
Fターム[4E096KA08]の内容
Fターム[4E096KA08]に分類される特許
41 - 45 / 45
ステンレス鋼溶接用フラックス入りワイヤの製造方法及びそれにより製造されたフラックス入りワイヤ
【課題】送給性に優れ、耐欠陥性の良好な、継ぎ目を有するステンレス鋼溶接用フラックス入りワイヤの製造方法を提供する。
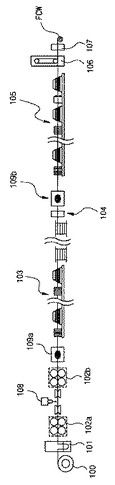
【解決手段】本発明は、継ぎ目を有する細径(0.9〜1.6mm直径)のステンレス鋼溶接用フラックス入りワイヤの製造方法に関する。本発明は、帯鋼(フープ;ステンレス鋼304L或いは316L)をU字状に成形し、混合されたフラックスをU字状に成形された帯鋼の内部に充填し(108)、継ぎ目を有した管形に成形する段階と、管形に成形したワイヤを潤滑剤を使用して1次引抜する段階(103)と、1次引抜されたワイヤの加工硬化程度を緩和させるために熱処理する段階(104)と、熱処理以後の累積減面率が38〜60%になるように2次引抜する段階(105)と、2次引抜されたワイヤ表面の残留潤滑剤を物理的方法で除去する段階(106)と、ワイヤ表面に表面処理剤を塗布する段階(107)とを有する。
(もっと読む)
伸線機

【課題】線径が10μmφ〜20μmφ程度の金属極細線の製造において、案内キャプスタンローラとのからまりによる断線や、金属細線のよじれや微細折れなどの不具合を生じさせることなく、伸線速度を200m/min以上の高速にすることができる伸線機を提供する。
【解決手段】案内キャプスタンローラ3の外側に張力補助ガイド12を設置し、金属細線11を経由させて伸線することにより、伸線中の金属細線11の張力の低下を抑制する。張力補助ガイド12は、伸線ダイス8への金属細線11の入射角が変わらないように設計することが好ましく、また、案内キャプスタンローラ3に接触する金属細線11の長さを調整できるような機構であることが好ましい。
(もっと読む)
自動車用強度部材の製造方法
【課題】 本願発明は、衝突初期の高い曲げ反力が得られ、しかも製造コストの低減と軽量化を図ることができる断面形状を有する自動車用強度部材の製造方法を提供することにある。
【解決手段】 引張強さで690MPa以上の強度を有し、且つ断面が正方形を成す角鋼管を丸鋼管から冷間引き抜きにより製造する方法において、引張強さで590MPa以上の強度を有する丸鋼管を用いて、且つ下記の(1)式に示す外周長リダクションOrが10〜40%となることを特徴とする正方断面角鋼管の製造方法。
10 ≦ Or={(L0−L)/L0}×100 ≦ 40 (1)
L0;冷間引き抜き前の丸鋼管の外周長(mm)
L ;冷間引き抜き後の角鋼管の外周長(mm)
(もっと読む)
金属線材の湿式伸線方法
【課題】 潤滑剤のエマルジョン径を大きくすることなく、冷却したエマルジョンタイプの潤滑剤を伸線部に供給する方法を提供する。
【解決手段】 金属線材13の湿式伸線を行う際に、伸線機10と、油成分をエマルジョン化して分散させた水系潤滑剤を供給するための潤滑剤タンク20との間に、補助タンク31内に冷却機32が配置された冷却手段30を設けて、上記伸線機10に供給される潤滑剤の温度を5℃〜30℃になるように冷却するとともに、上記潤滑剤タンク20内の潤滑剤の温度を35℃〜60℃に保持し、更に、上記潤滑剤が冷却手段30から伸線機10に至るまでに要する時間を3時間以内になるように設定し、上記潤滑剤が低温に保持される時間を短くして、長時間に亘ってエマルジョン径の小さな潤滑剤を伸線機に供給することができるようにした。
(もっと読む)
内面溝付管の製造装置及び製造方法
【課題】 溝付加工性等に優れる内面溝付管の製造装置を提供する。
【解決手段】 フローティングプラグ4と溝付プラグ5の間に、前記フローティングプラグ4の先に素管1aの引抜き方向に沿ってワイパー9、引抜き装置8、中間整形ダイス11を設けた内面溝付管の製造装置。素管1aの引抜き時におけるフローティングダイス2に負荷される荷重Fの最大値と最小値の差が500N以下である内面溝付管の製造方法。フローティングダイス2に取り付けられたロードセル21により、フローティングダイス2に負荷される荷重Fを検出し、素管1aを引き抜きながら前記荷重Fの経時的変化を電気信号に変換して制御部へ入力し、前記制御部は前記荷重Fの経時的変化を抑制するように引抜き装置8に信号を送信し、前記引抜き装置8が前記信号により回転トルクを制御しつつプーリ81に動力を伝達する内面溝付管の製造方法。
(もっと読む)
41 - 45 / 45
[ Back to top ]