
Fターム[4E004MB06]の内容
連続鋳造 (7,741) | 注湯・溶湯のためのもの (870) | 溶湯流量の制御 (68)
Fターム[4E004MB06]の下位に属するFターム
電磁力を用いるもの (16)
ガス吹き込みを用いるもの (7)
スライディングノズルを用いるもの (27)
ストッパーを用いるもの (10)
Fターム[4E004MB06]に分類される特許
1 - 8 / 8
連続鋳造による高清浄度鋼鋳片の製造方法
【課題】 壁部と、壁部の上端部位に水平方向に突出した庇状部と、を有する堰を設置したタンディッシュを用いて、介在物の浮上分離を従来に比較して確実に且つ有効に行う。
【解決手段】 溶鋼注入部位5と溶鋼流出口6との間に、溶鋼注入部位を四方向から囲んで上方に伸びる壁部8と、壁部の上端部位に溶鋼注入部位側を向いて水平方向に突出した庇状部9と、を有する堰7を配置したタンディッシュ1を用い、堰の上部開口部からの溶鋼上昇流の流速uと、取鍋からタンディッシュへの溶鋼注入流量Q及び取鍋からタンディッシュへの溶鋼流出孔の開口面積Sとが、下記の(1)式の関係を満足するように、取鍋からタンディッシュへの溶鋼の注入を制御しながら鋼鋳片を連続鋳造する。但し、(1)式において、ρは溶鋼の密度である。
u/[Q/(S×ρ)]≦0.3 …(1)
(もっと読む)
金属鋳塊製造方法、金属鋳塊製造装置

【課題】 鋳塊の品質を確保するとともに、早期に鋳塊品質を判断することが可能な金属鋳塊製造方法等を提供する。
【解決手段】 制御部は、測定された比抵抗から、溶湯情報である化学組成を算出し、これが基準値となるように制御を行うと同時に、本発明では、基準製造条件(ここでは成分範囲)と常に比較して、基準製造条件から外れることがないか連続して監視する。基準条件範囲から成分組成が外れると、制御部は、成分組成の測定位置(すなわち溶湯情報の取得位置)およびその時刻から、当該溶湯が凝固して鋳塊となる位置を算出する。この異常鋳塊位置が後方の各工程に送られて、後方において該当する位置の鋳塊を除去することができる。
(もっと読む)
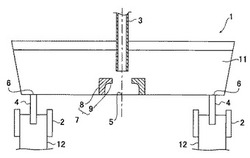
双ロール鋳造機
【課題】ストリップの実態板厚プロファイルを目標板厚プロファイルに近付けることが可能な双ロール鋳造機を提供する。
【解決手段】冷却ロール1a,1b間に配置したノズルピース4aには、冷却ロール1a,1bの長手方向に延び且つ溶湯3a,3bを受けるためのノズルトラフ5と、該ノズルトラフ5を冷却ロール1a,1b長手方向に並ぶ複数の区画6に分割するための仕切り7が形成され、
ノズルピース4aの側壁には、区画6のそれぞれから冷却ロール1a,1b外周面に向けて溶湯3a,3bを送出するための複数の開口8が、冷却ロール1a,1b長手方向に並ぶように穿設してあり、
ノズルトラフ5の区画6へ高温溶湯3aを供給する溶湯昇温装置Aと、ノズルトラフ5の区画6へ低温溶湯3bを供給する溶湯降温装置Bとを備えている。
(もっと読む)
熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法
【課題】自動車や各種の産業機械に用いられる、引張強さ980MPa以上の熱間プレス鋼板部材の素材として好適であり、さらに金型寿命の延命に寄与し得る熱間プレス用熱延鋼板を提供する。
【解決手段】C:0.09〜0.50%、Si:0.02〜2.0%、Mn:0.3〜3.5%、Cr:0.01〜1.0%、Ti:0.008〜0.10%、B:0.0002〜0.0050%、Al:0.005〜0.1%、P:0.10%以下、S:0.05%以下およびN:0.01%以下を含有し、残部がFeおよび不純物からなる鋼組成を有し、表層部に平均厚さが2μm以上かつ板厚の5%以下である脱炭層を有し、表面に存在する粒径1μm以上の介在物および析出物の数密度が30個/mm2以下であり、さらに、表面粗さRaが1.5μm以下である熱間プレス用熱延鋼板である。
(もっと読む)
溝付浸漬ノズルを用いた極低炭素鋼又は低炭素鋼の連続鋳造方法
【課題】極低炭素鋼又は低炭素鋼を連続鋳造するに際し、ホール性欠陥やパウダー性欠陥の少ない高品質なスラブを高い生産性で製造する技術を提供する。
【解決手段】溶鋼吐出孔2の内底面3に溶鋼吐出溝5を刻設する。下記式(1)〜(3)を満足する。鋳造速度Vc[m/min]を1.6〜2.4とする。溶鋼過熱度ΔT[℃]を20〜45とする。
a/A=0.1〜0.9・・・(1)
b/B=0.4〜1.0・・・(2)
Δθ[deg.]=15〜45・・・(3)
ただし、aは溶鋼吐出溝5の刻設幅、Aは溶鋼吐出孔2の外周側開口縁9の幅、bは溶鋼吐出孔2の内底面3と溶鋼吐出溝5の内底面との交差線10と、浸漬ノズル1の外周面と、の径方向における離隔距離、Bは浸漬ノズル1の周壁の厚みである。
(もっと読む)
双ロール鋳造機
【課題】ノズルピース付近でのスカムの蓄積及び成長を抑制できる双ロール鋳造機を提供する。
【解決手段】ノズルピース11の冷却ロール1側の壁面を、冷却ロール1間に形成される溶湯溜まり8の気液境界の上方で鉛直面12をなし、その下方で、冷却ロール1の軸線方向に見て、冷却ロール1の外周面に沿い且つ溶湯溜まり8の自由表面に斜めに交差する傾斜面13をなすように形作る。
溶湯溜まり8の気液境界付近は、ノズルピース11の傾斜面13によって占めるため、溶湯溜まり8中に溶湯5が滞留する余地が無くなる。
(もっと読む)
鋼の高速鋳造方法
【課題】2.0m/min以上の高速鋳造を、ブレークアウトを起こすことなく実現することができる鋼の連続鋳造方法を提案する。
【解決手段】鋳込速度が2.0m/min以上である鋼の連続鋳造において、下記式で定義される溶鋼流の短辺衝突運動量が14.0kg・m/s2以下となるよう浸漬ノズルからの吐出流を制御することを特徴とする鋼の高速鋳造方法。
記
溶鋼流の短辺衝突運動量=ρQV/2×cosθ
但し、ρ:溶鋼密度(kg/m3)、Q:溶鋼流量(m3/s)、V:吐出流速(m/s)、θ:吐出孔角度(°)
(もっと読む)
希土類―鉄−ボロン系磁石用合金及びその製造方法、製造装置
【課題】磁気特性バラツキの少ない希土類−鉄−ボロン系磁石用合金を提供する。
【解決手段】真空中または不活性ガス雰囲気において合金原料を第1の容器20内で溶解する工程と、第1の容器20から貫通孔54及び貫通孔54の中心に心棒40が設けられた第2の容器50内に出湯する工程と、貫通孔54と心棒40により形成された隙間を通して溶湯を流し所定形状の磁石用合金を形成する工程とにより磁石用合金を製造し、その断面形状が一側面から他側面に渡ってほぼ一定の肉厚を有し、合金の結晶が一側面から他側面に向けて一方向に成長した柱状晶である。
(もっと読む)
1 - 8 / 8
[ Back to top ]