
Fターム[4E081EA48]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(突合せ溶接) (454) | 治具、周辺機器 (167) | 切断、切削、研磨機械装置 (5)
Fターム[4E081EA48]に分類される特許
1 - 5 / 5
造管設備に適用される鉄板ストリップ接合装置
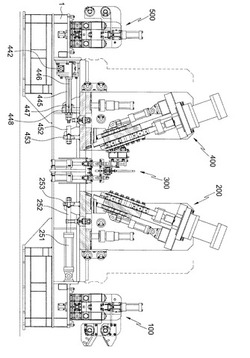
【課題】厚板ストリップの接合熔接を速かに遂行しながらも熔接部の品質を向上させることができる鉄板ストリップ接合装置を提供する。
【解決手段】先行鉄板ストリップの後端部を切断する第1切断ユニットと;後行鉄板ストリップの先端部を切断する第2切断ユニットと;第1切断ユニットを前後進移送する第1移送手段と;第2切断ユニットを前後進移送する第2移送手段と;第1切断ユニットと第2切断ユニットの間に配置される熔接ユニットとを含んでなる鉄板ストリップ接合装置であって、第1上部刃と前記第2上部刃が互いに対向方向に傾いて設置されることにより、前記両鉄板ストリップの端部が互いに突き合わせられてV字形を成すようにした状態で、前記熔接ユニットによって熔接を実施する装置。
(もっと読む)
平板状条材の溶接方法

【課題】コイル溶接部が異形断面加工される際の破断を防ぎ、異形断面条材の生産性を向上させて製造コストを低減することができる平板状条材の溶接方法を提供する。
【解決手段】圧延加工面が先端側からV字状に末広がりとなっている突起部41a,41bを有する平盤状V型ダイス40と、平盤状V型ダイス40の圧延加工面に対向して設けられた遊星圧延ロール51とを備えた異形断面条材製造装置50を用い、平盤状V型ダイス40と遊星圧延ロール51との間に、所定長さの平板状条材53が巻かれたコイル54から平板状条材53を導入して平板状条材53を異形断面条材62へ連続的に圧延加工するに際し、コイル交換時に交換前の前コイル54と交換後の次コイル11の平板状条材53の条材端面を互いに嵌合する嵌め合い形状に切断し、嵌め合い形状に切断した条材端面同士を嵌め合わせた後溶接する方法である。
(もっと読む)
長大鋼板の製造方法および開先加工装置
【課題】シャー切断された圧延鋼板を接合して長大鋼板を能率よく製造する。
【解決手段】シャー切断された圧延鋼板MPの長辺部を突合せ溶接して胴板BPを形成するに際し、複数枚の圧延鋼板MPを、切断整形時と同一の姿勢となるように作業台11上に配置するとともに、圧延鋼板MPの長辺部間にルート間隔をあけて固定し、圧延鋼板MP上を走行自在な開先加工装置により、ルート間隔に沿って走行させ両長辺部の表面コーナ部をそれぞれ切断して一度の走行でY型開先部12を形成し、そのままの状態で、溶接機SWによりY型開先部12を所定方向に先行溶接して複数の圧延鋼板MPを接合することにより胴板BPを形成し、胴板BPを反転して作業台11上に配置した後、Y型開先部12の溶接部の裏面に沿って後行溶接を先行溶接と同一方向に行う。
(もっと読む)
シャー切断鋼板の突合せ両面サブマージアーク溶接方法
【課題】鋼板の不揃いなシャー切断エッジを突合せて両面溶接する。
【解決手段】定盤10上に配置した一対の鋼板11のシャー切断エッジ13の間に、カットワイヤ15を配置し、鋼板11を接近させてシャー切断エッジ13間にカットワイヤ15を挟み込み、不揃いなルート空間14に効果的にカットワイヤ15を充填して均し表面溶接し、反転した後、ルート空間14にカットワイヤ15を補充して均した後、裏面溶接する。
(もっと読む)
帯状ワークの突合せ接合装置
【課題】 帯状ワークの突合せ溶接時にアーク光を遮蔽し、又、帯状ワークの溶接開始位置や帯状ワークの溶接部の圧延開始位置が帯状ワークの幅に関係なく常時一定位置になり、然も、帯状ワークの溶接部の圧延加工を確実且つ良好に行える。
【解決手段】 先行及び後行の帯状ワークW1,W2を挾持固定してその端面同士を突き合せる左右のテーブル2,2と、両帯状ワークW1,W2を同時に切断する切断装置3と、両帯状ワークW1,W2を突合せ溶接する溶接装置5と、両帯状ワークW1,W2の溶接部を圧延加工する圧延装置6とから成る帯状ワークの突合せ接合装置であって、溶接装置5は、前後方向へ往復移動自在な上部フレーム35と、上部フレーム35に配設され、帯状ワークW1,W2の幅方向へ往復移動自在なトーチ走行台38と、トーチ走行台38に上下動自在に支持された溶接用トーチ39と、トーチ走行台38に溶接用トーチ39を覆う状態で取り付けられ、アーク光を遮蔽するトーチカバー42とを備えている。
(もっと読む)
1 - 5 / 5
[ Back to top ]