
Fターム[4E082EF08]の内容
Fターム[4E082EF08]に分類される特許
1 - 7 / 7
アーク溶接装置およびアーク溶接システム
【課題】溶接状態に応じて速やかに短絡を開放することで、溶接が不安定になることを防止しスパッタの発生を抑制することができるアーク溶接装置およびアーク溶接システムを提供する。
【解決手段】今回の短絡発生期間の長さを検出し、検出した短絡発生期間の長さが大きくなるにつれ次回の短絡発生期間における短絡電流の増加率を増加させ、検出した短絡発生期間の長さが小さくなるにつれ次回の短絡発生期間における短絡電流の増加率を減少させる。
(もっと読む)
マグ溶接の短絡電流制御方法

【課題】マグ溶接において、スプレー移行形態における溶接状態の安定性を向上させる。
【解決手段】溶接ワイヤ1と母材2との短絡Sdを検出し、この短絡中の短絡電流の上昇速度を制御するマグ溶接の短絡電流制御方法において、短絡Sdの期間長さが基準期間未満であるときは微小短絡であると判別して微小短絡の発生頻度Ndを算出し、この微小短絡の発生頻度Ndに応じてインダクタンス設定値Lrを変化させることによって短絡電流の上昇速度を変化させる。この微小短絡の発生頻度Ndとして、単位時間当たりの微小短絡の回数を使用する。これにより、スプレー移行形態であることを正確に判別して短絡電流の上昇速度を適正化するので、溶接性能が向上する。
(もっと読む)
片側水平すみ肉ガスシールドアーク溶接方法
【課題】下板および立板からなる水平すみ肉溶接用部材の該立板が傾斜した、すみ肉角度が90°超の水平すみ肉部の溶接を行う片側水平すみ肉ガスシールドアーク溶接方法において、仮付け溶接ビードが有る箇所においても深い溶け込みが得られ、スパッタ発生量の少ない方法を提供する。
【解決手段】ソリッドワイヤを用いて、ワイヤ送給速度:15〜17m/min、パルスピーク電流(Ip):480〜600A、パルスベース電流(Ib):30〜80A、パルス周波数:200〜300Hzで、かつパルスピーク電流(Ip)とパルスピーク時間(Tp)が下記(1)式を満足するパルスを付加して溶接を行う。480≦Ip[A]×Tp[msec]≦900・・・・(1)
(もっと読む)
プラズマGMA溶接方法
【課題】ワイヤが必要以上に軟化するのを抑制して安定したGMAアークを発生させる。
【解決手段】本発明のプラズマGMA溶接方法は、ワイヤWと溶接母材Pとの間にパルス波形のGMA溶接電流Iwpを流すことによりGMAアーク31を発生させるとともに、溶接トーチ2と溶接母材Pとの間にプラズマ溶接電流を流すことによりプラズマアーク32を発生させる方法であって、GMA溶接電流Iwmのパルスピーク電流値Impおよびパルスベース電流値Imbを、プラズマ溶接電流Iwpを変化させるときにパルスピーク電流値Impおよびパルスベース電流値Imbが変化する変化区間を有し、かつプラズマ溶接電流Iwpがある値に設定されるときのパルスピーク電流値Impおよびパルスベース電流値Imbが、当該プラズマ溶接電流Iwpより小さい値が設定されるときのパルスピーク電流値Impおよびパルスベース電流値Imb以下であるように設定する。
(もっと読む)
溶接装置
【課題】 生成される溶融池が一つとなる2電極TIG溶接では、入熱量が大きくなり、溶接開始、溶接終了点での極め細やかな溶接ができず、捨て板部材などを多く必要とし材料効率が悪い。また互いのアーク干渉を防止するための制御が必要となる。また、互いの電極間距離を短くするために専用の、かつ複雑な溶接トーチ構造を必要とする。
【解決手段】 多電極TIG溶接において、電極間距離を互いのアークが干渉しない距離に離して配置して簡単なトーチ構造とし、かつ、アーク干渉を防止する。また、それぞれの溶融池に対して独立して溶接制御を行うことを可能とし、極め細やかな溶接制御を行うことができる。
(もっと読む)
溶極式パルスアーク溶接方法
【課題】スパッタの発生量を十分に小さくすることができる溶極式パルスアーク溶接方法を提供する。
【解決手段】 電極ワイヤの先端と母材間に周期的なパルス電流を供給してパルス毎にアーク放電を生じさせる溶極式パルスアーク溶接方法において、上記パルス電流のパルス立下り領域での電流変化速度を700A/ms以上に設定するとともに、電極ワイヤの表面に塗布した植物油中のカリウム含有量を、ワイヤ10kg当たり5mg以上でかつ50mg以下に設定する。
(もっと読む)
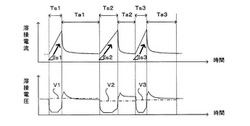
消耗電極式アーク溶接装置および方法
【課題】空中に飛散するスパッタを抑制することのできる消耗電極式アーク溶接装置を提供する。
【解決手段】インバータ回路3の交流出力を電圧変換する絶縁トランス4の2次側に整流回路5を接続し、その整流回路5とワイヤを保持する溶接トーチ7との間にリアクトル6と電流遮断機構9とを備え、アーク溶接の実行時に、ワイヤの先端がアーク状態から短絡状態に移行した時に、電流遮断機構9がリアクトル6の出力する電流を一時遮断するようにした消耗電極式アーク溶接装置において、電流遮断機構9が電流を一時遮断するその電流遮断時間の長さTYと、短絡移行直前のアーク発生期間の長さTAとの関係が、「TY=TA×α+β」(αはアーク期間TAの比例係数で、正の実数である。bは定数で、実数である。)となるようにした。
(もっと読む)
1 - 7 / 7
[ Back to top ]