
Fターム[4E014DD02]の内容
Fターム[4E014DD02]の下位に属するFターム
支持アーム (4)
Fターム[4E014DD02]に分類される特許
1 - 10 / 10
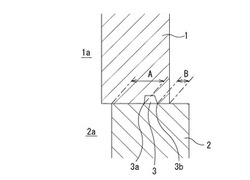
下ノズル接合部構造とその下ノズル接合部構造におけるガスシール方法及びガスシールシステム並びに異常検知システム
【課題】ガス吐出溝に供給するガスの背圧を現実的に管理可能なレベルとすることができる下ノズル接合部構造を提供すること。
【解決手段】下ノズル1の下端面に形成された円環状の溝と浸漬ノズル2の上端面とが合わせられることにより、下ノズル1及び浸漬ノズル2のノズル孔1a,2aを包囲する円環状のガス吐出溝3が形成されており、ガス吐出溝3のノズル孔側の端部3aが、当該端部3aよりノズル孔側における下ノズルと浸漬ノズルとの接合面の径方向長さが10〜25mmとなる位置にあり、ガス吐出溝3のノズル外周側の端部3bが、当該端部3bよりノズル外周側における下ノズルと浸漬ノズルとの接合面の径方向長さが5mm以上となる位置にある下ノズル接合部構造である。この下ノズル接合部構造においてガス吐出溝3に供給するガスの背圧を測定し、その背圧が正圧になるようにガス吐出溝3にガスを供給する。背圧が負圧になったら、警報を発する。
(もっと読む)
注入ノズル、注入ノズルの押し付け装置及び鋳造装置

【課題】ノズルの挿入及び/又は除去装置用の注入ノズルに関し、その形状を、これを使用する際にかかる応力及び、特にノズルを装置内に維持するのに関連する応力に対して十分抵抗するようにする。
【解決手段】注入ノズルは、注入路と20〜80°の角度βをなす2つの支承面を備えている。また、注入ノズル用の押し付け装置および前記のノズル及び装置を備えた鋳造装置とする。
(もっと読む)
鋼の連続鋳造方法
【課題】ノズル接合部に与えられる押付け力による液体シールの分断がなく、長期間にわたってノズル接合部からの大気の吸い込みを確実に防止できる鋼の連続鋳造方法を提供する。
【解決手段】ノズル接合部が内外二重の耐火性パッキング材11、12の間に保持された液体シール材10によってシールされた連続鋳造設備を用いて行う鋼の連続鋳造方法である。本発明では、各耐火性パッキング材11、12の厚さを押付け力が加わらない状態では液体シール材10に接する側で薄く、その反対側では厚くしておき、液体シール材の固化状態における厚さd0を1〜8mm、幅w0を3mm以上とすることにより、ノズル接合部に押付け力を加えて各耐火性パッキング材11、12を扁平に押しつぶしたときに液体シール材10が分断されることを防止し、ノズル接合部のシールを確保しながら鋳型への溶湯注入を行う。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】本発明は、筒状耐火物に設ける金属ケースを外側と内側の二重状とし、押し付け力や応力による筒状耐火物の首部の破損を防止することを目的とする。
【解決手段】本発明による連続鋳造用浸漬ノズルは、筒状耐火物(1)の外表面の一部又は全体に設けられた内側金属ケース(12)と、前記筒状耐火物(1)のテーパ状部(11a)に対応しかつ内側金属ケース(12)に形成された金属テーパ状部(12a)と、前記内側金属ケース(12)の外側に設けられた外側金属ケース(13)とを備え、前記各金属ケース(12,13)の少なくとも一部は接合している構成である。
(もっと読む)
浸漬ノズル支持交換機構
【課題】本発明は、各クランパーの各全幅寸法を浸漬ノズルのフランジ径寸法より小とし、各クランパーの位置を規制し、位置決めライナーを設けることにより、新浸漬ノズルの交換を円滑とし、簡単で低コストの構成とすることを目的とする。
【解決手段】本発明による浸漬ノズル支持交換機構は、各クランパー(20,21)の各全幅寸法(L3)を浸漬ノズル(9)のフランジ径寸法(L1)より小とし、位置決め部材(26)によって各クランパー(20,21)の位置決めを行い、位置決めライナー(6)によって新浸漬ノズル(9A)の上面(43)を案内し、新浸漬ノズル(9A)の水平移動時の高さ位置を規制する構成である。
