
Fターム[4E082EB22]の内容
Fターム[4E082EB22]に分類される特許
1 - 6 / 6
アーク溶接ロボット
【課題】溶接中の異常監視をロボット制御装置側のみで行っているために、制御装置自体が正常動作しなくなると、異常監視が機能しなくなる。
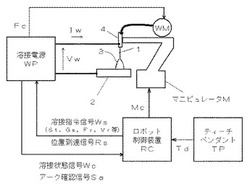
【解決手段】マニピュレータMと、教示に基づいて溶接指令信号Wsを出力するロボット制御装置RCと、溶接指令信号Wsに基づいて溶接処理を行う溶接電源WPとを備えたアーク溶接ロボットである。ロボット制御装置RCは、溶接処理に関連する処理時間を含む工程計画情報を出力する。また、溶接電源WPから入力される溶接状態信号Wcおよび工程計画情報に基づいて溶接実行状態を監視する。溶接電源WPは、溶接処理の現在状態を示す溶接状態信号Wcを出力する。また、ロボット制御装置RCからの工程計画情報に基づいて溶接実行状態を監視する。相互に各々の状態を監視するようにしたことによって、溶接を継続したままマニピュレータMが停止する等の不測の事態を防止する。
(もっと読む)
消耗電極式アーク溶接方法

【課題】アークの立ち上がり区間で、アーク切れ及びコンタクトチップと溶接ワイヤとの融着を防止し、アークが早期に安定する共に、速やかに適正な溶接ビード形状及び溶け込みが得られる消耗電極式アーク溶接方法を提供する。
【解決手段】炭酸ガスシールドの消耗電極式アーク溶接方法において、アークスタート後、定電圧特性を用いた短絡移行でアーク溶接する第1工程と、その後、溶接電流をグロビュール移行形態の電流範囲(240乃至350A)に高めて、定電圧特性でアーク溶接する第2工程と、その後、溶融プールが形成された状態で、溶接電流をパルス電流に切り替えて、グロビュール移行でアーク溶接する第3工程と、を有し、第2工程及び第3工程では、グロビュール移行域として、本溶接の送給速度でワイヤを送給する。
(もっと読む)
アーク溶接装置
【課題】従来の反復溶接では、事前に本電流やクレータ電流をの設定を変更することはできるが、溶接中に行うものではなかった。
【解決手段】トーチスイッチを有する溶接トーチを備えたアーク溶接装置であって、トーチスイッチが操作されると初期電流指令値を出力し、その後トーチスイッチが操作されると本溶接電流指令値まで電流指令値を増加し、その後トーチスイッチが操作されるとクレータ電流指令値まで電流指令値を減少する反復溶接と、この反復溶接の溶接電流指令値の増加あるいは減少中にトーチスイッチを操作することで本溶接電流やクレータ電流とは異なる電流指令値を実現する可変反復溶接を行い、反復溶接と可変反復溶接とを切り替えて溶接を行う。
(もっと読む)
極性切換短絡アーク溶接方法
【課題】 消耗電極アーク溶接におけるクレータ処理を、短時間で高品質に行うこと。
【解決手段】 本発明は、極性切換信号Saに応じて溶接電源の出力極性を短絡状態中に切り換えて溶接する極性切換短絡アーク溶接方法において、定常溶接期間Tw中は電極プラス極性溶接を行い、クレータ処理期間Tcに入ると前記極性切換信号Saを電極マイナス極性ENに対応する値に変化させ、この極性切換信号Saが変化した後に最初の短絡が発生したときに予め定めた短絡初期期間Tiの間は溶接電流Iwを低下させ、この短絡初期期間Ti経過時点で溶接電源の出力極性を電極マイナス極性ENに切り換え、その後に溶接電流Iwを増加させて短絡状態を解除し、電極マイナス極性溶接によってクレータ処理を行う極性切換短絡アーク溶接方法である。
(もっと読む)
消耗電極アーク溶接終了制御方法
【課題】消耗電極アーク溶接の溶接終了時におけるスパッタ発生を抑制する。
【解決手段】本発明は、溶接電源に溶接終了指令が入力されると、送給モータに停止指令を出力し、溶接ワイヤが停止したときのワイヤ燃上り高さが略所望値になるように溶接電源の出力をアンチスチック制御する消耗電極アーク溶接終了制御方法において、同図(A)に示す溶接終了指令Stが入力された後の同図(G)に示す最初の短絡発生を検出して同図(C)に示す送給モータに停止指令を出力し、続いてこの短絡期間中に溶滴のくびれ現象を検出して溶接電流Iwを急減させて低い値に維持してアークを再発生させ、アーク長が略一定の低い状態でアークが再発生すると(tb)、前記アンチスチック制御を行いワイヤ燃上り高さを所望値にする消耗電極アーク溶接終了制御方法である。
(もっと読む)
消耗電極式溶接方法
【課題】 従来の消耗電極式溶接方法ではロボットマニピュレータの反転動作を必要とするので余分な応答時間および加減速時間が必要で、さらに、溶接ワイヤの送給が溶接ワイヤの溶融速度に追いつけずアーク長が長くなってアークが不安定になるといった課題を有していた。
【解決手段】 溶接ワイヤ1を送給しながらロボットマニュピレータ9により溶接トーチ4を母材7から引き離す方向に移動させることにより、溶接ワイヤ1が母材7から離れて初期アークが発生するので、反転動作を必要とせず無駄時間を削減してタクトタイムを短縮すると共に溶接始端部のアークを安定させ「チョコ停」を効果的に削減することができる。
(もっと読む)
1 - 6 / 6
[ Back to top ]