
熱可塑性樹脂成形品の成形方法

【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電磁波を照射してゴム型のキャビティ内に熱可塑性樹脂成形品を成形する方法に関する。
【背景技術】
【0002】
熱可塑性樹脂を用いて所定形状の樹脂成形品を得る方法としては、一般的には、射出成形、ブロー成形、押出成形、プレス成形等の種々の成形方法がある。
これに対し、特に特許文献1においては、ゴム製の成形型を用いて、熱可塑性樹脂からなる樹脂成形品を真空注型法により成形する際に、成形型に対して熱可塑性樹脂を選択的に加熱することができる樹脂成形方法が開示されている。この樹脂成形方法においては、成形型のキャビティ内に溶融状態の熱可塑性樹脂を充填する際に、0.78〜2μmの波長領域を含む電磁波を、成形型を介して熱可塑性樹脂に照射し、成形型を構成するゴムと熱可塑性樹脂との物性の違いにより、ゴム製の成形型に比べて、熱可塑性樹脂を積極的に加熱することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−216447号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、大型の熱可塑性樹脂成形品を成形する場合には、電磁波の照射範囲に制限があるために、電磁波がキャビティにおける熱可塑性樹脂の全体に行き渡らないという問題がある。また、複雑な形状の熱可塑性樹脂成形品を成形する場合には、キャビティにおける特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波が十分に到達しないという問題がある。
【0005】
本発明は、かかる従来の問題点に鑑みてなされたもので、大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
第1の発明は、ゴム材料からなるゴム型のキャビティの一部に、該キャビティの一部に沿った形状の固形状態の第1熱可塑性樹脂を配置すると共に、上記キャビティの残部に、固形状態、粒子状態又は溶融状態の第2熱可塑性樹脂を配置する配置工程と、
上記ゴム型を介して上記キャビティ内における上記第1熱可塑性樹脂及び上記第2熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該第1熱可塑性樹脂及び該第2熱可塑性樹脂を加熱して溶融樹脂として溶融させる加熱工程と、
上記キャビティ内の溶融樹脂を冷却して、上記第1熱可塑性樹脂と上記第2熱可塑性樹脂とが一体化した熱可塑性樹脂成形品を得る冷却工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法にある(請求項1)。
【0007】
第2の発明は、ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂を配置する配置工程と、
上記キャビティの一部を電磁波の照射位置に配置し、当該ゴム型を介して上記キャビティの一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱して溶融樹脂として溶融させると共に、上記キャビティの一部に設けた第1注入ゲートから溶融状態の熱可塑性樹脂を補充する第1成形工程と、
上記キャビティの他の一部を上記照射位置に配置し、当該ゴム型を介して上記キャビティの他の一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱して溶融樹脂として溶融させると共に、上記キャビティの他の一部に設けた第2注入ゲートから溶融状態の熱可塑性樹脂を補充する第2成形工程と、
上記キャビティ内の溶融樹脂を冷却して、熱可塑性樹脂成形品を得る冷却工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法にある(請求項4)。
【0008】
第3の発明は、ゴム材料からなるゴム型を用い、該ゴム型のキャビティを、熱可塑性樹脂の注入ゲートが連通された本体キャビティと、該本体キャビティに交わって連通された第1交差キャビティと、該第1交差キャビティの周辺において上記本体キャビティに交わって連通された第2交差キャビティとを形成して構成しておき、
上記第1交差キャビティにゴム材料からなる中子を嵌入するか、又は上記第1交差キャビティを上記本体キャビティに対して閉塞しておき、上記本体キャビティ及び上記第2交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して該熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却して、第1成形体を得る第1予備成形工程と、
上記第2交差キャビティにゴム材料からなる中子を嵌入するか、又は上記第2交差キャビティを上記本体キャビティに対して閉塞しておき、上記本体キャビティ及び上記第1交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して該熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却して、第2成形体を得る第2予備成形工程と、
