
Fターム[4E096KA08]の内容
Fターム[4E096KA08]に分類される特許
21 - 40 / 45
高合金管の製造方法
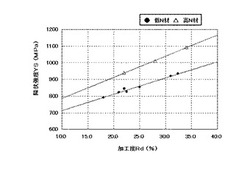
【課題】油井管に要求される耐食性だけでなく、目標とする強度をも兼ね備えた高合金管を、過度に合金成分を添加することもなく、冷間加工条件を選択することによって製造する方法を提供する。
【解決手段】質量%で、C:0.03%以下、Si:0.5%以下、Mn:0.3〜1.0%、Ni:25〜40%、Cr:20〜30%、Mo:0〜4%、Cu:0〜3%、N:0.05〜0.30%を含有し、残部がFeおよび不純物からなる化学組成を有する高合金素管を熱間加工によりあるいはさらに固溶化熱処理することにより作製した後、冷間引抜加工によって高合金管を製造する方法。
(もっと読む)
アイド針及びアイド針の製造方法

【課題】 孔明け加工が可能で、かつ、柱折れのないアイド針を提供する。
【解決手段】 本発明のアイド針1は、炭素含有量が0.1〜0.15Wt%、ニッケル含有量が8.00〜10.00Wt%、クロム含有量が17〜20Wt%、マンガン含有量が0.7Wt%以下のステンレス鋼を所望の径と形状にした素材の端部1aに、弾性を備えた一対の孔柱6、6と、これらの間に形成された弾機孔2とを有する。
(もっと読む)
フェライト系ステンレスねじ
【課題】低コストのフェライト系ステンレスを用いたねじにおいて、強度が従来のオーステナイト系ステンレスねじ(SUSXM7)と同等で、ねじ成形のための金型寿命を延長し、また、部材との色合わせのための着色処理後、その耐食性がオーステナイト系ステンレスねじのテンパー着色品よりも優れているフェライト系ステンレスねじを提供することを課題とする。
【解決手段】クロム量が16〜20重量%、炭素量が0.005〜0.02重量%および窒素量が0.005〜0.02重量%の範囲にあるフェライト系ステンレスの伸線材の引張り強さを570〜700MPaにし、ねじ転造加工後のねじの引張り強さを580〜730MPaにしたフェライト系ステンレスねじであり、また、該ねじに厚さ0.5μm以下の酸化発色処理を行う。
(もっと読む)
熱交換器用銅合金管
【課題】りん脱酸銅管における破壊圧力/引張り強さの比(Pfd/σd)を上回る破壊圧力/引張り強さの比を有し、且つ曲げ加工性及び耐熱性が優れた熱交換器用銅合金管を提供する。
【解決手段】Co:0.05乃至0.4質量%、Sn:0.05乃至1.0質量%、Zn:0.005乃至1.0質量%、Ni:0.005乃至0.2質量%、P:0.05乃至0.4質量%、S:0.005質量%以下、O:0.005質量%以下、及びH:0.0002質量%以下を含有し、残部がCu及び不可避的不純物からなる。焼鈍後の引張り強さが260N/mm2以上であり、平均結晶粒径が30μm以下であると共に、前記銅合金管の引張強さをσa1、破壊圧力をPFa1、前記銅合金管と同一外径及び肉厚のりん脱酸銅管の引張強さをσd1、破壊圧力をPFd1としたとき、PFa1/σa1>PFd1/σd1である。
(もっと読む)
高強度極細鋼線の耐撚線断線性回復方法
【課題】パテンティング後の伸線加工真歪みで3.0以上または3000MPa以上の引張強さを有し、長手方向に連続的に進行する高強度極細鋼線に対し、一方向に捻回後、元の形状に復帰または反対方向に同様に捻回する動作を、繰り返すことを特徴とする高強度極細鋼線の耐撚線断線性回復方法。
