
Fターム[4E024DD17]の内容
Fターム[4E024DD17]に分類される特許
1 - 14 / 14
圧延材の捻転発生の検出方法、圧延材の捻転抑制方法及びこれらの方法が採用される圧延機
【課題】圧延材を正確に案内するというローラガイドの本来の機能を損なうことなく、圧延材の捻転状態を正確に判断する。
【解決手段】本発明の圧延材Wの捻転発生の検出方法は、外周面にカリバが形成された一対の圧延ロール10、10とこの圧延ロール10の上流側または下流側に設けられたガイドローラ13とを有する圧延機を用いて圧延材Wを圧延するに際して、ガイドローラ13を回転自在に支持する一対の軸支部14、14のそれぞれに、軸支部14に作用するラジアル荷重を計測する荷重計測手段15を設けておき、荷重計測手段15の結果に基づいて、圧延材Wの捻転を判定する。
(もっと読む)
カリバーロールのセットアップ方法

【課題】カリバーロールを容易且つ適正にセットアップすることが可能なカリバーロールのセットアップ方法を提供する。
【解決手段】圧延に寄与しない上カリバーロール1Uと下カリバーロール1Lの軸方向端部周面に、凹部4、具体的にはロール周方向に連続する溝を形成し、この凹部4内に圧下零点及び軸方向調整治具5を差し込んで、カリバーロール1U、1Lの軸方向の位置を調整すると共に、上カリバーロール1Uと下カリバーロール1Lの軸方向両端部の周面間に、所定の厚さの圧下零点及び軸方向調整治具5及び圧下零点調整治具2を挟み、例えば作業側及び駆動側の荷重が所定の荷重になるように調整することにより、これらカリバーロール1U、1Lの圧下方向の位置を調整する。
(もっと読む)
マンドレルミルの圧延制御方法、圧延制御装置、制御プログラム及び継目無管
【課題】素管(素管の端部等の一部又は全長)を所望する肉厚に精度良く圧延し得ると共に、素管の表面性状を劣化させることのない圧延制御方法等を提供する。
【解決手段】マンドレルミルMを構成する各スタンドの内、仕上スタンド#iにおいて素管Sを圧延する際に、当該仕上スタンド#iに配設された第1の孔型圧延ロールの圧下位置を外方に変動させるマンドレルミルの圧延制御方法であって、前記仕上スタンド#iと圧下方向が同一である直近の上流スタンド#i−2において素管を圧延する際に、当該上流スタンド#i−2に配設された第2の孔型圧延ロールの圧下位置も外方に変動させることを特徴とする。
(もっと読む)
極薄肉鋼管の絞り圧延方法
【課題】従来における最終製品の薄肉化の限界を打破し、さらなる薄肉鋼管の製造を可能とする極薄肉鋼管の絞り圧延方法を提供する。
【解決手段】n+1基のロールスタンドを直列に配置してなる絞り圧延機に材料である鋼管を通して目標の極薄肉厚に仕上げる極薄肉鋼管の絞り圧延方法であって、各スタンド内の所要伸びひずみεi(i=1〜n+1)、各スタンド間の張力Ti(MPa)および材料通過速度vi(m/s)(i=1〜n)が、Σ√(αTi/vi)≧Σεi、を満たす条件下で圧延を行う。ただし、α=tl/η(t:絞り圧延開始温度(K)、l:平均スタンド間間隔(m)、η:定数)である。
(もっと読む)
条鋼圧延材の圧延方法
【課題】条鋼圧延材の非定常部に特に形成され易い表面疵の発生を抑制することを課題とする。
【解決手段】所定の間隔をおいて複数配置した圧延スタンド2の対になったロール3に設けた種々の孔型4によって、条鋼圧延材1を複数のパスに分けて順次圧延することで、その条鋼圧延材1の断面積を順次減少させて所定の製品形状に仕上げる条鋼圧延材の圧延方法において、対象の圧延スタンド2aの出側に配置した幅寸法計測装置5で条鋼圧延材1の幅寸法を計測し、その幅寸法を、対象の圧延スタンド2aでの圧延で、条鋼圧延材1の周方向の圧縮ひずみが−0.5以上になるように予め求めた幅寸法許容値の範囲内にする。
