
Fターム[4E068DA04]の内容
Fターム[4E068DA04]に分類される特許
21 - 23 / 23
鉄系材料とアルミ系部材との接合方法、電磁弁におけるスリーブとソレノイド機構との接合方法及び電磁弁
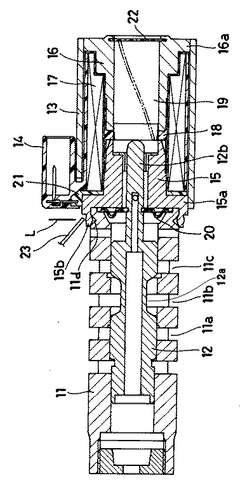
【課題】スリーブ等のアルミ系部材と、ソレノイドケースなどの鉄系溶融金属性の部材の接続に際し、より安価に製造できるようにする。
【解決手段】鉄系材料で形成され筒状部分を有する鉄系部材(第1ヨーク15)と、鉄系部材の筒状部分の内側に重合可能に形成された筒状もしくは柱状部分を有するアルミ系部材(スリーブ11)との間の接合方法において、アルミ系部材は筒状もしくは柱状部分に溝11dを設け、アルミ系部材の筒状もしくは柱状部分を鉄系部材の円筒状部分の内側に差し込んで重合させ、溝が鉄系部材の重合部分の下に位置する状況において、鉄系部材の重合部分を溶融させる。溶融した鉄系部材の重合部分はアルミ系部材の溝の中に流れ込み、固まる。固まった状態では、溝との干渉するので、アルミ系部材が鉄系部材から外れなくなる。よって、アルミ系部材と鉄系部材の接続がなされる。
(もっと読む)
電磁式燃料噴射弁の製造方法

【課題】電磁式燃料噴射弁の製造過程で,比較的少ないレーザ照射エネルギにより,磁性円筒体の軸方向寸法の補正及び磁性円筒体に対する弁座部材の偏心の補正を可能にする。【解決手段】弁組立体Vを収容した弁ハウジング2を閉じるように,互いに嵌合した弁座部材3及び磁性円筒体4間に環状溶接部Wを形成した後,その磁性円筒体4の外周面に全周に亙りレーザを照射して,それによる溶け込みが磁性円筒体4の内周面に到達しない環状疑似溶接部w1,w2を形成することにより,磁性円筒体4の軸方向寸法の補正及び磁性円筒体4に対する弁座部材3の偏心の補正を行う。 (もっと読む)
強固なケーシングの製作法
本発明による強固なケーシング(66)、特に電磁式で作動可能な弁の弁ケーシングの製作法は、以下の方法ステップを用いるという点において優れている。即ち:
a)すぐ隣り合った薄板がそれぞれ異なる磁気特性を有する、少なくとも3枚の相並んだ平らな金属薄板(60,61)を用意し、
b)前記の少なくとも3枚の薄板(60,61)の、すぐ隣り合って位置する境界縁部(65)を、1つの薄板区分(62)を形成するために接合し、
c)該薄板区分(62)をスリーブ形に変形させ、
d)スリーブの長手方向で延在する、対向位置する境界縁部(65′)を、スリーブ素材(64)を形成するために相互に固定し、
e)ケーシング(66)の所望のジオメトリが得られるまで、スリーブ素材(64)に最終加工を施す。
当該ケーシング(66)は、特に混合気圧縮型の外部点火式の内燃機関の燃料噴射装置に設けられた燃料噴射弁において使用するために適している。  (もっと読む)
(もっと読む)
21 - 23 / 23
[ Back to top ]