
Fターム[4E094EE11]の内容
Fターム[4E094EE11]に分類される特許
1 - 7 / 7
金型清掃工具及び金型清掃方法
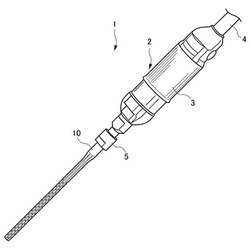
【課題】鋳造金型の形状に拘わらず、焼付きの剥離清掃を容易にする金型清掃工具を提供すること。
【解決手段】金型清掃工具10は、グラインダ2に取り付け回転させて鋳造金型50の焼付き60を除去する金型清掃工具であって、グラインダ2に取り付けられる取り付け部11と、この取り付け部11から延びる直線形状の棒状体である本体部12と、この本体部12から本体部12の軸方向に直交する方向に突出し、軸方向に沿って形成された複数の凸部13a、複数の凸部14a、複数の凸部15a、複数の凸部16a、複数の凸部17a、複数の凸部18aとを備えた。
(もっと読む)
シェルモールド造型方法及びシェルモールド造型機

【課題】シェルモールド造形においてサイクルタイム、特にサイクルタイムから焼成工程の時間を除いたドライサイクルタイムを短縮することにある。またシェルモールド造型機1の構成を単純化することにある。
【解決手段】移動金型4を取出位置4dから分離位置4cに戻す工程の間に、キャビティ面3a、4aに圧縮空気を吹き付けて清掃するシェルモールド造形方法とする。また取出位置4dから分離位置4cに戻る移動金型4と共に移動しながら、固定金型3のキャビティ面3aに対して圧縮空気を吹き付ける移動ノズル8、及び、取出位置4dから分離位置4cに戻る間の、移動金型4のキャビティ面4aに対して圧縮空気を吹き付ける固定ノズル7、を設けてなるシェルモールド造型機1とする。
(もっと読む)
重錘の上・下両面の清掃装置
【課題】重錘の上・下面に付着した付着物を適確に除去し清掃することができる装置を提供する。
【解決手段】第2移送手段2側における所要の高さ位置に配設されて吊り上げ手段10によって吊り上げられた重錘9の上面を掻く第1スクレーパ14をそのピストンロッドの先端に装着した横向きのシリンダ15と、第1移送手段3と第2移送手段2の間に配設されて第1スクレーパ14によって掻き取られた重錘の付着物を回収する付着物回収手段16と、付着物回収手段に装着されて搬送手段11によって搬送される重錘の付着物を付着物回収手段に掻き落とす第2スクレーパ17と、を備えて、シリンダの伸長作動により第1スクレーパを第2移送手段側から第1移送手段側に移動させて、吊り上げ手段によって吊り上げられた重錘の上面を掻き、続いて、吊り上げ手段を搬送手段によって第1移送手段側へ搬送して、吊り上げ手段で吊上げの重錘の上面を第1スクレーパによって再び掻くとともに重錘の下面を第2スクレーパによって掻くことを特徴とする。
(もっと読む)
エアブロー装置
【課題】金型上に中子を載置した後に、金型上及び中子上の砂を効果的に除去することが可能なエアブロー装置を提供する。
【解決手段】下型100のキャビティ101とキャビティ101の上に設置された中子Nとにガスを吹き付けるエアブロー装置1であって、中子Nの上方に互いに間隔を空けて配列され、中子Nに設けられた隙間76から露出するキャビティ101に向かってガスを吐出する複数の第1ノズル4と、中子Nの上方であって第1ノズル4の配列を挟んで両側に配置され、中子Nに向かってガスを吐出する移動自在な一対の第2ノズル5と、を備え、第2ノズル5は、第1ノズル4の配列方向よりも前記配列と交差する方向に幅広に形成された吐出口5bを有し、複数の第1ノズル4の配列方向に沿って移動する。
(もっと読む)
湯口の成形清掃装置
【課題】生砂上鋳型の任意の位置に成形される湯口に対してエアブローすることができる装置を提供する。
【解決手段】見切り面を上にした生砂上鋳型1の下方に、湯口成形ドリル2を配置し、湯口成形ドリルのほぼ真上からエアブローするエアブローユニット6を設けて、生砂上鋳型に湯口を成形すると共に成形された湯口に対してエアブローする湯口の成形清掃装置において、エアブローユニットを、エアブローするエアブローノズル23と、エアブローノズルを先端に連通固着しかつ基端にゴムホース28を介して圧縮空気源を接続した管部材24と、管部材を移動自在に貫装させると共に締付け機構を介して固定可能であり水平方向へ指向する第1貫通孔とこの第1貫通孔に直交すると共に締付け機構を有する第2貫通孔とを有する保持部材25と、固定配設され保持部材の第2貫通孔を貫装させる円柱部を上部に有する支持部材26と、によって構成したことを特徴とする。
(もっと読む)
湯口の成形清掃装置
【課題】見切り面を上にした水平状態の生砂上鋳型の任意の位置に湯口を成形するとともに、成形される湯口に対してエアブローすることができる湯口の成形清掃装置を提供する。
【解決手段】見切り面を上にした水平状態の生砂上鋳型1の下方に水平および垂直方向へ移動可能に配置されて生砂上鋳型1に湯口を切削成形する湯口成形ドリル2と、湯口成形ドリル2を垂直方向へ移動させる昇降機構3と、昇降機構3および湯口成形ドリル2を水平方向へ移動させる移動機構4と、移動機構4に装着され、湯口成形ドリル2に追従して移動するとともに湯口成形ドリル2が成形した湯口に対して湯口成形ドリル2のほぼ真上からエアブローするエアブローノズル5を備えたエアブローユニット6と、を具備したことを特徴とする。
(もっと読む)
コアパケットを製造するコアパケット製造装置
【課題】エンジンブロックやシリンダヘッドの鋳造に特に使用されて最小の可能な必要スペースで完全なコアパケットの自動製造を可能にする、コアパケットを製造するためのカテゴリー設定装置を設計及びさらに改善すること。
【解決手段】この発明は、個々のコアが射出される射出ステーション(1)と、前記射出コアが受け取られ、パケットを形成するために組立ラインに移行される受け取りステーション(2)とを備える、特にエンジンブロック及びシリンダヘッドを鋳造するためのコアパケットを製造するのに使用されるコアパケット製造装置に関する。射出プレート(6)を設けたサンドストア(5)と射出ヘッド(8)とを備えた
射出キャップ(7)が、好適に2部品成形型(4)の射出ステーション(1)に対応付けられている。この発明は、幾つかの成形型(4)が、回転テーブル(9)を回転させることにより、成形型(4)を射出ステーション(1)内に共に搬入し、そして該射出ステーション(1)から射出コアと共に前記受け取りステーション(2)に移行するように、種々のコアを射出するために受け取りテーブル(9)に配置されていることを特徴とする。
(もっと読む)
1 - 7 / 7
[ Back to top ]