上記キャビティから取り出した上記第1成形体から、上記第2交差キャビティ内に成形した第1成形体切出部分を切り出して、該第1成形体切出部分を上記ゴム型の上記第2交差キャビティに再配置すると共に、上記キャビティから取り出した上記第2成形体から、上記第1交差キャビティ内に成形した第2成形体切出部分を切り出して、該第2成形体切出部分を上記ゴム型の上記第1交差キャビティに再配置し、かつ、上記ゴム型の上記本体キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して上記キャビティ内の上記第1成形体切出部分、上記第2成形体切出部分及び上記熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該第1成形体切出部分、該第2成形体切出部分及び該熱可塑性樹脂を加熱して溶融樹脂として溶融させ、その後、該溶融樹脂を冷却して、上記第1成形体切出部分、上記第2成形体切出部分及び上記熱可塑性樹脂が一体化した熱可塑性樹脂成形品を得る本成形工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法にある(請求項5)。
【0009】
第4の発明は、ゴム材料からなり、成形する熱可塑性樹脂成形品の形状に沿ったキャビティを有するゴム型を、上記キャビティを複数の分割キャビティに分割するよう複数の分割型部に分割して形成しておき、
上記複数の分割型部のうちの端に位置する端分割型部の上記分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、上記端分割型部を介してその上記分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却する第1成形工程と、
上記複数の分割型部のうち上記端分割型部に隣接する隣接分割型部を、上記熱可塑性樹脂が上記分割キャビティに配置された状態の上記端分割型部に連結し、当該隣接分割型部の上記分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、上記隣接分割型部を介してその上記分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、該熱可塑性樹脂を、上記端分割型部の上記分割キャビティ内における熱可塑性樹脂と溶着させると共に冷却する第2成形工程とを行い、
上記複数の分割型部の上記分割キャビティのすべてについて、上記第2成形工程を同様に繰り返し、上記分割キャビティのすべてが連なった上記キャビティによって、熱可塑性樹脂成形品を得ることを特徴とする熱可塑性樹脂成形品の成形方法にある(請求項7)。
【0010】
第5の発明は、上記熱可塑性樹脂成形品の成形方法を行って得られたことを特徴とする熱可塑性樹脂成形品にある(請求項11)。
【発明の効果】
【0011】
第1の発明の熱可塑性樹脂成形品の成形方法においては、ゴム型を介してキャビティ内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射して成形を行うに当たり、成形する熱可塑性樹脂成形品の大きさ、形状等によっては、電磁波の照射が不十分になる場合の対策を行っている。
具体的には、本発明においては、まず、配置工程として、ゴム材料からなるゴム型のキャビティの一部に、固形状態の第1熱可塑性樹脂を配置すると共に、キャビティの残部に、固形状態、粒子状態又は溶融状態の第2熱可塑性樹脂を配置する。このとき、固形状態の第1熱可塑性樹脂は、キャビティの一部の形状に沿って形成しておく。
そして、キャビティの一部に固形状態の第1熱可塑性樹脂を配置することにより、このキャビティの一部に不足なく迅速に熱可塑性樹脂を配置することができる。
【0012】
次いで、加熱工程として、ゴム型を介してキャビティ内における第1熱可塑性樹脂及び第2熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、第1熱可塑性樹脂及び第2熱可塑性樹脂を加熱して溶融樹脂として溶融させる。このとき、ゴム型を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型の温度上昇を抑制して、キャビティ内の第1熱可塑性樹脂及び第2熱可塑性樹脂を溶融させることができる。
【0013】
また、上記溶融を行うとき、第2熱可塑性樹脂に、固形状態のものを用いた場合には、第1熱可塑性樹脂と第2熱可塑性樹脂との接合部分の周辺のみを加熱して、溶融樹脂として溶融させることができる。
また、第2熱可塑性樹脂に、粒子状態のものを用いた場合には、第1熱可塑性樹脂における第2熱可塑性樹脂との接合部分、及び第2熱可塑性樹脂の全体を溶融樹脂として溶融させることができる。さらに、第2熱可塑性樹脂に、溶融状態(ペースト状態、液状態)のものを用いた場合には、第1熱可塑性樹脂における第2熱可塑性樹脂との接合部分を溶融樹脂として溶融させると共に、第2熱可塑性樹脂の全体が溶融した状態を溶融樹脂として維持することができる。