【解決手段】処理対象となる極細鋼線を繰り出すための元線ボビン1、鋼線が脱線しないよう案内するガイドローラー2を内蔵しつつ回転し、鋼線に所定の捻回を加えるツイスター3、中間リール4を基本構成とし、中間リールに適当な回数巻き付け後、次の逆回転するツイスターを通過することで、鋼線には、初めとは逆の方向の捻回が加えられる。この構成の基本単位を所定の数、および互いの位置と時間あたりの回転数および巻き取り装置の速度を調整して通過することにより、鋼線に所定の捻回が付与されるようになる。
(もっと読む)
鋼線の製造方法
【課題】鋼線の高強度化に伴う延性劣化をより効果的に抑制して、高強度と良好な延性とを兼ね備えた鋼線を得ることができる鋼線の製造方法を提供する。
【解決手段】パーライト組織を有する高炭素鋼線材を、所定の中間線径まで伸線加工して中間線材を得る前伸線工程と、中間線材に対し、パテンティング処理およびブラスめっき処理を施して最終熱処理線材を得る最終熱処理めっき工程と、最終熱処理線材を伸線加工して鋼線を得る最終伸線工程と、を含む鋼線の製造方法である。最終伸線工程により、直径Df(mm)が0.10〜0.60であって、引張り強さZ(MPa)が下記式(1)、
Z≧2250−1450logDf (1)
で表される関係を満足する鋼線を得るにあたり、最終熱処理めっき工程後、最終伸線工程前に、最終熱処理線材を、50℃〜250℃の範囲内の一定温度にて2時間〜120時間保持する。
(もっと読む)
ゴム物品用補強材の製造方法
【課題】補強材の圧延加工の工程や、補強材を束ねてゴム中に埋設する工程を要することなく、断面扁平形状の金属フィラメント束からなるゴム物品用補強材を製造することのできるゴム物品用補強材の製造方法を提供する。
【解決手段】断面円形の金属フィラメント1の2本以上が並列した断面扁平の金属フィラメント束2からなるゴム物品用補強材を製造するにあたり、2本以上の金属フィラメント1を、楕円形状、トラック状または長方形状の穴ダイス10を介して並列させて伸線加工して、全体として実質的に1本の扁平コードをなす金属フィラメント束2を得る。
(もっと読む)
内面溝付管の製造方法,製造装置及び内面溝付管
【課題】高さが高くかつリード角の大きい内面フィンを有する内面溝付管を、より生産性よく製造することができる製造方法及び製造装置を提供すること。
【解決手段】素管に対して一定方向へ引抜き力を連続的に付与し、縮経ダイスと前記素管内に挿入されたフローティングプラグとにより前記素管を縮経する縮経工程と、前記フローティングプラグへ回転自在に連結され外周面に螺旋状の平行な多数の溝.を有する溝付プラグと、当該溝付プラグ側へ押圧された状態で前記素管の外周を遊転しつつ遊星回転する複数のボール又はロールからなる転造工具とにより、前記素管内へ前記溝付プラグの溝に沿った多数のフィンを転写する転造工程とを含み、前記引抜き力を検出しながら、その検出値に基づいて前記素管に対する引抜き力を目標範囲内に収まるように制御することを最も主用な特徴としている。
(もっと読む)
耐熱ばね用合金線及びそれを用いた耐熱ばね製品
【課題】材料費の抑制を図ることを第一の目的とし、その為にFe基合金線を採用するとともに、600℃を越えるような高温環境中でも高温酸化が少なく、また安定した耐熱へたり性を得る耐熱ばね用の合金線材並びに該合金線による耐熱バネ製品を得ることを目的とする。
【解決手段】質量%で、C≦0.10、Si≦1.00、Mn≦1.00、Ni:30.0〜45.0、Cr:13.0〜18.0、Mo:0.40〜1.20、Al:1.60〜2.50、Ti:2.00〜3.00、Nb:0.50〜2.00を含み、かつNi/(1.8Al+Ti+0.5Nb)による分量(A)が3.5〜8.0、(Ti+0.5Nb)/1.8Alによる分量(B)が0.4〜1.0の条件を共に満たして残部実質的にFeと不可避不純物でなる析出硬化型のFe基合金で構成されるとともに、引張強さ900〜1300N/mm2 を有することを特徴とする耐熱ばね用合金線。
(もっと読む)
