
Fターム[4E082ED02]の内容
Fターム[4E082ED02]に分類される特許
1 - 6 / 6
被覆アーク溶接の出力制御方法
【課題】 本発明では、溶接機の出力ケーブルの長さに影響されない良好なアークスタートを行う被覆アーク溶接の出力制御方法を提供する。
【解決手段】 溶接電源の出力電流値を検出し、前記出力電流値と予め定めた出力電流設定値との誤差を算出し、前記算出した誤差を予め定めた基準増幅率で増幅して誤差増幅値を算出し、前記誤差増幅値に基づいて前記溶接電源の出力電流を制御する被覆アーク溶接の出力制御方法において、前記出力電流のリップル値を算出し、前記リップ値が予め定めたリップル基準値未満のとき前記基準増幅率を予め定めた値に増加させる、ことを特徴とする被覆アーク溶接の出力制御方法である。
(もっと読む)
溶接電源装置

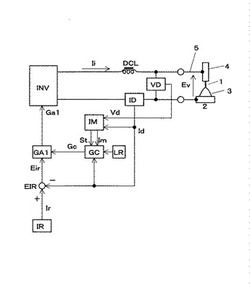
【課題】 変圧器の補助巻線の補助電圧を用いてフィードバック制御を行なうと溶接電源の出力電圧が低下してしまう。
【解決手段】 直流電圧を高周波交流電圧に変換するインバータ回路と、1次巻線、2次巻線及び補助巻線を有し高周波交流電圧を負荷に適した電圧に変換する変圧器と、変圧器の2次巻線からの2次電圧を整流する2次整流回路と、次整流電圧を平滑して負荷に供給する直流リアクトルと、変圧器の補助巻線からの補助電圧をインバータ回路が導通した時点からエネルギー伝達遅延時間が経過すると補助電圧の検出を開始しインバータ回路が遮断すると補助電圧の検出を停止し検出した補助電圧をフィードバック制御信号に生成するフィードバック制御回路と、この制御信号の値と所定の出力設定値との誤差に応じてインバータ回路を制御する主制御回路と、を備えたことを特徴とする溶接電源装置である。
(もっと読む)
プラズマアーク電源およびその制御方法
【課題】低電流域で、複数台の電源ユニットを同時に駆動することによるエネルギーロスを防止し、より安定した負荷電流を得る。
【解決手段】電源ユニットU1のみでパイロットアーク電流から小電流域の負荷電流の生成を負担し、小電流域を越えると残りの(N−1)台の電源ユニットU2〜U4を駆動し、全電流を合成した電流を負荷に供給するようにして、低電流域での電力消費を抑えた安定したプラズマアーク電源とする。
(もっと読む)
溶接システムおよび溶接用ロボットの制御方法
【課題】 消耗電極式溶接方法が有するアーク発生シーケンスの無駄時間を溶接ワイヤの座屈やスパッタを発生させることなく消滅させる消耗電極式溶接方法を提供する。
【解決手段】 ワイヤを送給しながらロボットマニュピレータによりトーチを母材7から引き離す方向に移動させることにより、ロボットマニピュレータを駆動するアクチュエータがトーチを引き離す一方向の動作でワイヤの被溶接物に対する速度を制御でき、トーチ速度反転による振動は発生しない。また、専用の引き離し制御系を用いることにより、通常動作時のオーバーシュートを大きくさせることなくトーチを移動するアクチュエータの速度追従性を高め、マニピュレータの加減速時間を短縮できる。
(もっと読む)
交流パルスアーク溶接の溶接電流制御方法
【課題】電極マイナス期間Tn中の電極マイナス電流In、ピーク期間Tp中のピーク電流Ip及びベース期間Tb中のベース電流Ibの通電を繰り返す交流パルスアーク溶接において、短絡の発生によるアーク長の変動を抑制すること。
【解決手段】本発明は、電極マイナス期間Tn中に溶接ワイヤと母材との短絡が発生したときは予め定めた短絡電流Isを通電すると共に、この短絡期間Ts中の電極マイナス電流の設定値Inrを積分して短絡積分値Ssを算出し、短絡が解除されてアークが再発生するとベース電流Ubに戻して通電し、電極マイナス期間Tnが終了したときは補償期間Thだけ期間を延長した後にピーク期間Tpに移行し、前記補償期間Thは前記短絡積分値Ssに予め定めた増幅率を乗じた値を前記電極マイナス電流の設定値Inrで除算した値である交流パルスアーク溶接の溶接電流制御方法である。
(もっと読む)
消耗電極ガスシールドアーク溶接方法
【課題】定電流特性の溶接電源を使用した消耗電極ガスシールドアーク溶接において、アーク長を高く設定したときのアーク長制御性を良好にして良好な溶接品質を得ること。
【解決手段】本発明は、母材・溶接ワイヤ間の溶接電圧Vwを溶接電圧設定値Vsによって設定し、溶接中の溶接電圧Vwを検出し、この溶接電圧検出値Vdを移動平均して溶接電圧移動平均値Vraを算出し、前記溶接電圧設定値Vsが予め定めた高アーク長基準値未満のときは前記溶接電圧移動平均値Vraを溶接電圧制御設定値Vscとし、前記溶接電圧設定値Vsが前記高アーク長基準値以上のときは前記溶接電圧設定値Vsを前記溶接電圧制御設定値Vscとし、前記溶接電圧検出値Vdが前記溶接電圧制御設定値Vscと略等しくなるように定電流特性による溶接電流値Isc、Iwを変化させる消耗電極ガスシールドアーク溶接方法である。
(もっと読む)
1 - 6 / 6
[ Back to top ]