
Fターム[4E087EA34]の内容
Fターム[4E087EA34]に分類される特許
1 - 5 / 5
大きな軸受け座を備えたねじ山付きスピンドルの製作方法
【課題】大きな軸受け座若しくは大きな駆動ピン等を備えた、特に転造されたねじ山付きスピンドルを用意するために、より廉価な方法を提供する。
【解決手段】ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられた、長手方向に延在する鋼製の素材を準備し、素材の第1の長手方向範囲を加熱し、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
(もっと読む)
船舶用スラスト軸の水平式鍛造装置
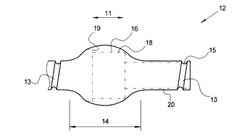
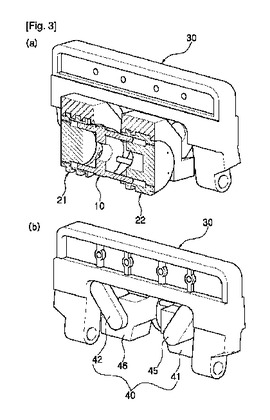
本発明は、船舶用軸系装置のスラスト軸を製作するための鍛造装置に関し、1回の加圧工程により2箇所のフランジを有するスラスト軸を簡単に形成し、垂直加圧力を2つの水平加圧力へ均等に分配して所定間隔離間した2箇所のフランジ成形物に対する品質精密度を一層向上させることができる船舶用スラスト軸の水平式鍛造装置を提供すること課題とする。
本発明による船舶用スラスト軸の水平式鍛造装置は、ビレットが貫通する装入孔が形成されたリング状金型と、中央に配置された前記リング状金型に向かって対向して近接移動し、相互対向する面に前記装入孔に対応する装入溝、及びフランジ成形のための成形空間が形成された左右スライド金型と、前記左右スライド金型を移動させる垂直加圧金型と、前記垂直加圧金型の垂直加圧力を前記左右スライド金型の水平移動へ切り替える動力伝達手段と、を有する。
 (もっと読む)
(もっと読む)
竪型プレスの鍛造装置

【課題】竪型プレスの上下方向押圧力を水平方向押圧力に変換する際のエネルギー効率を高く維持しつつ必要な鍛造ストロークや鍛造圧を確保する。
【解決手段】垂直姿勢に配設されて竪型プレスの圧下力を受けるラムシリンダ31と、水平姿勢に配設されて作動液流路35の他端に連通し、作動液の液圧を受けてワークWを鍛造するラムシリンダ32とを備える。ハウジング1内に、ラムシリンダ31を垂直姿勢で上下動可能に保持するシリンダ室34と、ラムシリンダ32を水平姿勢で水平動可能に保持するシリンダ室33と、ラムシリンダ32との間でワークWの両端を挟持するワーク支持部12と、ワークWを挿置する鍛造金型2を収納する収納空間13とを設けるとともに、作動液流路35をシリンダ室33,34の間に設ける。
(もっと読む)
貫通穴を備える成形部品の製造方法
貫通穴を備える成形部品を製造するために、棒状部材(R)は、固定ガイド(3)を通って、その長手方向に延びる方向に所定の長さまで前進されて、成形ダイ(4)に入り、それからその外周に係合するクランプ配列機構(2)によって固定される。棒状部材(R)の端部は、スエージング工具(5)によって軸方向にスエージングされ、それからディスク(S)を形成し、そのディスク(S)の外周は、成形ダイ(4)によって画定される。ディスク(S)は、ディッシング工具(6)によって軸方向に穿設され、その衝撃と同時に押し出され、押し出された部材は、ディッシング工具(6)と成形ダイ(4)の内周壁に流れる。成形ダイ(4)に配置された成形部品は、棒状部材(R)の残りに対して同軸上に回転され、そしてねじりせん断によって棒状部材の残りと分離される。  (もっと読む)
(もっと読む)
横型鍛造機における幅薄品のアプセット時の保持安定化装置
【課題】 横型鍛造機において、幅薄品の被加工材をダイとポンチ間に安定して保持して偏芯することなく据込みアプセットして製品外径にバリや欠肉や偏肉による精度不良のない製品を得る装置を提供する。
【解決手段】 幅薄品の被加工材15をダイ13に挿入するアプセット成型工程の初期段階において、ポンチ11の先端部の先行ピン12を弾撥バネ12aを背面部に有するポンチ11の軸心部へ収納構造とすることにより、被加工材15を該収納構造のポンチ11の先端部の先行ピン12とダイ13の側の軸心部に配設のノックアウトピン14の両者で挟持して正しい姿勢に保持し、この姿勢状態で搬送してダイ13に当接して設置した後、ポンチ11により被加工材15をアプセット成型して据込みして底部付きリング体17に成型する。
(もっと読む)
1 - 5 / 5
[ Back to top ]