
Fターム[4F034CA03]の内容
静電噴霧装置 (4,998) | 対象物 (153) | 不定長物(連続的なもの) (28) | 線、ワイヤ (6)
Fターム[4F034CA03]に分類される特許
1 - 6 / 6
静電型液体塗布装置及び静電型液体塗布方法
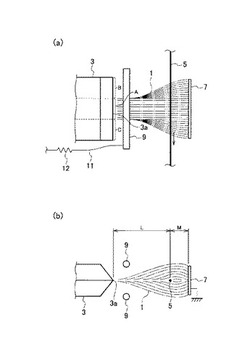
【課題】線状部材に、より均一化した状態で液体を塗布する。
【解決手段】ノズル3内の導電性部材に、接地しているワイヤ5とは逆極性の電圧を印加し、ノズル3内の潤滑油吐出流路に供給した塗布液である潤滑油1を、導電性部材と同極性に帯電させつつノズル3の吐出口3aから吐出してワイヤ5に付着させ塗布する。ワイヤ5を間に挟んでノズル3と反対側に、帯電した潤滑油1と逆極性の電荷を接地により付与している塗布液誘導板7を配置し、吐出された噴霧状の潤滑油1を誘導してワイヤ5に効率よく付着させる。
(もっと読む)
高耐久性防食鋼材とその製造方法ならびに製造装置

【課題】鋼材との接着強度が長期間に亘って維持できる信頼性に優れた高耐久性防食鋼材を提供する。
【解決手段】高耐久性防食鋼材において、鋼材と、ブチラール化度が40〜85モル%で、分子中の水酸基の含有率が11〜27重量%の範囲に規制されたポリビニールブチラール樹脂を主成分とし、そのポリビニールブチラール樹脂に対して5重量%以下の有機酸化防止剤を添加した混合物からなり、前記鋼材の表面に接着形成された樹脂被膜とを有することを特徴とする。
(もっと読む)
鋼棒の塗装装置
【課題】表面に噴射された粉体塗料が散逸しないようにした鋼棒の塗装装置を提供する。
【解決手段】鋼棒の塗装装置10は、鋼棒15の搬送手段11と、鋼棒15を予熱する加熱手段12と、予熱された鋼棒15の表面に粉体塗料を帯電噴射する塗装手段20と、粉体塗料が塗装された鋼棒15を水冷する冷却手段30と、を含み、塗装手段20が、搬送される鋼棒15の通路に入口及び出口を有するチャンバー21と、チャンバー21内で通路を搬送される鋼棒15の表面に粉体塗料を噴射する複数個の噴射管と、各噴射管に粉体塗料を供給する塗料供給源と、チャンバー21内の粉体塗料を回収する塗料回収装置と、を備え、塗料回収装置が、チャンバー21の底部に堆積した粉体塗料を吸引する吸引手段と、吸引手段により吸引された粉体塗料の少なくとも一部をチャンバー21の入口及び出口から内部に噴出させる噴出手段と、を備えている。
(もっと読む)
鋼棒の塗装装置
【課題】簡単な構成で鋼棒、特に異形鋼棒の表面に形成された塗装膜を損なうことなく、確実に鋼棒を冷却することができるようにした鋼棒の塗装装置を提供する。
【解決手段】鋼棒15を軸方向に搬送する搬送手段と、搬送手段により搬送される鋼棒15を予熱する加熱手段と、加熱手段により予熱された鋼棒15の表面に粉体塗料を静電噴射する塗装手段と、粉体塗料が静電噴射された鋼棒を水冷する冷却手段30と、を含む鋼棒の塗装装置10であって、冷却手段30が、鋼棒15の通路に沿って入口及び出口を有する冷却槽31と、冷却槽の入口から排出される冷却水を貯水槽に戻す帰還手段32,33と、冷却水を所定温度に保持する貯水槽34と、貯水槽34からの冷却水を冷却槽31の出口側に設けられた給水口から入口側に向かって給水する給水手段35と、を備えるように、鋼棒の塗装装置を構成する。
(もっと読む)
鋼棒の塗装装置及び塗装方法
【課題】簡単な構成で鋼棒の表面に均等にかつ薄く粉体塗料を塗装し得る鋼棒の塗装装置及び塗装方法を提供する。
【解決手段】鋼棒の塗装装置10は、鋼棒15を軸方向に搬送する搬送手段11と、鋼棒15を予熱する加熱手段12と、予熱した鋼棒15の表面に粉体塗料を帯電噴射する塗装手段20と、粉体塗料が帯電噴射された鋼棒15を水冷する冷却手段30と、を含み、塗装手段20が、鋼棒15の通路に入口及び出口を有するチャンバー21と、チャンバー21内で通路を包囲するように配置した環状の支持部材22と、支持部材22に設けた複数個の支持孔により通路の中心に向かって粉体塗料を噴射する複数個の噴射管と、各噴射管に粉体塗料を供給する塗料供給源と、を備えている。各噴射管が、通路の中心に関して周方向に分散配置されている。
(もっと読む)
耐蝕性PC鋼撚線の製造方法
【課題】 樹脂被覆を施した防蝕性PC鋼撚線を構成する鋼線に下地として耐蝕性皮膜を附加してPC鋼材の長期耐久性を一層向上させる。
【解決手段】 鋼線に耐蝕性を附加する方法として導通性の含亜鉛樹脂被覆を施す。
そのため、1)撚線・ホットストレッチされた鋼撚線の表面にそのまま又は軽度の流体ホーニング又は軽度の酸洗を行った後紫外線硬化性又は熱硬化性の樹脂塗装を行い乾燥、硬化させて耐蝕皮膜を形成する。2)耐蝕塗装の直後に防蝕樹脂を付着させて加熱し、耐蝕皮膜と防蝕性被覆を同時併行して硬化させ2重膜を形成する。
(もっと読む)
1 - 6 / 6
[ Back to top ]