
Fターム[4E087EA32]の内容
Fターム[4E087EA32]の下位に属するFターム
Fターム[4E087EA32]に分類される特許
1 - 6 / 6
油圧シリンダのピストンロッドの製造方法
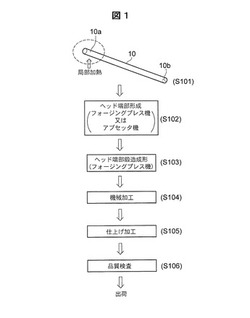
【課題】ヘッド部が鍛造成形により作られ、軸部が鋼材から作られるピストンロッドの製造工程を簡素化する。
【解決手段】所定の長さの棒鋼10の一端部10aに対して局部加熱が施される(S101)。次は、この加熱した一端部10aを軸線方向に押し潰して径方向に拡大し(S102)、そして、次に鍛造型によってヘッド部が形成される(S103)。その後、機械加工(S104)、仕上げ加工(S105)、品質検査(S106)を行うことによりヘッド部の上面及び下面の面加工、ネジ部の形成などが行われることによりピストンロッドが完成する。
(もっと読む)
γチタン−アルミニウム−母合金から鍛造片を製造する方法

【課題】γチタン−アルミニウム−母合金から鍛造片を製造する方法において、チタン−アルミナイド材料の困難で費用のかかる処理を改善する。
【解決手段】円柱状又は棒状原材料が、1つ又は複数の段階で、形成すべき鍛造片が体積集中を示す個所において、通電又は誘導により、断面にわたって1150°より高い温度に加熱され、力の作用により変形特に据込み鍛造変形されこうして長さ範囲にわたって異なる断面積を持つ鍛造素材が製造され、この素材が1つ又は複数の後続段階で、変形温度への加熱後特に鍛造型において最終変形される。
(もっと読む)
鍛造金型及び鍛造方法
【課題】
粉末冶金方で造られたビレット(40)を用いて発電用ガスタービンエンジンのタービンディスクなどの大型鍛造品の製造に適した鍛造金型(10)及び方法を提供する。
【解決手段】
鍛造金型(10)は、バックプレート(12)と、バックプレート(12)の表面の領域(16)の回りに放射状のパターンで配置されたセグメント(14)とを含む。各セグメント(14)は、バックプレート(12)に面した背面(20)と、バックプレート(12)と反対側に境界面(18)を有しており、境界面(18)は鍛造時にビレット(40)と係合する。セグメント(14)は、バックプレート(12)に対して半径方向に移動できるようにバックプレート(12)の表面と物理的に連結する。
(もっと読む)
線材のチャック装置及び圧造機
【課題】作動速度の高速化が達成される線材のチャック装置及びこのチャック装置を備え、生産性の向上を図ることができる線材の圧造機を提供する。
【解決手段】圧造機に組み込まれたチャック装置は、回転自在に支持された一対のチャック円筒(52L,52R)と、これらチャック円筒(52L,52R)の外周面にそれぞれ形成され、移送経路2を挟んで対向したとき、線材Aの挟持通路を形成する一対のチャック溝と、一方のチャック円筒(52R)を他方のチャック円筒(52L)に向けて押圧し、挟持通路内の線材Aを一対のチャック溝間にて締め付けるチャックシリンダ(54)と、一対のチャック円筒(52L,52R)を互いに逆向きに回転させ、チャック溝間の線材Aを挟持通路から解放させる回転装置(80)とを備える。
(もっと読む)
エンジンバルブの製造方法及び鍛縮装置
【課題】棒状ワークから成形される第1次中間体の軸真直度を保ち、最終製造されるエンジンバルブの形状精度を確保すること。
【解決手段】エンジンバルブの製造方法は、棒状素材を切断して一定寸法の棒状ワーク6を形成する第1工程(素材切断)と、棒状ワーク6の一端部を加熱しながら鍛縮加工することで団子状の拡径部7aを有する第1次中間体7を成形する第2工程(アップセット)と、第1次中間体7を鍛造によりエンジンバルブに近い原形状を有する第2次中間体8を成形する第3工程(鍛造)と、第2次中間体8を最終的なエンジンバルブ1とするために最終処理加工する第4工程(焼鈍、歪取、前加工、表面処理及び後加工)とを備える。特に、第2工程の鍛縮加工では、棒状ワーク6を所定隙間を介して保持体により保持しながら加圧子により金型へ向けて軸方向へ加圧するようになっている。
(もっと読む)
金属板の増厚加工方法及び金属板の増厚加工機
【課題】金属板の外縁部において、内側の広い範囲に渡って板厚を増加させることができる金属板の増厚加工方法及び増厚加工機を提供する。
【解決手段】金属板Wの板厚を塑性加工によって増加させる金属板Wの増厚加工方法であって、金属板Wの外縁部を内方に押圧して据え込み加工することで、外縁部の厚さを増加させる据込工程と、据込工程にて厚さが増加した外縁部の材料を金属板Wの内方に向かって伸展させる伸展工程とを備える。また、内側部分に比して外縁部が厚く形成された金属板Wを支持して回転させる支持台20と、金属板Wの外縁部の厚さよりも小さな寸法の間隙が設けられた伸展型51,52を有し、支持台20に支持されて回転する金属板Wの外縁部を外側から内側に向かって間隙52,62に押入して、外縁部の全周に渡って材料を金属板Wの内方に伸展させる伸展装置50,60とを備える。
(もっと読む)
1 - 6 / 6
[ Back to top ]