
Fターム[4E090GA06]の内容
プレス機械の駆動及びプレスライン (3,037) | 同期 (98) | 同期制御(回路) (17)
Fターム[4E090GA06]に分類される特許
1 - 17 / 17
サーボトランスファプレスシステム
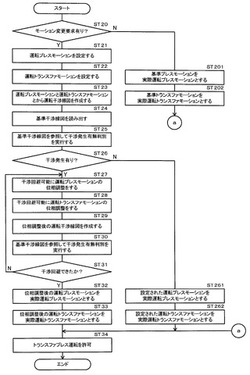
【課題】干渉回避ができかつ操作性の優れたサーボトランスファプレスシステムを提供する。
【解決手段】マスター位相信号に同期させたプレス用個別位相信号およびトランスファ用個別位相信号を生成可能で、プレス用個別位相信号に基づく基準プレスモーションでプレス運転可能かつトランスファ用個別位相信号に基づく基準トランスファモーションでトランスファ運転可能に形成され、基準干渉線図作成手段と基準干渉線図記憶手段と運転干渉線図作成手段と干渉発生有無比較判別手段と個別位相信号相対関係調整手段とを設け、モーション変更に対して自動的なモーション間位相調整を行うことで干渉がないトランスファプレス運転ができる。
(もっと読む)
タンデムプレスライン

【課題】プレス速度が高速から低速に切り換えられた場合でも加工精度を維持できるようにする。
【解決手段】高速側ラインマスター制御信号Smhから低速側ラインマスター制御信号Smlに切換えられた場合に各プレスを同期高速プレス制御から同期低速プレス制御に切換える。そして、スライド位置が加工領域内にあると判別されたプレスでは、少なくともスライド位置が加工領域内にある間は同期低速プレス制御から低速側ラインマスター制御信号Smlに同期しない非同期高速プレス個別制御信号Sphnに基づく非同期高速プレス制御に切換え可能でかつプレス再同期化ポイントに到達したことを条件に非同期高速プレス制御から同期低速プレス制御に再切換え可能に形成されている。
(もっと読む)
サーボプレスシステム
【課題】高い生産性と確実な干渉回避を担保した円滑運転ができるようにする。
【解決手段】第1搬送運転指令情報生成手段28と、第2搬送運転指令情報生成手段25と、反転領域内動作判別手段34と、搬送運転指令情報切替出力手段46とを設け、振り子モーションでのプレス運転中に、プレス構成要素の現在動作状態が運動方向反転領域内での動作状態でないと判別された場合はプレス構成要素の機械的動作状態に依存して生成された第1搬送運転指令情報を利用し、運動方向反転領域内での動作状態であると判別されたときにはそれに依存せずに生成されかつ連続性が担保された第2搬送運転指令情報を利用して、サーボ搬送装置50を搬送運転可能に形成されている。
(もっと読む)
スライド駆動機構
【課題】位置ループゲインを従来より高く設定して高速化可能なスライド駆動機構を提供する。
【解決手段】本発明のスライド駆動機構90は、1対のクランクシャフト40,40を同一回転軸上に並べて備え、それらクランクシャフト40,40とスライダ16との間が1対のコネクティングロッド20,20で連結されている。そして、サーボモータ30,30により、1対のクランクシャフト40,40を同一軸方向から見て相互に逆向きに回転駆動して、スライダ16の直動位置をフィードバック制御している。この構成により、スライダ16の両側部が1対の直動ガイド12,12に押し付けられた状態を維持されて直動することになり、サーボモータ30を制御するための位置ループゲインを高く設定することができる。
(もっと読む)
サーボプレス設備とその制御方法
【課題】サーボプレス装置と搬送装置をマスター信号に同期させるように構成されたサーボプレス設備において、停電発生時にサーボプレス装置と搬送装置の間での機械的干渉を回避する手段を提供する。
【解決手段】サーボプレス装置100と搬送装置200,300をマスター信号1に同期させるように構成されたサーボプレス設備10において、メインモータアンプと搬送装置用モータアンプにおいて回生電力の相互供給が可能な構成としておく。停電検出器3により外部電源70の停電を検出した場合には、マスター信号1の変化レートを低下させてゼロにする。
(もっと読む)
プレス角度制御装置、プレス機械設備およびプレス角度制御方法
【課題】プレス負荷の変化による生じるプレス角度制御の誤差を小さく抑えることができるとともに、あるプレス機械のプレス負荷変動による影響が他のプレス機械に伝播することを回避できる技術を提供する。
