
Fターム[4E016FA07]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの製法 (188) | 組立手段 (24) | 焼き嵌め、冷し嵌め (11)
Fターム[4E016FA07]に分類される特許
1 - 11 / 11
圧延ロールおよび圧延ロールの再利用方法
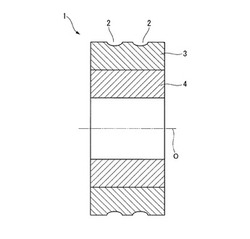
【課題】外層にクラックが生じてもロール全体が割損するのを防ぐことができ、熱間圧延の際に熱膨張係数の差による引っ張り応力によって外層にクラックが発生することもなく、また圧延ロールを形成する材料を十分有効に利用することが可能な圧延ロールと、そのような圧延ロールについての有効な再利用方法を提供する。
【解決手段】外周に圧延部2を有する外層部3の内周に内層部4が嵌合して一体に回転可能とし、これら外層部3と内層部4とをともに超硬合金により形成した圧延ロール1とする。また、超硬合金によって一体に形成された圧延ロールの外周部を除去して外径を小さくし、圧延ロール1の内層部4として再利用する。あるいは、圧延ロール1の外層部3から内層部4を取り外して他の外層部の内周に嵌合する。
(もっと読む)
粗度転写効率に優れた調質圧延機および調質圧延方法

【課題】金属ストリップが所望とする表面粗度、特に軟質材、さらには硬質材の金属ストリップが所望とする表面粗度を有する金属ストリップを効率的に製造するができるダルワークロールを用いた調質圧延機を提供する。
【解決手段】表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下のダルワークロール1、2を備え、0.2%耐力が350MPa以下の金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。また、表面粗度が1μmRa以上、ロール径が1000mm以上、1400mm以下、且つ、ロール表層のヤング率が450GPa以上のダルワークロール1、2を備え、0.2%耐力が350MPaを超える金属ストリップSを伸び率0.2%以上、3.0%以下で圧延する調質圧延機である。
(もっと読む)
駆動シャフト及びローラリングを備えるローラ並びにこのようなローラを組立てる方法
一方では一定の外径と一定の長さとを有する円筒形の外表面(6)を有する駆動シャフト(1)と、他方ではより短いローラリング(2)とを具備するタイプのローラであって、ローラリングが、硬い材料から作成される外部リング(4)と、外部リングと同軸であると共により延性のある材料から作成される内部リング(3)とを含み、内部リングが、一定の内径を有する円筒形の内面を含み、かつ一方では冶金的なやり方で外部リングに永続的に結合され、他方では、駆動シャフトから外部リングにトルクを伝達するために、駆動シャフトと回転方向に固く接続されるローラに関する。本発明によれば、駆動シャフトとローラリングとの間における、回転方向に固い結合作用は、締りばめ接合のみからなり、この締りばめ接合は、駆動シャフトの外表面と内部リングの内面との間で行われ、駆動シャフトの外径の少なくとも0.01%の締めしろを有する。  (もっと読む)
(もっと読む)
金属シート成形用ロールおよび金属シートの成形方法
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
超硬合金ワークロールを用いた熱間圧延方法及び連続熱間圧延方法
【課題】被圧延材の穴あきによる品質不良と、被圧延材の穴あきに起因した破断に伴う熱間圧延ラインの操業の停止と、を抑制、防止、撲滅する。
【解決手段】超硬合金製スリーブ外層191を有する超硬合金ロールをワークロール19に用い、且つ、該ワークロール19と被圧延材8の間に潤滑剤を供給する。仕上圧延機18中、被圧延材8の出側板厚が10mm以下になる圧延機以降に、超硬合金製スリーブ外層191を有する超硬合金ロールをワークロール19に用い、且つ、該ワークロール19と被圧延材8の間に潤滑剤を供給することができる。更に、合成エステルを10体積%以上含有する潤滑剤を、25〜300cc/分/mの割合で超硬合金ロールの表層に向け供給することができる。
(もっと読む)
圧延機用バックアップロール
スリーブ2とロール軸/ロールシャフト3とからなる、厚板圧延機、薄板圧延機等のような圧延機のためのバックアップロール1において、ロール軸/ロールシャフト3が複数の部材によって形成されている。本発明はさらに、バックアップロール1を製造するための方法に関する。 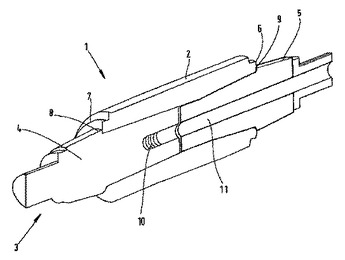 (もっと読む)
(もっと読む)
形鋼の圧延方法および形鋼の製造方法
【課題】形鋼圧延でのロールと被圧延材との間の焼き付きや、ロール表層の亀裂などの発生を抑制し、形鋼製品の表面品質を向上するとともに、形鋼圧延操業において、ロールが割損してしまうのを防止し、圧延能率を向上する。
【解決手段】鉄系材料を外層とし、内部に超硬合金層を有するロールを用いる。
(もっと読む)
厚鋼板の圧延方法および厚鋼板の製造方法
【課題】厚板圧延でのワークロールと被圧延材の焼き付きやワークロールに発生する亀裂等を抑制でき、ワークロールの割損も防止する。
【解決手段】厚鋼板の圧延に、鉄系材料を外層とし、内部に超硬合金層を有するロールを用いる。
(もっと読む)
冷間圧延方法及びそれを用いた冷延金属帯の製造方法
【課題】ワークロールが割損してしまうのを抑制しつつ、サーマルクラウン全体の大きさを小さくし、その胴長方向の変化も均一に近づける。そうすることで、蛇行、穴あき、そして、破断などの被圧延材の通板トラブルの発生を抑制し、製品品質の向上にも寄与する。
【解決手段】鉄系材料を外層とし、内部に超硬合金層を有するロールを冷間圧延に用いる。
(もっと読む)
連続熱間圧延方法及びそれを用いた熱延金属帯の製造方法
【課題】連続熱間圧延するに際し、ワークロールが割損してしまうのを抑制し、サーマルクラウン全体の大きさを小さくするとともに、その胴長方向の分布も均一に近づけ、被圧延材の平坦度を良好にし、絞りや、3枚重ねで圧延することに伴う穴あき、そして、破断などの通板トラブルの発生を抑制し、製品品質の向上にも寄与する。
【解決手段】仕上圧延機の少なくとも1つのワークロールに、鉄系材料を外層とし、内部に超硬合金層を有するロールを用いる。
(もっと読む)
熱間圧延方法及びそれを用いた熱延金属帯の製造方法
【課題】先端部通板や尾端部尻抜けでの衝撃を受けてもワークロールが割損してしまうのを抑制し、サーマルクラウン全体の大きさを小さくするとともに、その胴長方向の分布も均一に近づけることで、被圧延材の平坦度を良好にし、絞りや、3枚重ねで圧延することに伴う穴あき、そして、破断などの通板トラブルの発生を抑制し、製品品質の向上にも寄与する。
【解決手段】仕上圧延機の少なくとも1つのワークロールに、鉄系材料を外層とし、内部に超硬合金層を有するロールを用いる。
(もっと読む)
1 - 11 / 11
[ Back to top ]