(もっと読む)
浸漬ノズル支持交換機構及び下ノズル/浸漬ノズルのシール方法
【課題】本発明は、下ノズルの輪状テーパ部を受け体の受け用テーパ部に接合させることにより、下ノズルに加わる曲げ応力を緩和して縦亀裂の発生を防止し、さらに、シール材により下ノズルと浸漬ノズルのシール性を向上させることを目的とする。
【解決手段】本発明による浸漬ノズル支持交換機構及び下ノズル/浸漬ノズルのシール方法は、スライドバルブ装置(1)の下部フレーム(2)の受け体(3)に支持された下ノズル(4)の下面に対し、浸漬ノズル(6)の上面をクランパー(5)により接合させる場合、下ノズル(4)の輪状テーパ部(4A)に受け体(3)の受け用テーパ部(3A)を接合させることにより、縦亀裂を抑制する構成である。
(もっと読む)
溝付浸漬ノズル
【課題】鋳型内への溶鋼吐出流量を確保しつつ、鋳型コーナー部における溶鋼の流速を低速化して凝固遅れを抑制できる浸漬ノズルを提供する。
【解決手段】タンディッシュ内に保持される溶鋼を鋳型内へ注湯するのに供される有底円筒状の浸漬ノズルである。該浸漬ノズルの周壁に一対の対向する溶鋼吐出孔が穿孔されると共に、前記溶鋼吐出孔の内底面には、前記浸漬ノズルの底面視において前記溶鋼吐出孔の穿孔方向と平行に延びる溶鋼吐出溝が刻設される。更に下記式(1)及び(2)を満足する。
a/A=0.1〜0.9・・・(1)
Δθ[deg.]=15〜45・・・(2)
ただし、aは、前記溶鋼吐出溝の刻設幅。Aは、前記溶鋼吐出孔の外周側開口縁の幅。Δθは、前記溶鋼吐出孔の内底面が水平と為す角度と、前記溶鋼吐出溝の内底面が水平と為す角度と、の差。
(もっと読む)
溶鋼注湯用ノズルの予熱方法
【課題】寿命を従来よりも飛躍的に向上させ、製品歩留の向上と耐火物コストの削減を実現できる溶鋼注湯用ノズルの予熱方法を提供する。
【解決手段】カーボンを5質量%以上含有する耐火物で構成され、内部には溶鋼が流れる通路10が形成され、基側には連続鋳造設備に設置するための金具11が設けられ、使用にあっては、予熱した後に通路10内へ溶鋼を流す注湯用ノズル12の予熱方法であって、注湯用ノズル12の表面の一部または全部に、酸化防止材17を0.1mm以上の厚さで予め塗布した後、注湯用ノズル12の表面の一部または全部を断熱材18〜20で覆い、少なくとも注湯用ノズル12の酸化防止材17で覆われた部分をチャンバー21で囲み、チャンバー21内に非酸化性ガスを吹き込み酸素濃度を10vol%以下とした雰囲気で、注湯用ノズル12を予熱する。
(もっと読む)
浸漬ノズル管理方法
【課題】安定的に鋳造が行うことができて、モールドパウダーの巻き込みや鋳片の表面割れが発生することがない。
【解決手段】タンディッシュ4内の溶鋼3を浸漬ノズル7を介して鋳型5に供給し、この供給された溶鋼3を電磁攪拌しながら溶鋼3を鋳造する浸漬ノズル管理方法において、鋳型5に対する浸漬ノズル7の位置が(L0-L1)/L0≧0.23を満たす状態で鋳造を行う。L0は浸漬ノズル7が中心にあるときの鋳型5の内面から浸漬ノズル7の外周面までの最短距離、L1は鋳造中の鋳型5の内面から浸漬ノズル7の外周面までの最短距離を示す。
(もっと読む)
注入ノズル、注入ノズルの押し付け装置及び鋳造装置
本発明は、ノズルの挿入及び/又は除去装置用の注入ノズル(1)に関し、その形状は、これを使用する際にかかる応力及び、特にノズルを装置内に維持するのに関連する応力に対して十分抵抗するようになされている。注入ノズルは、注入路と20〜80°の角度βをなす2つの支承面を備えている。本発明は、注入ノズル用の押し付け装置および前記のノズル及び装置を備えた鋳造装置にも関する。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]