【0014】
なお、固形状態又は粒子状態の第2熱可塑性樹脂を用いた場合、キャビティ内に充填した第2熱可塑性樹脂が溶融したときに、キャビティ内に未充填の空洞部分が形成される場合がある。そのため、この未充填の空洞部分には、溶融状態の熱可塑性樹脂を補充することができる。また、未充填の空洞部分が生じないように、成形する熱可塑性樹脂の体積以上の体積を有するキャビティに対して第1熱可塑性樹脂及び第2熱可塑性樹脂を配置し、キャビティを縮小させるようにして熱可塑性樹脂成形品を成形することもできる。
【0015】
その後、冷却工程として、キャビティ内の溶融樹脂を冷却したときには、第1熱可塑性樹脂と第2熱可塑性樹脂とが一体化した熱可塑性樹脂成形品を得ることができる。
これにより、例えば、大型の熱可塑性樹脂成形品を成形する場合に、電磁波の照射範囲に制限があるときでも、第1熱可塑性樹脂と第2熱可塑性樹脂との接合部分、又は第1熱可塑性樹脂における第2熱可塑性樹脂との接合部分及び第2熱可塑性樹脂の全体に、ゴム型を介して電磁波を照射することにより、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させることができる。
また、例えば、複雑な形状の熱可塑性樹脂成形品を成形する場合に、キャビティにおける特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波が十分に到達しないと考えられるときでも、第1熱可塑性樹脂と第2熱可塑性樹脂との接合部分、又は第1熱可塑性樹脂における第2熱可塑性樹脂との接合部分及び第2熱可塑性樹脂の全体に、ゴム型を介して電磁波を照射することにより、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させることができる。
【0016】
それ故、本発明の熱可塑性樹脂成形品の成形方法によれば、大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる。
【0017】
第2の発明の熱可塑性樹脂成形品の成形方法においても、ゴム型を介してキャビティ内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射して成形を行うに当たり、成形する熱可塑性樹脂成形品の大きさ、形状等によっては、電磁波の照射が不十分になる場合の対策を行っている。
具体的には、本発明においては、まず、配置工程として、ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂を配置する。
【0018】
次いで、第1成形工程として、キャビティの一部を電磁波の照射位置に配置し、当該ゴム型を介してキャビティの一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、キャビティの一部における熱可塑性樹脂を加熱して溶融樹脂として溶融させる。
このとき、ゴム型を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型の温度上昇を抑制して、キャビティの一部における熱可塑性樹脂を溶融させることができる。
【0019】
また、キャビティの一部における熱可塑性樹脂が溶融したときには、キャビティの一部には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第1成形工程においては、キャビティの一部に設けた第1注入ゲートから溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティの一部の全体に熱可塑性樹脂を行き渡らせることができる。
【0020】
次いで、第2成形工程として、キャビティの他の一部を電磁波の照射位置に配置し、当該ゴム型を介してキャビティの他の一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、キャビティの他の一部における熱可塑性樹脂を加熱して溶融樹脂として溶融させる。
このとき、ゴム型を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型の温度上昇を抑制して、キャビティの他の一部における熱可塑性樹脂を溶融させることができる。
なお、キャビティの一部又は他の一部と電磁波の照射位置との配置関係の変更は、電磁波の照射位置に対してゴム型を移動、回転、向き変更等させることによって行うことができ、ゴム型に対して電磁波の照射位置を移動、回転、向き変更等させることによって行うこともできる。
【0021】
また、キャビティの他の一部における熱可塑性樹脂が溶融したときにも、キャビティの他の一部には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第2成形工程においては、キャビティの他の一部に設けた第2注入ゲートから溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティの他の一部の全体に熱可塑性樹脂を行き渡らせることができる。
【0022】