【解決手段】プレス角度基準値を出力する基準値出力装置25と、各プレス機械毎に設けられるプレス角度検出装置27、速度指令装置29および駆動装置31と、を備える。各プレス角度検出装置27は、対応するプレス機械のプレス角度を検出してプレス角度検出値を出力する。各速度指令装置39は、プレス角度基準値とプレス角度検出値とに基づいて、対応するプレス機械のモータに対する指令速度値を出力する。各駆動装置31は、指令速度値に基づいて対応するプレス機械のモータ速度を制御する。各プレス機械毎に、プレス角度基準値とプレス角度との差が一定範囲内に収まるように、プレス角度基準値または指令速度値を補正する補正装置33が設けられる。
(もっと読む)
プレスラインの運転制御方法
【課題】複数のプレスと、複数のプレス間でワークを搬送するために設けられた複数の搬送装置からなるプレスラインで、各装置で夫々の機械仕様が異なり、また複数からなる各プレス工程で対象ワークを最適に成形するために必要とされるプレス運転条件が夫々のプレス工程で異なる複雑なプレスラインにおいても、オペレータの煩雑な設定入力作業や運転準備のために行う確認作業の負担を軽減するとともに、運転中のプレスラインの生産効率も大幅に高めることができるプレスラインの運転制御方法を提供する。
【解決手段】上位コントローラが複数のプレスと複数の搬送装置の動作が最適になるプレス用モーションパラメータ109と、搬送用モーションパラメータ108と位相信号112とを自動生成し、複数のプレスと複数の搬送装置を制御する。
(もっと読む)
プレストランスファー装置
【課題】迅速、且つ確実に搬送することができるプレストランスファー装置を提供する。
【解決手段】重畳された一対のフィードバーとクランプバーの後端側に連結されるクランク機構とクランク機構の回転角度を制御する一対のサーボモータを備え、供給ワークを把持して各金型に搬送する複数のクランプハンドH1〜H3がクランプバーに一定間隔毎に連設され、クランプバーから一方側に延出した把持爪と、クランプバー上面のハウジング内に収容され把持爪の開閉動作と延出方向の進退移動動作を行う爪開閉機構と、この爪開閉機構と係合しクランプバーの搬送方向と直交してハウジングの外部へ延出する作動軸DSと、クランプバー他方側面にオフセットして並設される作動フレーム24に連結される作動軸DSをフィードバーとクランプバーの相対的な往復直進移動を変換機構14a,14bにより進退移動する作動フレーム24とから構成されている。
(もっと読む)
タンデムプレスシステム
【課題】ワーク搬送速度が早く生産性の高いタンデムプレスシステムを提供する。
【解決手段】プレス間に設けるワーク搬送装置10を、第1,2,3の回動軸18,28,38を中心に回動可能に装着された第1,2,3のアーム21,31,41と、第3のアーム41の先端側に設けられかつワークの吸着手段と、第3のアーム側の第4の回動軸48を利用して吸着手段51の姿勢を調整可能な姿勢調整手段を具備し、第1のアーム21を作業床面71の下方に配設した第1の回動軸18を中心に回動させかつ第2のアーム31を第2の回動軸28を中心に回動させるとともに第3のアーム41を第3の回動軸38を中心に回動させつつ、吸着手段51をプレス加工領域内に移動可能でかつ吸着手段の姿勢を調整可能に形成した。
(もっと読む)
モータ制御装置
【課題】基準信号が異常状態になっても、移動体を直ちに停止させないで目標の位置まで滑らかに、かつ安全に動作させることができるモータ制御装置を提供する。
【解決手段】ライン基準位置指令器44は、基準信号に基づく経過時間に対する位置の指令信号であるライン基準位置指令を設定し、異常検出器82は、ライン基準位置指令またはライン基準速度指令が異常であるとき、異常信号を出力する。擬似ライン基準位置指令発生器49は、異常発生前のライン基準位置指令に基づいて推測した擬似ライン基準位置指令を出力する。第1の切替器50は、異常が無い場合にライン基準指令信号を出力し、異常が有る場合に疑似ライン基準位置指令を出力する。
(もっと読む)
複数シリンダ式プレスの速度調整装置
【課題】 同一規格の複数の油圧シリンダの動作速度の同期同調を確実に行って、プレス部材の平行移動が行える複数シリンダ式プレスの速度調整装置を提供する。
【解決手段】 併置した複数のシリンダ4〜7にて可動熱盤2を同時に平行移動させる複数シリンダ式プレスの速度調整装置において、前記各シリンダ4〜7を両ロッド形式に構成するとともに、上流段と下流段に隣接するこれらシリンダ同士の圧油供給側と圧油排出側(5Aと4B、6Aと5B、7Aと6B)とを接続したことにより、複数の油圧シリンダ4〜7の動作速度を同期させて可動熱盤2を加圧方向のみならず離型方向にも確実かつ迅速に平行移動させることが可能となるばかりでなく、同一規格のシリンダを採用しても、同期動作のための隣接するシリンダ同士の圧油供給側と圧油排出側との受圧面積を容易に等しくできる。
(もっと読む)
タンデムプレスライン、タンデムプレスラインの運転制御方法及びタンデムプレスラインのワーク搬送装置
