
Fターム[4E096KA15]の内容
Fターム[4E096KA15]に分類される特許
1 - 6 / 6
感光ドラム基体用アルミニウム管の製造方法
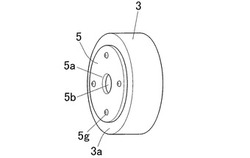
【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。スクレーパ5は、ダイス2の上流側における潤滑油掻き取り位置に常設されており、更に、ダイス2の上流側の端面2aあるいはダイス2を保持したダイスホルダ3の上流側の端面3aに取外し可能に固定されている。
(もっと読む)
引抜プラグ及び引抜加工装置

【課題】管状ワークの外表面を高平滑面に加工することができる引抜プラグを提供する。
【解決手段】引抜プラグ30は、管状ワーク40の中空部40c内に配置されるとともにワーク40の内表面40bを加工するプラグ本体32を備える。プラグ本体32の表面におけるワーク内表面40bとの当接部33に、引抜方向Nと平行に延びた溝条部35が設けられている。
(もっと読む)
管状ワークの引抜加工方法
【課題】管状ワークの外表面を高平滑面に加工することができる管状ワークの引抜加工方法を提供する。
【解決手段】管状ワーク40の引抜加工方法は、管状ワーク40の外表面40a側を加工する引抜ダイス20と、ワーク40の中空部内に配置されるとともにワーク40の内表面40b側を加工する引抜プラグ30とを用いた方法であり、ワーク40が引抜ダイス20から離れたのち引抜ダイス20に再接触する材料流動を示す。ワーク40が引抜ダイス20から離れるワーク離れ位置Kとワーク40が引抜ダイス20に再接触するワーク再接触位置Mとの間におけるワーク40の最小外径をd1、引抜加工後のワーク40の外径をd3とするとき、次式(1)を満足するようにワークを引抜加工する。
0.95<d1/d3<1.1 …(1)
(もっと読む)
アルミニウム管抽伸潤滑油、及びそれを用いたアルミニウム管の抽伸方法
【課題】潤滑性に優れ、低コストで抽伸加工を行うことができるアルミニウム管抽伸潤滑油を提供すること。
【解決手段】鉱物油、未水素添加又は水素添加のポリイソブチレン、イソパラフィンから選ばれる1種以上よりなる基油と、添加剤と、油性剤、潤滑向上剤、芳香族炭化水素、及び極圧剤のうち1種以上とを含有する。添加剤はアミン誘導体、数平均分子量200以上1000未満であると共に水酸基を3〜6個有する多価アルコールのアルキレンオキシド付加物、そのハイドロカルビルエーテル、数平均分子量120以上1000未満のポリアルキレングリコールのハイドロカルビルエーテル、炭素数2〜10の2価アルコール、及びアルキルスルホン酸塩のうち1種以上よりなり、その含有量は0.01〜2質量%。油性剤、潤滑向上剤、芳香族炭化水素、極圧剤の合計含有量は0.1〜50質量%。温度40℃における動粘度は5〜50000mm2/s。
(もっと読む)
銅管加工用潤滑油及びそれを用いた銅管の製造方法
【課題】抽伸加工あるいは転造加工で潤滑性に優れ、銅磨耗粉の発生が少なく、潤滑油中で銅磨耗粉の分散性に優れ、プラグへの銅磨耗粉の凝着、銅管表面への銅磨耗粉の付着を防ぎ、酸化安定性に優れており、焼鈍後の残油量が少なく、焼鈍時に焼き付きや外面変色がない銅管加工用潤滑油を提供すること。
【解決手段】銅又は銅合金よりなる銅管を加工するための銅管加工用潤滑油である。油性剤として、飽和脂肪酸より構成される炭素数11〜22の脂肪酸エステルと、多価アルコールと飽和脂肪酸とのエステルのうち1種又は2種以上を0.5〜70%(重量%、以下同じ)含有し、残部に基油として、分子量30000以上のポリイソブチレンと、分子量400以下のポリイソブチレンまたはイソパラフィン、または芳香族成分の含有量が10%以下である1000cSt以下の精製鉱油とを含有する。動粘度が50〜2000cStである。
(もっと読む)
ステンレス鋼クラッド銅線の製造方法
【課題】高品質のステンレス鋼クラッド銅線を生産性よく製造する製造方法の提供を目的とする。
【解決手段】(イ)芯材となる銅素線を準備する段階と、(ロ)該芯材が最終的に全容積の70〜95%の比率となるステンレス外装帯材で被包するとともに、その縁部の突合せ溶接によって前記芯材の表面露出を防止したクラッド線材を得る段階と、(ハ)該クラッド線材を最後には除去される第二外装材でダブル被覆して複合線材を形成する段階と、(ニ)該複合線材に減寸加工と熱処理加工とを必要に応じて繰り返して行い、かつその加工の間に前記ステンレス外装帯材の溶接部組織をオーステナイト組織に安定化する細径化段階と、(ホ)前記細径化段階又は細径化後のいずれか時点で、前記複合線材から前記第二外装材だけを分離除去する段階と、を含むことを特徴とするステンレス鋼クラッド銅線の製造方法。
(もっと読む)
1 - 6 / 6
[ Back to top ]