その後、冷却工程として、キャビティ内の溶融樹脂を冷却したときには、キャビティの全体によって熱可塑性樹脂成形品を得ることができる。
なお、冷却工程は、空冷(自然冷却)とすることができ、上記第1成形工程を終わったときには、上記キャビティの一部における熱可塑性樹脂が冷却される。
また、2回にわたって成形工程を行う場合には、上記キャビティの他の一部は、キャビティの残部とすることができ、3回以上にわたって成形工程を行う場合には、上記第2成形工程は、2回以上繰り返して行うことができる。
【0023】
本発明においても、例えば、大型の熱可塑性樹脂成形品を成形する場合に、電磁波の照射範囲に制限があるときでも、キャビティの各部を電磁波の照射位置に順次配置することにより、電磁波をキャビティの各部に容易に行き渡らせることができ、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させることができる。
また、例えば、複雑な形状の熱可塑性樹脂成形品を成形する場合に、キャビティにおける特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波が十分に到達しないと考えられるときでも、キャビティの各部を電磁波の照射位置に順次配置することにより、電磁波をキャビティの各部に容易に行き渡らせることができ、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させることができる。
【0024】
それ故、本発明の熱可塑性樹脂成形品の成形方法によっても、大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる。
【0025】
第3の発明の熱可塑性樹脂成形品の成形方法においても、ゴム型を介してキャビティ内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射して成形を行うに当たり、成形する熱可塑性樹脂成形品の大きさ、形状等によっては、電磁波の照射が不十分になる場合の対策を行っている。
本発明においては、熱可塑性樹脂成形品を成形する部分ごとに成形体の部分を形成し、この各成形体の部分を用いて、熱可塑性樹脂成形品を成形する。本発明の成形方法は、特に、熱可塑性樹脂成形品の形状によって、キャビティにおける特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波が十分に到達しないと考えられるときに、有効な方法である。
【0026】
具体的には、本発明のゴム型のキャビティは、上記本体キャビティに対して、第1交差キャビティ及び第2交差キャビティが交わって形成されている。
まず、第1予備成形工程においては、第1交差キャビティにゴム材料からなる中子を嵌入するか、又は第1交差キャビティを本体キャビティに対して閉塞しておき、本体キャビティ及び第2交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置する。そして、ゴム型を介して熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、熱可塑性樹脂を加熱し、その後、熱可塑性樹脂を冷却して、本体キャビティ及び第2交差キャビティに沿った形状を有する第1成形体を得る。
また、第2予備成形工程においても、第1予備成形工程と同様にして、熱可塑性樹脂の配置及び電磁波の照射を行い、本体キャビティ及び第1交差キャビティに沿った形状を有する第2成形体を得る。
【0027】
その後、本成形工程においては、キャビティから取り出した第1成形体から、第2交差キャビティ内に成形した第1成形体切出部分を切り出して、この第1成形体切出部分をゴム型の第2交差キャビティに再配置する。また、キャビティから取り出した第2成形体から、第1交差キャビティ内に成形した第2成形体切出部分を切り出して、この第2成形体切出部分をゴム型の第1交差キャビティに再配置する。そして、ゴム型の本体キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置する。
なお、第1予備成形工程において用いるゴム型と、第2予備成形工程において用いるゴム型と、本成形工程において用いるゴム型とは、同じものとすることができ、別のものとすることもできる。
【0028】
また、本成形工程においては、ゴム型を介してキャビティ内の第1成形体切出部分、第2成形体切出部分及び熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射する。そして、キャビティ内の第1成形体切出部分、第2成形体切出部分及び熱可塑性樹脂を加熱して溶融樹脂として溶融させ、その後、この溶融樹脂を冷却して、第1成形体切出部分、第2成形体切出部分及び熱可塑性樹脂が一体化した熱可塑性樹脂成形品を得る。
