
Fターム[4F203AC01]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 材料の状態、形態 (130) | ペレット、粒状物、タブレット (5)
Fターム[4F203AC01]に分類される特許
1 - 5 / 5
ばら材を冷却または加熱するための装置
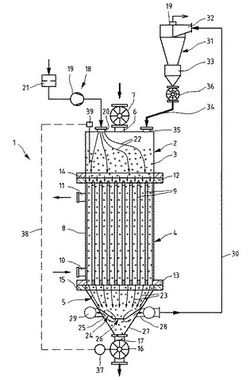
【課題】ばら材を冷却または加熱するための装置において、熱交換器モジュール内部でのばら材への高い熱伝達係数が与えられるように改良する。
【解決手段】ばら材(3)を冷却または加熱するための装置(1)は、ばら材搬入モジュール(2)と、該ばら材搬入モジュール(2)の下流側に配置されるばら材熱交換器モジュール(4)と、該ばら材熱交換器モジュール(4)の下流側に配置されるばら材搬出モジュール(5)とを備え、前記ばら材(3)は前記ばら材熱交換器モジュール(4)の領域において重力作用で搬送されるように前記ばら材熱交換器モジュール(4)が構成されている。本発明によれば、温度調整ガス供給装置(18)が設けられ、該温度調整ガス供給装置(18)は、温度調整ガスがばら材(3)とともに並行流で前記ばら材熱交換器モジュール(4)を貫流するように構成されている。
(もっと読む)
熱可塑性樹脂成形品の成形方法

【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
発泡ゴムの製造方法及びその製造装置
【課題】レーザプリンタ、複写機、各種端末機をはじめとするOA機器などに好適に用いることができる発泡ゴムの製造方法を提供する。
【解決手段】予め成形されたゴム層31に密着させて発泡ゴム層32を成形する発泡ゴムの製造方法において、型7内にゴム層31をセットし、その状態で固体状の未発泡ゴム材料srを加熱すると共に加圧して型7内に注入し、注入した未発泡ゴム材料rを加硫し、発泡させて発泡ゴム層32を成形すると共に、ゴム層31に接着する方法である。
(もっと読む)
絶縁電線の製造装置及び製造方法
【課題】電子線照射装置を備えても大型の設備にならず、また、電子線を効率よく照射することも可能な絶縁電線の製造装置及び製造方法を提供する。
【解決手段】押出機3に投入するペレット9に対しペレット用電子線照射装置13を用いて必要照射量よりも少ない量の電子線を照射しペレット9を半架橋させる第一工程と、半架橋させたペレット14を押出機3にて混練した後、導体7の外側に押し出して導体7に部分架橋状態の絶縁体8を被覆する第二工程と、導体7に被覆してなる部分架橋状態の絶縁体8に対し絶縁体用電子線照射装置18を用いて残り分の電子線を照射する第三工程と、を含んで絶縁電線2を製造する。
(もっと読む)
タイヤ金型用リング鋳物の製造方法及びこの方法に用いられるエキスパンダー
【課題】エキスパンダーを用い、タイヤ成形金型用リング鋳物を精度高く、かつクラウンR形状のサバ折り現象を抑制しつつ直径拡張矯正する方法を提供する。
【解決手段】狙い直径に対して0.02〜0.2%小さくなる様にリング鋳物を鋳造・製作し、エキスパンダーを用いてその直径と真円度を同時に矯正する方法において、リング鋳物に印加する外力Fとリング鋳物の内径または外径部の直径寸法増加量ΔDを連続的に測定し、縦軸に外力F、横軸に直径増加量ΔDを取ったときに得られる曲線から、弾性限界点Bを超えた時点から、断続的に曲線の先端点Cを通る勾配αの直線がX軸と交わる時のX軸の値ΔDsを算出し、リング鋳物で狙い直径増加量をΔDnとした時、ΔDs=ΔDr+ΔDnとなった点Dで外力Fを除荷することにより、除荷後のリング鋳物の内径を狙いの直径寸法とする。
(もっと読む)
1 - 5 / 5
[ Back to top ]