
Fターム[4E026AA11]の内容
巻取り、巻戻し、材料蓄積装置 (1,294) | 巻取り、巻戻し、共通 (187) | 制御(検知を含む) (69)
Fターム[4E026AA11]の下位に属するFターム
Fターム[4E026AA11]に分類される特許
1 - 9 / 9
板材供給装置及びこの板材供給装置が配置されたプレス加工ライン
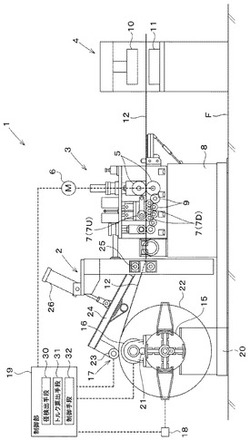
【課題】張力を付与しながら板材を送り出す場合であっても、コイル材22のばらけ現象を抑制しつつ送り出し効率を向上させることができるようにする。
【解決手段】本発明の板材供給装置2は、第1検出器17にて検出された送出量と第2検出器18にて検出されたアンコイラ15の回転量とに基づいてコイル材22のコイル外径D2を求める径検出手段30と、径検出手段30で求められたコイル外径D2と送り出し後の板材12の張力とに基づいてアンコイラ駆動モータ16へのトルク制御値pを求めるトルク算出手段31と、アンコイラ駆動モータ16の回転停止後にトルク算出手段31で求めたトルク制御値pに応じてアンコイラ駆動モータ16へのトルク制御を行う制御手段32とを備えている。
(もっと読む)
マグネシウム合金圧延板のコイル成形方法および成形機、マグネシウム合金圧延板の製造方法

【課題】 歩留まり良くマグネシウム合金圧延板の製造を可能とするコイル成形方法および成形機を提供する。
【解決手段】
コイル形状のマグネシウム合金の圧延板を繰り出し可能に準備するサプライ準備工程と、前記繰り出された圧延板の側端部を連続的に裁断する端部除去工程を備えたマグネシウム合金圧延板のコイル成形方法であって、前記端部除去工程の前に、前記繰り出された圧延板の側端位置を検出し、検出された位置特定情報に基づき裁断する位置を制御する裁断位置制御工程を備えるようにした。ここで裁断位置制御工程は、繰り出された圧延板の側端位置を、圧延板の長手方向複数点の平均的位置として検出するようにした。
(もっと読む)
熱間圧延ラインにおける巻取装置、熱間圧延における被圧延材の巻取方法、および、熱延金属帯の製造方法
【課題】高強度極厚材であっても、巻き緩みが生じたりテレスコが生じたりするのを防止できる、熱間圧延ラインにおける巻取装置、熱間圧延における被圧延材の巻取方法、および、熱延金属帯の製造方法を提供する。
【解決手段】一対のピンチロール1a,1bが被圧延材8を曲げる曲げモーメントと同方向の曲げモーメントを作用させるガイドロール5a,5bを、一対のピンチロール1a,1bに付設する。
(もっと読む)
金属帯の幅方向位置制御装置および制御方法
【課題】リールに巻取られる鋼帯の巻きずれを防止する。
【解決手段】幅方向位置制御装置30は、鋼帯2の一方のエッジと他方のエッジとを検出するエッジ位置検出手段31と、その検出値から位置偏差を検出する鋼帯位置偏差検出手段32と、POR12への巻取りを始めようとする状態での鋼帯2の初期位置偏差を記憶する記憶手段33と、POR12を幅方向に移動させるリール移動手段34と、リール移動手段34の動作を制御する制御手段35と、を含む。制御手段35は、POR12へ巻取り中の鋼帯2の位置偏差から、前記初期位置偏差を減算して、初期位置に対する変位量を求める。さらに制御手段35は、鋼帯2の変位量にPOR12の変位量が等しくなるように、リール移動手段34の動作を制御する。
(もっと読む)
中間ロール機構及び中間ロール機構の制御方法
【課題】 薄板圧延において圧延材に発生する縦じわを確実に防止する。
