
Fターム[4F202AR03]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 力 (529) | 圧力 (373) | 樹脂圧 (66)
Fターム[4F202AR03]に分類される特許
61 - 66 / 66
プラスチック製品の製造装置および製造方法
少なくとも1つのランナチャンネル(14B)が終端する少なくとも1つのモールドキャビティ(11)が設けられる金型(2)を備え、さらに、所定量の少なくとも部分的に可塑化されたプラスチックを、前記ランナチャンネルに動作的に供給するプレス装置(18)が設けられ、前記プレス装置(18)と前記少なくとも1つの金型(11)との間には、前記プレス装置(18)から供給される可塑化プラスチック(24)を一時的に蓄える少なくとも1つのバッファチャンバ(13)が設けられ、可塑化プラスチック(24)を、前記少なくとも1つのバッファチャンバ(13)から少なくとも1つのモールドキャビティ(11)内に圧入する少なくとも1つの移動体部材(21)が設けられることを特徴とするプラスチック製品の製造装置。  (もっと読む)
(もっと読む)
局部低加圧成形方法及び樹脂射出成形歯車
【課題】 樹脂成形歯車を、エジェクトピン圧縮機構を備える標準型の成形機を使用して低加圧圧力で高精度に成形し、更には、樹脂成形歯車の多数個取りを可能にする。
【解決手段】 円筒状に形成されたリム、リムの外周面に円筒の中心軸から外方向に形成された歯、リムの内周面に接合し中心軸の方向に平円板状に延在するウエブ、及びウエブに接合し中心軸の心部に形成されたボス類からなる樹脂成形歯車を樹脂により一体的に射出成形する方法において、ウエブを、加圧圧力Pが5〜45MPaで、充填開始基準で、充填開始からゲートシール終了までの時間T4の300〜400%の加圧開始時期T1に、加圧を開始し、加圧時間Tとして上記時間T4の120〜150%の時間、上記加圧圧力範囲内に保持する。
(もっと読む)
インモールドコーティングプロセスにおける圧力および温度ガイダンス
インモールドコーティング方法であって、コーティング基体が成型された基体の表面上に射出される時間が、型内部温度および/または内部圧力により決定される方法。インモールドコーティングが射出されるポイントを型内部温度および/または内部圧力に基づいて規制することにより、オペレーターは成型された基体の表面がインモールドコーティング接着に理想的な条件で、インモールドコーティングが射出されることを保証することができる。  (もっと読む)
(もっと読む)
射出成形方法
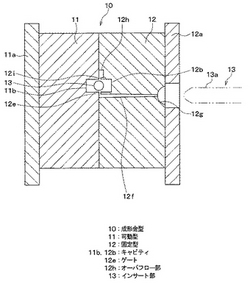
【課題】 キャビティ内への溶融樹脂の充填完了に伴う金型内圧の急上昇を抑制する。
【解決手段】 成形金型10に、キャビティ11b、12bと、キャビティ11b、12bに溶融樹脂を射出するゲート12eと、キャビティ11b、12bの樹脂最終充填部に連通するオーバーフロー部12hとを設け、ゲート12eから溶融樹脂をキャビティ11b、12b内へ射出する射出工程において、キャビティ11b、12b内への溶融樹脂の充填が完了した後に、オーバーフロー部12hの容積に対して所定割合の容積だけ溶融樹脂がオーバーフローした時点で射出工程を終了する。
(もっと読む)
マイクロニードルアレイの成形方法
マイクロニードル形態のネガ像を特徴とするネガ型インサート(44)を提供することを含む、成形可能なマイクロニードルアレイ(54)の製造方法を記載するが、ここで、マイクロニードルの少なくとも1つのネガ像は、約2:1〜約5:1のアスペクト比を特徴とする。ネガ型インサート(44)を使用して、ネガ型キャビティ(42)の構造化表面を画成する。加熱されたネガ型キャビティの中に溶融プラスチック材料を射出する。その後、溶融プラスチック材料を冷却して金型インサートから取り外し、成形されたマイクロニードルアレイ(54)を提供する。本発明のマイクロニードルアレイの一使用法は、薬剤又は他の物質を送達するため、および/又は、皮膚を通して血液又は組織を抽出するために皮膚を貫通することを含む。  (もっと読む)
(もっと読む)
液体射出成形を用いた電子部品の製造方法
電子部品を製造する方法は、半導体デバイスをオーバーモールドするための液体射出成形方法を含む。液体射出成形方法は、i)開いたモールド内に半導体デバイスを置くこと、ii)モールドを閉じて、モールドキャビティを形成すること、iii)モールドキャビティを加熱すること、iv)モールドキャビティ内に硬化性液体を射出成形して、基板上に半導体ダイをオーバーモールドすること、v)モールドを開け、且つステップiv)の製造物を取り除くこと、及び任意に、vi)ステップv)の製造物をポストキュアさせることを含む。半導体デバイスは、ダイ装着接着剤によって基板に装着される集積回路を有し得る。
 (もっと読む)
(もっと読む)
61 - 66 / 66
[ Back to top ]