(もっと読む)
条鋼圧延材の圧延方法
【課題】条鋼圧延材の多系列(多ストランド)圧延において、製品の寸法精度を高くし表面疵等の発生を防ぐ。
【解決手段】各系列の条鋼圧延材1の線速比Rを予め求めておき、第1系列にあっては、トップ速度の実績値V0'−1と線速比Rとから目標ミドル速度V1'−1を求め、第1系列の中途部が目標ミドル速度V1'−1となるように上流側の圧延ロール14を制御し、第2系列にあっては、トップ速度の実績値V0'−2と線速比Rとから目標ミドル速度V1'−2を求め、V1'−2>V1'−1の場合、圧延ロール14の回転数を変更し、V1'−2<V1'−1の場合、圧延ロール14の回転数を変更しない。
(もっと読む)
鋼片の圧延方法
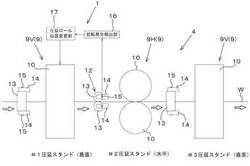
【課題】鋼片の連続圧延において、ツイスターやローラーガイドを使用せずに、圧延材の断面内温度分布等によって発生する、最終圧延機から出てくる鋼片の捻じれを解消して圧延後の鋼片の曲がりを抑制する方法を提供することである。
【解決手段】少なくとも最終圧延機5Hと最終1台前圧延機4Vが孔型圧延ロールを備え、最終圧延機5Hと最終1台前圧延機4Vとの間にツイスターを設置しない鋼片の連続圧延過程で、予め鋼片B2の捻じれ角と最終1台前圧延機4Vのロール軸方向調整量を対応づけ、鋼片B2の捻じれ角を測定装置6で計測した値に基づいて、最終1台前圧延機4Vの孔型圧延ロールをロール軸方向に調整して鋼片B2の捻じれを解消するようにした。このようにすれば、比較的断面寸法の大きい鋼片圧延の場合でも、ツイスターとの接触や捻じりによる表面疵の発生を回避して圧延後の鋼片の曲がりを抑制することが可能となる。
(もっと読む)
マンドレルミルの圧延制御方法
【課題】 寸法精度の高い管を製造したり、圧延トラブルを抑制することが可能なマンドレルミルの圧延制御方法を提供する。
【解決手段】 本発明に係るマンドレルミルの圧延制御方法は、所定のスタンド間に超音波肉厚計1を設置し、その設置位置直前のスタンドでの管Pの溝底肉厚を測定する。直前スタンドでのロールギャップ設定値と管の溝底肉厚とに基づき、マンドレルバーBの外径を算出する。バーリテイナーBRの位置情報に基づき、外径を算出したマンドレルバーの長手方向部位を特定する。以上のステップを繰り返すことにより、マンドレルバー外径の長手方向分布を算出する。そして、バーリテイナーの位置情報に基づき、後段スタンドにおいて管を圧延する際に使用されるマンドレルバーの長手方向部位を特定し、特定したマンドレルバー長手方向部位の外径に基づき、後段スタンドでのロールギャップを設定する。
(もっと読む)
圧延制御装置,圧延装置,圧延制御方法
【課題】検出される検出形状分布のパターンと目標形状分布のパターンとの類似性を正しく評価しつつ,前記検出形状分布のパターンを前記目標形状分布のパターンに収束させることが可能な圧延制御装置,圧延装置,圧延制御方法を提供することにある。
【解決手段】圧延対象である被圧延材の幅方向における検出形状分布から,形状の特徴を表す2つの形状パラメータを算出し,その2つの形状パラメータを極座標表示したときの偏角が,予め設定された目標偏角に近づくように前記幅方向の荷重分布を制御する。