高強度高炭素鋼線およびその製造方法
【課題】鋼線の高強度化を良好な延性の下に達成する方途を与える。
【解決手段】炭素含有量が0.85〜1.10mass%の高炭素鋼線材に、所定の伸線加工量の下で前段伸線加工を施し、この前段伸線工程を経た中間線材に、引張強さを1323〜1666 MPaの範囲に調整するパテンティング処理を施したのち、最終伸線を含む後段伸線加工を施す。
(もっと読む)
分散強化銅
【課題】母材に炭化物が分散され、引張強度、伸び、導電率に優れた分散強化銅、及びその製造方法、分散強化銅からなる伸線材、この伸線材を導体に用いた自動車用ワイヤーハーネスを提供する。
【解決手段】純Cu又はCu合金と、Tiといった炭化物形成元素と、Fe-C合金といった炭素源とを混合した溶湯を炭素源の融点以上にして、炭化物形成元素と炭素源のCとを反応させて炭化物を生成する。この溶湯を撹拌して、生成した炭化物を溶湯中に均一的に分散させる。この溶湯を冷却速度100℃/sec以上で凝固することで、Cu又はCu合金からなる母材に微細な炭化物が分散した分散強化銅が得られる。このような分散強化銅からなる伸線材は、自動車用ワイヤーハーネスの電線用導体に好適に利用することができる。
(もっと読む)
高強度高弾性型ステンレス鋼及びステンレス鋼線
【課題】強度、弾性率、捻回特性、耐へたり性、及び耐食性に優れた高強度高弾性型ステンレス鋼及びこれを伸線加工することにより得られるステンレス鋼線を提供すること。
【解決手段】0.08mass%≦C≦0.35mass%、0.20mass%≦Si≦1.00mass%、0.50mass%≦Mn≦1.50mass%、7.0mass%≦Ni≦11.0mass%、12.0mass%≦Cr≦22.0mass%、0.002mass%≦N≦0.08mass%、2.0mass%≦V≦8.0mass%、を含み、残部がFe及び不可避的不純物からなり、かつ、マトリックス中にVを含む第2相粒子が分散している高強度高弾性型ステンレス鋼、及び、これを用いたステンレス鋼線。
(もっと読む)
ばね用ステンレス鋼線
【課題】コイリング特性に優れたばね用ステンレス鋼線を提供する。
【解決手段】引張強さ1500〜3000N/mm2 の高強度ステンレス鋼線を用いた芯材と、該芯材の表面を覆うニッケルメッキ層とからなるニッケル被覆鋼線であって、前記ニッケルメッキ層は、内メッキ層,外メッキ層の複数層からなる層状メッキ組織からなり、前記内メッキ層は、前記外メッキ層と前記芯材との間に介在して両者を結合し、前記芯材の径方向にのびる柱状組織をなし、前記前記外メッキ層は、伸線による冷間加工に伴う細径化により微小片に破壊され、前記外メッキ層は、該破壊された前記微小片により内メッキ層を覆うことを特徴とする。
(もっと読む)
伸線機における巻き出しトルク調整装置
【課題】伸線機において、伸線加工中の金属極細線の断線を防止して装置の稼動率の向上を図ること。
【解決手段】伸線されるべき金属極細線1を供給する巻き出しスプール2と、巻き出しスプール2から金属極細線1を巻き出す巻き出し手段7,8とを備えた伸線機において、巻き出しスプール2の回転軸に連結された出力軸を有する誘導電動機4を設け、巻き出しスプール2の回転により誘導電動機4に発生する発電制動力により、巻き出しスプール2から引き出される前記極細線1に張力をかけるようにする。
(もっと読む)
高強度PC鋼撚り線およびそれを用いたコンクリート構造物
【課題】従来よりも高強度で、かつ十分な耐疲労性を有するPC鋼撚り線およびそれを用いたコンクリート構造物を提供することである。