【課題】
プレス成形の生産効率を向上させると共に、メンテナンスコストおよびメンテナンス頻度を低減させる。
【解決手段】
第1プレス2のプレス角度と、第2プレス3のプレス角度の角度差が一定となるように、第2プレス3のメインモータ61の回転速度が制御される。また、第1プレス2からのワークの搬出の際には、第1プレス2プレス角度に基づきワーク搬送装置10が制御される。第2プレス3へのワークの搬入の際には、第2プレス3のプレス角度に基づきワーク搬送装置10が制御される。更に、ワークの搬送の際には、ワーク搬送装置を制御する搬送装置制御部31からの信号に基づきワーク搬送装置10が制御される。
(もっと読む)
プレス及び搬送装置の運転制御方法
【課題】
ワークの搬送を確実に行えるとともに、制御を簡単にでき、かつ生産性を大幅に向上させることができるプレスの運転制御方法を提供すること。
【解決手段】
トランスファプレスを連続運転するにあたっては、各スライドの下死点到達タイミングを上流側から下流側に順次位相差Pを設けて遅らせる。これにより、各フィードユニットの駆動スピードを上げることなく、各スライドのモーションのサイクルタイムC1やフィードユニットの待機時間w1を従来に比して短縮でき、ワーク搬送に何ら影響を及ぼさずに生産性を向上させることができる。
(もっと読む)
タンデムプレスライン、タンデムプレスラインの運転制御方法及びタンデムプレスラインのワーク搬送装置
第1プレス2のプレス角度と、第2プレス3のプレス角度の角度差が一定となるように、第2プレス3のメインモータ61の回転速度が制御される。また、第1プレス2からのワークの搬出の際には、第1プレス2プレス角度に基づきワーク搬送装置10が制御される。第2プレス3へのワークの搬入の際には、第2プレス3のプレス角度に基づきワーク搬送装置10が制御される。更に、ワークの搬送の際には、ワーク搬送装置を制御する搬送装置制御部31からの信号に基づきワーク搬送装置10が制御される。こうすることでプレス成形の生産効率を向上させると共に、メンテナンスコストおよびメンテナンス頻度を低減させる。  (もっと読む)
(もっと読む)
サーボプレス機、サーボプレス機の制御装置
【課題】 従来のサーボプレス機は、シリンダ自体の高速駆動が出来ない、また、シリンダの動作とプレスの上下動作の同期が取れない、シリンダの故障が多く発生する等の問題点があった。
【解決手段】 この発明のサーボプレス機は、装置架台に支持されたベースプレート、該ベースプレート下面には少なくとも複数の金型上下駆動用サーボモータを設け、かつ該ベースプレート上面には支柱およびプレス装置天板に支持された重力保障シリンダにより懸架された金型を上下させるプレス可動部を設けたプレス装置において、前記プレス可動部に駆動用サーボモータ又はステッピングモータ等の駆動用モータより成る金型高速化機構を備え、前記金型上下駆動用サーボモータおよび金型高速化機構のサーボアンプを電気的に接続して高速同期制御する制御部を設けた構成のサーボプレス機。
(もっと読む)
プレス間同期制御装置
【課題】いずれのサーボプレスに遅れや進みが生じても互いに同期させることができ、かつプレスラインの生産速度を良好に維持できるプレス間同期制御装置の提供。
【解決手段】プレス間同期制御装置を、スライドのモーションプログラムを入力する入力設定手段9と、各サーボプレスのモーションを時間軸上に割り付けた進捗テーブルを作成する進捗テーブ作成手段11と、各サーボプレスのモーションの1周期に対する運転時の各スライドの進み具合を進捗値として演算する進捗値演算手段12と、各サーボプレスの進捗度合いを判断するための基準値を生成する基準値生成手段13と、基準値と各サーボプレスの進捗値とを比較する比較手段14と、比較の結果に基づいて各サーボプレスのスライド駆動用の指令値を生成する指令値生成手段15とを備えて構成した。
(もっと読む)
トランスファフィーダ
【課題】 設置面積が小さく、レイアウト計画の容易なトランスファープレス用トランスファフィーダを提供しようとする。
【解決手段】
従来のトランスファープレス用トランスファフィーダにかわって、ワークを保持可能な複数のパネル保持機構と、そのパネル保持機構を支持する左右一対のフィードバーと、そのフィードバーを前後方向に移動させうる複数対のフィード駆動機構と、そのフィードバーを上下方向に移動させうるリフト駆動機構とを備え、フィード駆動機構とリフト駆動機構とが同期して所定の軌跡を描くようにフィードバーを移動させ、その複数対のフィード駆動機構が各々リニアモータを有するものとした。
(もっと読む)
1 - 17 / 17
[ Back to top ]