
Fターム[4E087EA31]の内容
Fターム[4E087EA31]の下位に属するFターム
アプセッタ (12)
電気アプセッタ(通電加熱) (10)
Fターム[4E087EA31]に分類される特許
1 - 8 / 8
横型鍛造装置
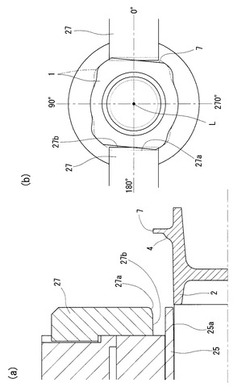
【課題】横型鍛造装置において、仕上げ打ち後のワークに対して軸線回りの円周方向に方向性をもった下流工程のプレス加工を正確に実施できるようにする。
【解決手段】トランスファ装置に搬送されたワーク1を横方向に挟持するホールド軸の横方向変位で引き継ぎ、これらホールド軸がワーク1を下流工程のダイへ送り込む間に、センタガイド25がワーク1の筒部2の円周状の外周を案内・保持することでダイに対する軸線Lの位置・向きを適切に保ち、この状態になってから、ワーク1が非正規の向きのときは、ワーク1の両側の被挟持部7、7と一対の位相案内部27aとの当接でワーク1を正規の向きまで強制回転させ、各位相案内部27aから横方向に連続する回り止め部27b間に両側の被挟持部7、7を配置してワーク1を正規の向きに保つ状態で下流工程を実施できるようにした。
(もっと読む)
多段式横型鍛造装置

【課題】運転作動時の加工荷重の低減と均衡を図って、加工精度を向上することができる小型で安価な多段式横型鍛造装置1を提供する。
【解決手段】フレーム2に固定される固定金型3と、移動可能に保持される分割ラム5と、分割ラム5の先端に装着されて固定金型3に向かって移動する可動金型6と、分割ラム5を駆動する駆動手段とからなり、可動金型6と固定金型3との間のワークを加工する加工段の複数個を横方向に配列して、独立した複数の工程を備える鍛造装置において、対称の2工程同士を組として、その組の2工程を同時に作動し、3組を異なるタイミングで順次作動することで加工荷重の均衡と分散による低減を図る。また、各可動金型6と固定金型3は分割ブロックを介して固定することで熱膨張を抑制し、各分割ブロックを横方向のみ結合する連結手段により連結して、金型交換時に一体的に貫通穴Yから1回で水平に引出すことができる。
(もっと読む)
横型鍛造機の金型構造
【課題】 ダイブロックに対し金型を上下方向に移動させて簡単容易に脱着できるようにし、かつ金型の耐荷重を積極的に高めて耐久性の確保を図る。
【解決手段】 ダイブロックに金型3を脱着可能に取り付けるようにした横型鍛造機の金型構造であって、輪郭形状が円筒形ではなく異形状を呈すると共に成形孔32aを有しかつ自体で圧造部としての機能を有する金型3と、前面に金型3の取付面2aを有しかつ受圧部としての機能を有するダイブロック2と、金型3をダイブロック2の取付面2aに脱着可能に締結する締結ボルト5を備え、脱着時、締結手段による締結ボルト5を緩めることにより金型3をダイブロック2に対し上へ移動させて取り出し、かつ上から降ろして取り付けられるように構成した。
(もっと読む)
プレス装置
【課題】形状の一部が絞り部を有する部材の鍛造成型を行うプレス装置を提供する。
【解決手段】被成型部材10を前記凹部48に挿入し、パンチ30をダイ40側へと移動し、スライドパンチ32をスリーブダイ46に押し当て、スライドパンチ32とスリーブダイ46とを閉塞して、スライドパンチ32とスリーブダイ46とによって被成型部材10の成形空間48を形成し、パンチ30をダイ40側の最押し出し位置まで移動させて、被成型部材10の鍛造成型を行う。
(もっと読む)
自動車の車軸支持用軌道輪の外輪用リング素形材の製造方法およびその製品
【課題】横型鍛造機により、冷間リングローリング加工用のブランクを鍛造した後、このブランクを冷間リングローリング加工して複列軌道輪の外輪用リングを製造する場合に、リング素形材の端面や表面部の鋼素材の不充足を解消して端面にバリや表面部に素材のマクレ込みが無いようにする。
【解決手段】外輪用リング素形材の環状突起部2と内面平坦部3との重量配分を最適化する。
(もっと読む)
横型鍛造装置用金型
【課題】ボス部の外側に環状のばりを有する前工程素材に対して横型鍛造装置で位置決め精度よくばり抜きを行い、製品鍛造の高速化を図る。
【解決手段】ダイ20側から前工程素材10に向けて進出する第1ホールド軸22と、パンチ30側から前工程素材10に向けて進出する第2ホールド軸31とで前工程素材10を挟持させて心ずれしないように回り止めし、この挟持状態を保つように両ホールド軸22、31をダイ20側に移動させて前工程素材10をダイ20に押し当てるようにし、ダイ20とパンチ30でせん断されたばりカス14が、上記パンチ30の外周にくっつき、そのパンチ30の後退によりダイ20から分離され、その鍛造品の離型と異なる時期に上記パンチの外周から外されるようにした。
(もっと読む)
横型鍛造装置用金型
【課題】ボス部の外周にフランジ部を有する前工程素材に対して横型鍛造装置でフランジ部に軽量穴を位置決め精度よく鍛造することにより、製品鍛造の高速化を図る。
【解決手段】搬送された前工程素材10’は、第1ホールド軸23と第2ホールド軸32に挟持されて心ずれしないようにその軸線回りに回り止めされ、この状態を維持されたままダイ20に押し込まれる。これにより、フランジ部12’に対する穴開け精度が確保され、結果的に、前工程素材10’のダイ20への挿入不良も防止される。ダイ20とパンチ30とによりフランジ部12’に対してせん断加工で穴開けを行った抜きカス41が型外に連通する排出口36に抜け、製品10の離型前に搬送コンベアBに落下するようにした。
(もっと読む)
中空ステアリングラックバーの成形装置
【課題】 ラック歯成形用型の耐久性を高めるとともに歯型に損傷を生じた場合もその歯型のみ交換することにより継続使用を可能とする。
【解決手段】 パイプ材1の所要長さ範囲の一側面を平坦状に加工してラック歯成形領域Aとし、このパイプ材1をチャック4a,4b内に納めて前記ラック歯成形領域Aにラック歯成形用型10を対向設置し、前記パイプ材にマンドレル6を圧入してパイプ材の前記ラック歯成形領域Aの肉を前記ラック歯成形用型内に圧入することによりラック歯2を形成する中空ステアリングラックバーの成形装置において、前記ラック歯成形用型10を、一端面に少なくとも1つの歯型12を有する多数の分割歯型片13で構成し、これら分割歯型片13を積層して前記チャック内に固定するようにしたことを特徴とする。
(もっと読む)
1 - 8 / 8
[ Back to top ]