【解決手段】本発明では圧延機2の巻取装置6及び/又は巻出装置5に中間ロール機構1を設けている。この中間ロール機構1は、中間ロール13を圧延材3が巻回リールに接触する側の反対面から圧延材3に接触するように配備しており、さらに巻回リールに巻かれた圧延材3の表面が中間ロール13に非接触でありかつ所定の距離となるように中間ロール13を移動させる移動手段14を設けているものである。
(もっと読む)
被圧延薄板の巻取方法及び装置
【課題】被圧延薄板への押付圧を巻取コイル径によって変化させず、被圧延薄板に巻取しわや折れ等の製品不良を発生させない簡便で低コストな被圧延薄板の巻取装置を提供すること。
【解決手段】
被圧延薄板3をコイル状に巻き取るための巻取軸1と、コイル状に巻き取られた被圧延薄板3の外表面に接するアイロンローラ4とを備えた被圧延薄板の巻取装置であって、被圧延薄板3の巻取時に前記アイロンローラ4の被圧延薄板3に対する押付圧が所定圧に維持されるように、巻取時の前記被圧延薄板3のコイル3a径の変化に応じて、前記アイロンローラ4のコイル状の前記被圧延薄板3への押付圧を所定圧に維持する押付圧維持手段を備えてなる被圧延薄板の巻取装置。
(もっと読む)
熱延ダウンコイラーの段差回避制御装置、及びその制御方法
【課題】安価で保守性に優れるとともにダウンコイラーの長寿命化を図ることが可能な、熱延ダウンコイラーの段差回避制御装置、及びその制御方法を提供する。
【解決手段】マンドレルと、熱延鋼板をマンドレルへと案内するピンチロールと、熱延鋼板をマンドレルへ押し付けるラッパーロールと、を備える熱延ダウンコイラーの、段差回避制御装置であって、少なくとも熱延鋼板の状態を追跡するトラッキング機能及びラッパーロールの動作制御機能を備えるシーケンサを具備し、上記動作制御が、ラッパーロールをマンドレルの方へ押し付ける第1制御モードと、ラッパーロールをマンドレルから開放する第2制御モードとを切替えることにより行われ、当該切替えの時機がシーケンサの出力遅れを考慮して決定される、段差回避制御装置。
(もっと読む)
リール張力変動抑制装置
【課題】冷間圧延機や紙・フィルム等の製造ライン、ビデオテープレコーダなど、帯状材をリールにより巻取り、または、リールから巻き戻す際に、帯状材速度の加減速によって生じる帯状材張力の変動を抑制する制御装置に関するものである。
【解決手段】 帯状材の速度基準値もしくは速度実績値の時間微分値を求め、該時間微分値の位相を所定の値だけ進めた後、リール全体の慣性、前記リールモータのトルク定数、前記リールモータの逆起電力定数、前記電流制御系のゲインと時定数、リール半径、および、ギア比で決まる所定の係数を乗じた電流補正値をリールモータの電流基準に加え合わせる。
(もっと読む)
帯状金属板の幅方向位置制御方法及び装置
【課題】 巻取り機や巻戻し機を用いた帯状金属板の巻取り時や巻戻し時に、帯状金属板の幅方向位置を、より安定的に制御することが出来る技術を提供する。
【解決手段】 帯状金属板10の幅方向位置制御系の動特性を、コイル15の重量変動による巻取り機14や巻戻し機の負荷変動と、位置調節手段20の動特性とを、少なくとも含めた数学モデルにて表す一方、かかる数学モデルに基づいて補償器22を設計し、そして、帯状金属板10の巻取り時や巻戻し時に検出手段18にて検出される帯状金属板10の幅方向位置の検出値を基に補償器22にて生成される操作信号に基づいて、位置調節手段20を操作することにより、帯状金属板10の幅方向での巻取り機や巻戻し機の位置を調節し得るように構成した。
(もっと読む)
1 - 9 / 9
[ Back to top ]