(もっと読む)
継目無管の製造方法
継目無管の素管に延伸圧延と定径圧延とを行って継目無管を製造する際に、継目無管の周方向への厚さが変動する肉厚変動部位を予め求めておき、延伸圧延を終了した素管の、肉厚変動部位に相当する部位の厚さがこの部位を除く一般部位の厚さと異なるように、延伸圧延を行うことにより、継目無管における肉厚変動部位の発生を抑制する。これにより、継目無管の肉厚が周方向へ部分的に変動することを防止する。  (もっと読む)
(もっと読む)
H形鋼用粗形鋼片の製造用ロ−ル並びに粗形鋼片の製造方法
【課題】 様々な厚みの矩形断面鋼片から粗圧延によって特定サイズのH形鋼用粗形鋼片を安定して製造する手段を提供する。
【解決手段】 H形鋼用粗形鋼片を製造するための図1の如き孔型圧延ロ−ルにおいて、割入れ用孔型K1 ,K2 とフラット孔型K4 を少なくとも有し、かつ条件「K1b<tmax ≦K2b」及び「K1b<K2a」を満たすと共に(tmax は素材である矩形断面鋼片の最大厚み)、孔型K4 の孔底幅を割入れ圧延した後の鋼片の端部厚み以上とする。H形鋼用粗形鋼片の製造では、上記孔型圧延ロ−ルを用い、寸法が孔型K1 ,K2 での圧延に適しない厚みの鋼片に対しては、まず孔型K4 で圧下してドッグボ−ン形状とし、これを割入れ用孔型で圧延し、更に孔型K4 で圧延する手順を含む工程を採用する。
(もっと読む)
管の製造方法、製造装置、偏肉情報導出装置、及びコンピュータプログラム
管の軸方向の断面の複数の部位における肉厚の測定値について複素フーリエ変換解析を行ない、偏肉の種類を分類し、複素フーリエ成分の絶対値から偏肉量を計算し、複素フーリエ成分の位相から偏肉の厚肉部または薄肉部の位置を計算し、偏肉の種類、偏肉量、及び厚肉部もしくは薄肉部の位置に基づいて、管の製造条件を調整する。複数の軸方向の断面について得られた1次偏肉の偏肉量rと位相θとの関係r・exp(jθ)を、管の長手方向の関数として複素フーリエ変換し、偏肉のねじりの周波数によって偏肉を更に分類し、分類した偏肉に応じて該偏肉を防止するための適切な処理を行なう。  (もっと読む)
(もっと読む)
継ぎ目無し管の圧延装置
【課題】 内面工具を用いずに管の外径を調整する絞り圧延機等の出側において偏肉の小さい管を製造し得る、継ぎ目無し管の圧延装置および圧延制御方法を提供する。
【解決手段】 複数の孔型ロールスタンドを具備し、内面工具を用いずに管12の外径を調整する圧延機11と、圧延機11の下流側に配置され、圧延機11の圧下方向の管12の肉厚を測定する、又は管12の周方向5箇所以上の肉厚を測定して圧延機11の圧下方向の管12の肉厚を推定する熱間肉厚測定装置14とを備える。
(もっと読む)
マンドレルミルの圧延制御方法、圧延制御装置、制御プログラム及び継目無管
【課題】 素管(素管の端部等の一部又は全長)を所望する肉厚に精度良く圧延し得ると共に、素管の表面性状を劣化させることのない圧延制御方法等を提供する。
【解決手段】 マンドレルミルMを構成する各スタンドの内、仕上スタンド#iにおいて素管Sを圧延する際に、当該仕上スタンド#iに配設された第1の孔型圧延ロールの圧下位置を外方に変動させるマンドレルミルの圧延制御方法であって、前記仕上スタン#iドと圧下方向が同一である直近の上流スタンド#i−2において素管を圧延する際に、当該上流スタンド#i−2に配設された第2の孔型圧延ロールの圧下位置も外方に変動させることを特徴とする。
(もっと読む)
1 - 14 / 14
[ Back to top ]