
Fターム[4E094CC13]の内容
鋳型の造型装置 (593) | 造型機以外の造型設備 (164) | 装置(機械) (131) | 砂入れ機(砂投入機) (9) | 固定式 (6)
Fターム[4E094CC13]に分類される特許
1 - 6 / 6
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
鋳型造型装置及び鋳型造型方法

【課題】砂ホッパの内壁面への砂付着を防止することができると共に装置の構造をシンプルにすることができる鋳型造型装置及び鋳型造型方法を提供する。
【解決手段】パターンキャリア9に載置されたパターンプレート10、鋳枠及び盛枠17により形成された造型空間に、砂充填手段22により鋳物砂を充填した後、該造型空間に充填された鋳物砂をスクイズ手段20によりスクイズして鋳型を造型する鋳型造型装置であって、前記砂充填手段が、前記鋳枠及び盛枠の上方に配設されると共に内部に前記鋳物砂を貯留する砂ホッパと、該砂ホッパの内部に配設された開閉式のルーバーゲートと、前記砂ホッパの上部に配設されると共に前記砂ホッパ内へ前記鋳物砂を供給するための開口部である砂供給口を開閉させる砂供給口開閉手段と、前記砂ホッパの内面に取り付けられたエヤー噴出チャンバーと、を具備する。
(もっと読む)
減圧鋳型造型鋳造ライン
【課題】 各工程を行う位置への吸引ボックスや鋳枠の搬送を自動化して、運転時の低コスト化及び高効率化を実現する減圧鋳型造型鋳造ラインを提供する。
【解決手段】 模型を有した吸引ボックスを搬送する第1の搬送ラインL1と、吸引ボックスに積載された鋳枠を搬送する第2の搬送ラインL2と、模型を有した吸引ボックスを搬送する第3の搬送ラインL3とにより周状に形成されたメイン循環ラインLMを備え、さらに上下鋳型を搬送する第4の搬送ラインL4と、冷却エリアからの上下鋳型を搬送する第5の搬送ラインL5と、バラシ後の空の鋳枠を導く鋳枠搬送ラインL6と、空の鋳枠と共に導かれた定盤を枠合わせ位置S9に導く定盤搬送ラインL7とを備え、ウォーキングビームコンベアWB、トラバーサTR等により、各搬送ラインを構成した。
(もっと読む)
抜枠鋳型造型方法及び抜枠鋳型造型装置
【課題】 中子入れが多い場合にもサイクルタイムを短縮してより効率的な造型を行うことができる抜枠鋳型造型方法及び抜枠鋳型造型装置を提供する。
【解決手段】 それぞれ上鋳枠2及び下鋳枠3からなる4対の上下鋳枠4と、該4対の上下鋳枠を旋回して、造型ステーション、第1の中子ステーション、第2の中子ステーション、鋳型抜き出しステーションからなる4つのステーション内に移動させる鋳枠旋回機構5と、マッチプレート6と、一対のスクイズプレート7,8と、サンドタンク9と、上造型空間及び下造型空間を形成した上下鋳枠を回動して、前記砂導入口が前記一対の砂導入ノズルから砂充填可能となるように位置させる回動機構10と、スクイズ機構11と、上下鋳枠移動機構14と、抜き出し機構15とを備える。
(もっと読む)
無枠鋳型造型機
【課題】マッチプレートの模型面側の鋳物砂を充分に圧縮する無枠鋳型造型機を提供する。
【解決手段】マッチプレート1と、該マッチプレート1の両側に入出自在に設けられた一対の鋳枠4a、4bと、各鋳枠4a、4bの開口部の外側に設けられると共に鋳枠4a、4b内に嵌入自在に構成されたスクイズ板6a、6bと、前記鋳枠4a、4b内に鋳物砂を供給する鋳物砂供給装置と、を具備する無枠鋳型造型機において、前記マッチプレート1は、一対の模型板1a、1bを有するとともにスクイズ手段2を内蔵している。
(もっと読む)
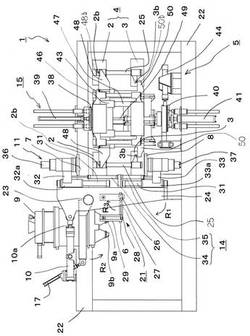
鋳枠無し上・下鋳型の造型方法、その装置及びマッチプレートの交換方法
高品質の鋳枠無し上・下鋳型を効率よく造型することができる方法、装置を提供するものである。
側壁に砂吹込み口をそれぞれ有する水平状態の1対の上・下鋳枠によってマッチプレートを挟持する。1対の上・下鋳枠におけるマッチプレートの無いそれぞれの開口部に上・下スクイズ手段をそれぞれ挿入して上・下2個の造型空間を画成し、1対の上・下鋳枠およびマッチプレートを垂直状態にするとともに砂吹込み口を上方に移動させる。砂吹込み口から上・下2個の造型空間に鋳物砂を吹き込み充填する。1対の上・下鋳枠およびマッチプレートを水平状態に戻しながら上・下スクイズ手段をさらに進入して上・下2個の造型空間内の鋳物砂をそれぞれスクイズする。鋳型内在の1対の上・下鋳枠をマッチプレートから分離した後、マッチプレートを1対の上・下鋳枠の間から搬出する。以上の工程を行っている間に先行して造型した鋳型に必要なら中子をセットした後鋳型内在の1対の上・下鋳枠を重ね合せる。重ね合せた鋳型内在の1対の上・下鋳枠から鋳型を抜き出す。
(もっと読む)
1 - 6 / 6
[ Back to top ]