
Fターム[4E063BB04]の内容
板、棒、管等の曲げ (4,439) | 曲げ加工−ロールによるもの (149) | ロール間送り曲げ (57) | 4本以上のロールによるもの (6)
Fターム[4E063BB04]に分類される特許
1 - 6 / 6
ロールベンダ及びロール曲げ加工方法
【課題】小さな駆動力で曲げ加工が可能で曲げ品質に優れた多点式ロールベンダ及びそれを用いたロール曲げ加工方法の提供を目的とする。
【解決手段】曲げ加工する被加工材の、R曲げ外側に位置する外側ロールと、R曲げ内側に位置する内側ロールとを備え、前記外側ロールと内側ロールとが、それぞれ3つ以上有し、且つ、それぞれが回転駆動制御されていることを特徴とする。
(もっと読む)
アルミニウム合金製中空形材のロール曲げ加工方法

【課題】アルミニウム合金製中空形材を送りロールにより搬送しながら、押さえロールを用いて中空形材の曲げ外側に載荷し長手方向に曲率を付与するロール曲げ加工方法において、曲げ加工後の残留応力を小さくして、曲げ加工製品の耐応力腐食割れ性能を向上させる。
【解決手段】中空形材1の曲げ内側に、形材搬送方向に沿って曲げ加工製品の曲率半径より小さい曲率半径を有するガイド金型17を固定し、押さえロール15で中空形材1を押さえ、ガイド金型17に中空形材1を面接触させながら曲げ加工を行う。ガイド金型17の形材搬送方向後方側に受けロール12を設置することもできる。
(もっと読む)
スパイラル鋼管の製造方法
【課題】スパイラル状に曲げ加工された板の端部の突合せ部に形成されやすいギャップの発生を抑制し、成形精度に優れたスパイラル鋼管を安定的に低コストで製造する。
【解決手段】アンコイラから送出された鋼帯を、外面入側ロール、内面成形ロール及び外面出側ロールの三本の成形ロールからなる成形スタンドを通過させることにより該鋼帯を湾曲させ、その後、該鋼帯の板端当接部を溶接することによりスパイラル状の鋼管を製造する方法であって、前記外面入側ロール1a、内面成形ロール1b及び外面出側ロール1cの全ての軸を垂直方向とし、前記のアンコイラから送出された鋼帯を、前記成形スタンドを経由して垂直上方向に引き出す。
(もっと読む)
テーパー管及び、扇状板を正確容易に曲げ加工出来るローラー装置
【課題】ロール機械にて、左右径の異なるテーパー管の加工を正確に行う装置を提供する。
【解決手段】1本のロール上で左右別々に異なった速度に変換できる駆動ロールを配置し、上下3本のロールを左右別々に速度を変化させて駆動し、中間部分をフリーに作用させる事で、スリップ疵のないテーパー管の加工を可能とした。
(もっと読む)
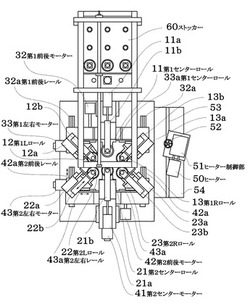
熱間トランスファ成形曲げ加工の方法と同方法を用いる装置
断面が閉じているか、半ば開いているか、又は開いている形材を熱間トランスファ成形曲げ加工する方法が開示されている。この方法は、互いに対向して配置される少なくとも2つのロール(17,18)を曲げ加工される形材の供給方向に備えており、これらのロールの背後には、供給方向において軸方向に間隔をあけて、少なくとも1つの成形ロール(14)と、それに向かい合う1つの中央ロール(11)が配置され、該少なくとも一つの成形ロール(14)と中央ロール(11)が一緒に成形される形材のためのロール曲げ加工ゾーンを形成する曲げ加工機を用いている。曲げ加工される形材に対して進退動可能な曲げ加工ロール(13)が、出口側に、少なくとも1つ配置されている。肉薄かつ脆弱であって、断面が開いているか、半ば開いているか、又は閉じている部材を成形するために、少なくともロール曲げ加工ゾーンに配置されたロール(11,14)が加熱されている。  (もっと読む)
(もっと読む)
ロール及びマトリックス曲げ加工を通じて形材を屈曲又は整形する方法及び装置
本発明は、ローラ屈曲又はマトリックス屈曲によって形材を屈曲及び整形するための方法及び装置に関し、屈曲又は整形されるべき形材(20)は、1つ又はそれ以上の屈曲工具の影響下で屈曲又は整形される。脆弱な形材及び屈曲が困難な形材も屈曲及び整形し得るために、少なくとも1つの整形ゾーンで屈曲又は整形されるべき形材に振動を供給する振動子(8,9)が、屈曲及び/又は整形工具の少なくとも1つに割り当てられる。  (もっと読む)
(もっと読む)
1 - 6 / 6
[ Back to top ]