳型銅板の銅板厚みは28mm以下とすることが好ましい。また、前記鋼は炭素含有量0.08mass%以下の鋼とすることが好ましい。
(もっと読む)
1 - 5 / 5
[ Back to top ]