【解決手段】1本の中心線と6本の側線とを撚り合わせた7本撚り構成で、外径が15.0〜15.6mm、総断面積が135〜148mm2、撚り線全体の0.2%永久伸びに対する荷重が248kN以上、側線の0.2%永久伸びに対する荷重が中心線の0.2%永久伸びに対する荷重の80%以上となるように調整することにより、従来よりも高強度で、かつ実用に十分な耐疲労性を有する高強度PC鋼撚り線とすることができる。
(もっと読む)
延性に優れる太径の高強度ステンレス鋼線および線材並びに鋼線の製造方法
【課題】軽量化・耐久性に優れる太径ばね等の製品を安価に製造することを目的に、延性に優れる太径の高強度ステンレス鋼線および線材を安価に提供することである。
【解決手段】質量%で、C:0.01〜0.13%,Si:0.3〜4.0%,Mn:0.3〜8.0,Ni:1.0〜6.0%,Cr:14.0〜18.0%,N:0.05〜0.20%を含有し、Md値が50〜120であり、引張強さが1600N/mm2を超え、線径がφ4.5mm〜φ15mmであることを特徴とする高強度ステンレス鋼線である。
Md値=551−462(C+N)−9.2Si−8.1Mn−29(Ni+Cu+Co)−13.7Cr−18.5Mo
(もっと読む)
伸線機と伸線方法
【課題】 複数の伸線ユニットを連設した場合にも連設方向の寸法を小さくした伸線機を提供する。
【解決手段】 線材11をボビン21から繰り出す線材供給手段20と、伸線した線材11を巻き取る線材巻取手段60と、線材11を伸線するための伸線ユニット40とを備える伸線機であって、前記伸線ユニット40を、線材11を縮径する伸線ダイス56と、伸線した線材11をノンスリップで走行させるキャプスタン57と、前記伸線ダイス56の伸線方向と略平行に直線移動することにより線材11にバックテンションを付与するダンサローラ45とより構成し、前記線材供給手段20と前記線材巻取手段60との間に、複数の伸線ユニットを上流の横一列と下流の横一列の上下横二列に連設配置した構成。
(もっと読む)
延性に優れた高強度鋼線およびその製造方法
【課題】 伸線加工性に優れた線材を得て、それを素材とする鋼線を高い生産性の下に歩留り良く廉価に提供する。
【解決手段】 成分の特定された硬鋼線材を、特定の温度域に加熱することで再オーステナイト化後パテンティング処理することにより、パーライト組織の面積率が97%以上、残部がベイナイト、擬似パーライト、初析フェライトからなる非パーライト組織であり、且つ破断絞り値RAが次式(1)、(2)、(3)を満足するような、延性に優れた高炭素鋼線を得る。
RA≧a−b×パーライトブロック粒径(μm) ・・(1)
a=−0.0114×(TS(MPa))2+3.1178×TS(MPa)−151.32 ・・(2)
b=0.0073×TS(MPa)−0.3753 ・・(3)
(もっと読む)
スチールコード用線材の製造方法及びその製造装置
【課題】タイヤコード等の補強用スチールコードに使われる線材を伸線加工するについて、生産性を低下させることなく確実に上記線材の引張残留応力を低コストで確実に低減できるスチールコード用線材の製造方法を工夫すること。
【解決手段】
硬鋼線やピアノ線等のスチールコードに用いられる高抗張力線材の製造方法において、最終伸線加工後の線材fに当該線材の破断荷重の40乃至90%の張力を掛けることを特徴とするスチールコード用線材の製造方法。
(もっと読む)
高強度高炭素鋼線およびその製造方法
【課題】鋼線の高強度化を良好な延性の下に達成する方途を与える。
【解決手段】炭素含有量が0.85〜1.00mass%の高炭素鋼線材に、所定の伸線加工量の下で前段伸線加工を施し、この前段伸線工程を経た中間線材に、引張強さを1323〜1568 MPaの範囲に調整するパテンティング処理を施したのち、最終伸線を含む後段伸線加工を施す。
(もっと読む)
21 - 40 / 45
[ Back to top ]