
Fターム[4E004PA02]の内容
Fターム[4E004PA02]に分類される特許
1 - 6 / 6
鋳片の欠陥予測検知方法、鋳片の製造方法、鋳片の欠陥発生予測検知装置、該鋳片の欠陥発生予測検知装置を備えた連続鋳造設備
【課題】連続鋳造する鋳片にアルミナ性の欠陥が発生していることを予測検知することができる鋳片の欠陥発生予測検知方法及び装置、該装置を用いた連続鋳造鋳片の製造方法、該装置を備えた連続鋳造設備を提供する。
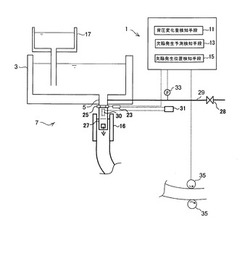
【解決手段】本発明の鋳片の欠陥発生予測検知方法は、鋳型内の溶鋼レベルを検知して溶鋼注入速度を変化させると共に、タンディッシュ3の底部に設けられた上ノズル5からアルゴンガス等の不活性ガスを溶鋼中に吹込みながら連続鋳造する鋳片に、アルミナ性の欠陥が発生していることを予測検知する鋳片の欠陥発生予測検知方法であって、前記不活性ガスの背圧の上下動の変化量を検知し、該変化量が予め定めた範囲以上の場合が所定時間内に所定回数以上あるか否かによって前記背圧の変化が前記溶鋼注入速度の変動に追従しているか否かを判定して欠陥の発生を予測検知することを特徴とするものであり、またその装置、該方法を用いた連続鋳造鋳片の製造方法、該装置を備えた連続鋳造設備である。
(もっと読む)
アルミニウム合金の連続鋳造棒、連続鋳造棒の鋳造方法、連続鋳造装置

【課題】 連続鋳造棒の長手方向における羽毛状晶の発生頻度を抑えて柱状晶及び/又は粒状晶がほとんどを占め、かつ、結晶粒径のバラツキを均一化させて優れた機械加工性、鍛造性を有するアルミニウム合金の連続鋳造棒を鋳造する連続鋳造装置を提供する。
【解決手段】 アルミニウム合金溶湯255から連続鋳造棒を鋳造する連続鋳造装置において、鋳造中の鋳造棒1の表面から鋳造棒1の凝固面を介して凝固面近傍のアルミニウム合金溶湯に機械的振動を付与する振動付与装置411を設ける。
(もっと読む)
連続鋳造鋳片の最終凝固部幅方向形状予測方法および連続鋳造方法
【課題】最終凝固部の幅方向のクレータエンド形状を数値的に表現し、操業条件の変化による形状予測を行うとともに、形状を所望の形にするための操作量を算出することができる、連続鋳造鋳片の最終凝固部幅方向形状予測方法および制御方法を提供することを課題とする。
【解決手段】凝固完了点近傍に複数配置した圧下ロールにより軽圧下される連続鋳造鋳片の最終凝固部の幅方向形状を、主成分分析、独立成分分析、Wavelet解析のいずれかの手法によって定められた基底関数の線形結合で表すようにし、該線形結合における基底関数の係数を連続鋳造機の操作因子の関数とする数値化モデルを用いて、操作因子の操作量から連続鋳造鋳片の最終凝固部の幅方向形状を予測する。
(もっと読む)
アルミニウム合金ビレットの生産システムと生産方法およびアルミニウム合金ビレット
【課題】加工用素材として用いられるアルミニウム合金ビレットのより一層の品質安定化と操業安定化を図ることのできるアルミニウム合金ビレットの生産システムを提供する。
【解決手段】アルミニウム合金溶湯を棒状に連続鋳造して得られたアルミニウム合金ビレットを切断装置13により所定の長さに切断した後、切断されたアルミニウム合金ビレットに識別マークを付与して製品運搬容器に積み込むに際して、アルミニウム合金ビレットの鋳造条件や検査結果を生産管理装置28の記憶部283に識別マークと対応付けて記憶しておく。
(もっと読む)
連続鋳片の製造方法
【課題】製品における表面欠陥、内部欠陥等の欠陥発生を防止できる、連鋳機の鋳型内湯面の制御方法および連続鋳造鋳片の製造方法を提案する。
【解決手段】湯面制御装置を備えた縦型連鋳機で鋳型内の湯面位置を制御するに当り、該湯面の位置を連続的に測定し該湯面の下降速度Vmを算出するとともに、前記湯面の位置の測定に同期して鋳片の下降量を測定し該鋳片の下降速度Vcを算出し、該湯面の下降速度Vmと該鋳片の下降速度Vcとが、Vm−Vc <0を満足するように、湯面制御装置を介して湯面の位置を制御する。これにより、気泡、介在物、フラックス等の異物が凝固シェルに捕捉される危険性が低減し、表面欠陥の発生を顕著に抑制できる。
(もっと読む)
コントロールシステム、コンピュータプログラム製品、装置及び方法
金属の鋳造機において液体金属の流れを調整するためのコントロールシステムであって下記構成を備える:プロセス変数を測定するための検出手段;検出手段からのデータを評価するためのコントロール装置;及び、鋳造条件を最適化するために少なくとも一つのプロセスパラメーターを自動的に変更するための手段。前記検出手段は、メニスカスの特徴を、メニスカス上の少なくとも2点で、瞬時に、鋳造期間の全体に渡って測定する。 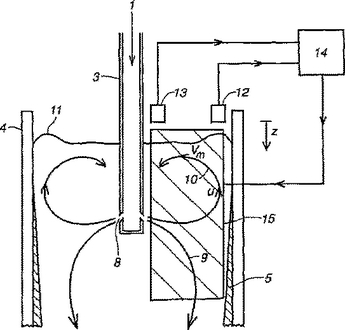 (もっと読む)
(もっと読む)
1 - 6 / 6
[ Back to top ]