
Fターム[4E094AA02]の内容
鋳型の造型装置 (593) | 造型機(型込機、芯取機) (260) | 鋳型用(枠有鋳型) (51) | 無枠用(枠なし、抜き枠) (29)
Fターム[4E094AA02]の下位に属するFターム
縦型無枠(垂直スタックモールド) (3)
多段式(マルチステーション)
Fターム[4E094AA02]に分類される特許
21 - 26 / 26
鋳型造型装置の遠隔監視システム
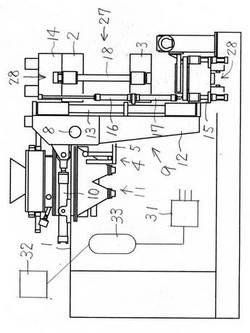
【課題】鋳枠無し上・下鋳型造型装置の駆動手段や構成要素の動作を遠隔地からでも適確に監視することができる鋳型造型装置の遠隔監視システムを提供する。
【解決手段】鋳型造型装置の遠隔監視システムにおいて、鋳型造型装置の駆動手段および構成要素に装着されて駆動手段および構成要素に関連する各種の属性の大きさを測定する各種のセンサと、これら各種のセンサによる測定値を通信回線上に送信する送信手段31と、この送信手段31から通信回線33を介して送信された各種のセンサの測定値を分析しかつ分析結果を表示する監視ツール32と、を具備したことを特徴とする。
(もっと読む)
鋳枠無し上・下鋳型の造型方法

【課題】側壁に砂吹込み口をそれぞれ有する1対の上・下鋳枠とマッチプレートと上・下スクイズ手段とによって上・下2個の造型空間を画成して、垂直状態の造型空間に鋳物砂を吹き込み、その後、水平状態の造型空間内から鋳型を抜き出すように構成した鋳枠無し上・下鋳型の造型装置を用いて、重ね合せられた鋳枠無しの上・下鋳型を造型する方法において、所要の硬度を有する鋳型を容易にして確実に得ることができるようにする。
【解決手段】砂吹込み口から造型空間に鋳物砂を吹き込み充填したのち上・下スクイズ手段を所望距離後退させて造型空間を広くする工程と、広くした造型空間に砂吹込み口から鋳物砂を再び吹き込み充填したのち上・下スクイズ手段をそれぞれ前進させて造型空間内の鋳物砂をそれぞれスクイズする工程と、を含むことを特徴とする。
(もっと読む)
鋳枠無し上・下鋳型の造型装置におけるマッチプレートの交換方法
【課題】マッチプレートを容易に交換できるようにした鋳枠無し上・下鋳型の造型装置におけるマッチプレートの交換方法を提供する。
【解決手段】垂直状態のある1対の上・下鋳枠に造型装置の既存のマッチプレートを移し替え、かつ、水平状態の他の1対の上・下鋳枠に新規のマッチプレートを係止させる第1工程と、第1工程における垂直状態にある1対の上・下鋳枠およびマッチプレートを水平状態に、かつ、水平状態にある1対の上・下鋳枠およびマッチプレートを垂直状態にそれぞれ旋回移動させる第2工程と、第2工程によって垂直状態になったマッチプレートを上・下鋳型装置に移し替え、かつ、水平状態になったマッチプレートを上・下鋳型装置から搬出する第3工程と、を含むことを特徴とする。
(もっと読む)
上・下鋳型の上・下鋳枠からの抜出し装置
【課題】重ね合わせられかつ水平状態にある上・下鋳型内在の1対の上・下鋳枠から前記上・下鋳型を抜き出す装置において、上・下鋳型の上・下鋳枠からの抜出し装置における高さを可及的に低くする。
【解決手段】昇降手段22を介して昇降可能に配設された下昇降テーブル21と、下昇降テーブル21の上面に昇降手段20を介し昇降可能にして装着された鋳型受け部材19と、
鋳型受け部材19の所要の間隔をおいた真上位置に昇降手段26を介し昇降可能にして配設された上昇降テーブル23と、上昇降テーブル23の下面に昇降手段24を介し昇降可能にして装着された鋳型押出し部材23と、を具備したことを特徴とする。
(もっと読む)
造型機のための鋳枠ユニット及びそれを用いた造型方法
内側に鋳物砂を保持するための鋳枠であって、鋳型の変形や型ずれを防止する鋳枠を開示する。上部鋳枠104と下部鋳枠105との各々は、鋳型が造型される開口を規定し、且つこの開口内へ鋳物砂を供給する少なくとも1つの供給口101を有する本体を含む。この本体には、その開口を挟んで対向し、各々が貫通孔を有する1対のフランジ102が外側へ延出している。枠部材には、鋳枠の外部のアクチュエータからの力が鋳枠へ伝わるように、そのアクチュエータと係合可能な係合部材を設けてある。模型定盤107を挟んで対向する上部鋳枠104と下部鋳枠105とは、それらの貫通孔に一対の連結棹106を嵌め込むことにより一体的に連結されて、鋳枠ユニットを形成する。 (もっと読む)
鋳枠無し上・下鋳型の造型方法、その装置及びマッチプレートの交換方法
高品質の鋳枠無し上・下鋳型を効率よく造型することができる方法、装置を提供するものである。
側壁に砂吹込み口をそれぞれ有する水平状態の1対の上・下鋳枠によってマッチプレートを挟持する。1対の上・下鋳枠におけるマッチプレートの無いそれぞれの開口部に上・下スクイズ手段をそれぞれ挿入して上・下2個の造型空間を画成し、1対の上・下鋳枠およびマッチプレートを垂直状態にするとともに砂吹込み口を上方に移動させる。砂吹込み口から上・下2個の造型空間に鋳物砂を吹き込み充填する。1対の上・下鋳枠およびマッチプレートを水平状態に戻しながら上・下スクイズ手段をさらに進入して上・下2個の造型空間内の鋳物砂をそれぞれスクイズする。鋳型内在の1対の上・下鋳枠をマッチプレートから分離した後、マッチプレートを1対の上・下鋳枠の間から搬出する。以上の工程を行っている間に先行して造型した鋳型に必要なら中子をセットした後鋳型内在の1対の上・下鋳枠を重ね合せる。重ね合せた鋳型内在の1対の上・下鋳枠から鋳型を抜き出す。
(もっと読む)
21 - 26 / 26
[ Back to top ]