これにより、本発明においては、第1交差キャビティの周辺に第2交差キャビティが形成され、電磁波の照射を行う際に、第1交差キャビティに充填された熱可塑性樹脂と第2交差キャビティに充填された熱可塑性樹脂とのいずれか一方が他方の影になって、このいずれか一方に電磁波が十分に到達しないと考えられるときでも、予め成形した第1成形体切出部分及び第2成形体切出部分を用いることにより、第1成形体切出部分が本体キャビティにおける熱可塑性樹脂に接合される部分、及び第2成形体切出部分が本体キャビティにおける熱可塑性樹脂に接合される部分を、狭い照射範囲の電磁波によって効率よく溶融させることができる。
【0029】
なお、各工程において、粒子状態の熱可塑性樹脂を用いた場合、キャビティ内に充填した熱可塑性樹脂が溶融したときに、キャビティ内に未充填の空洞部分が形成される場合がある。そのため、この未充填の空洞部分には、溶融状態の熱可塑性樹脂を補充することができる。また、未充填の空洞部分が生じないように、成形する熱可塑性樹脂の体積以上の体積を有するキャビティに対して熱可塑性樹脂を配置して、キャビティを縮小させるようにして各成形体又は熱可塑性樹脂成形品を成形することもできる。
【0030】
それ故、本発明の熱可塑性樹脂成形品の成形方法によっても、複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる。
【0031】
第4の発明の熱可塑性樹脂成形品の成形方法においても、ゴム型を介してキャビティ内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射して成形を行うに当たり、成形する熱可塑性樹脂成形品の大きさ、形状等によっては、電磁波の照射が不十分になる場合の対策を行っている。
本発明においては、ゴム型を複数の分割型部に分割し、各分割型部ごとに熱可塑性樹脂成形品の各部を成形し、この熱可塑性樹脂成形品の各部を連結して熱可塑性樹脂成形品を成形する。本発明の成形方法は、特に、熱可塑性樹脂成形品が大型であることにより、電磁波の照射範囲に制限があるときに、有効な方法である。
【0032】
具体的には、本発明のゴム型は、キャビティを複数の分割キャビティに分割するよう複数の分割型部に分割して形成しておく。
まず、第1成形工程においては、複数の分割型部のうちの端に位置する端分割型部の分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置する。そして、端分割型部を介してその分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、熱可塑性樹脂を加熱し、その後、熱可塑性樹脂を冷却することにより、熱可塑性樹脂成形品の部分を成形する。
なお、端分割型部とは、必ずしも分割型部全体の一番端を意味するものではなく、1番目に熱可塑性樹脂の加熱を行う分割型部のことをいう。
【0033】
また、第2成形工程においては、複数の分割型部のうち端分割型部に隣接する隣接分割型部を、熱可塑性樹脂が分割キャビティに配置された状態の端分割型部に連結する。そして、隣接分割型部の分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置する。また、隣接分割型部を介してその分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、熱可塑性樹脂を加熱する。
このとき、隣接分割型部の分割キャビティ内における熱可塑性樹脂が加熱されると共に、端分割型部の分割キャビティ内における熱可塑性樹脂の接合部分も加熱される。これにより、隣接分割型部の分割キャビティ内における熱可塑性樹脂と、端分割型部の分割キャビティ内における熱可塑性樹脂の接合部分とが溶融して溶着される。
【0034】
その後、複数の分割型部の分割キャビティのすべてについて、第2成形工程を同様に繰り返し、分割キャビティのすべてが連なったキャビティによって、熱可塑性樹脂成形品を得ることができる。
これにより、大型の熱可塑性樹脂成形品を成形する際に、電磁波の照射範囲に制限があるときでも、各分割型部の分割キャビティ内における熱可塑性樹脂の加熱ができればよく、電磁波の照射範囲を狭くすることができる。
【0035】
なお、固形状態又は粒子状態の熱可塑性樹脂を用いた場合、分割キャビティ内に充填した第2熱可塑性樹脂が溶融したときに、分割キャビティ内に未充填の空洞部分が形成される場合がある。そのため、この未充填の空洞部分には、溶融状態の熱可塑性樹脂を補充することができる。また、未充填の空洞部分が生じないように、成形する熱可塑性樹脂の成形体の体積以上の体積を有する分割キャビティに対して熱可塑性樹脂を配置し、分割キャビティを縮小させるようにして熱可塑性樹脂成形品を成形することもできる。
【0036】
それ故、本発明の熱可塑性樹脂成形品の成形方法によれば、大型の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる。
【0037】
第5の発明の熱可塑性樹脂成形品は、上記熱可塑性樹脂成形品の成形方法を行って得られたものであり、大型又は複雑な形状の熱可塑性樹脂成形品を容易に製造することができる。
【図面の簡単な説明】
【0038】
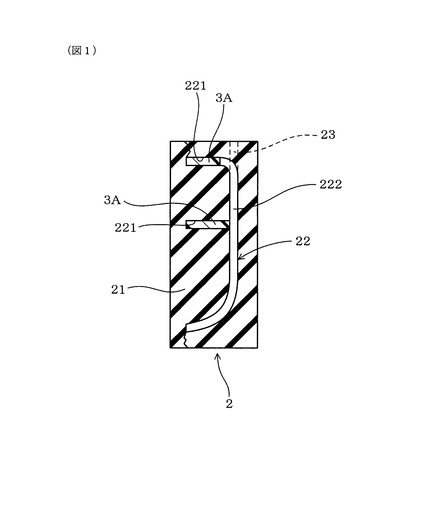
【図1】実施例1における、ゴム型のキャビティに固体状態の第1熱可塑性樹脂を配置した状態を示す断面説明図。
【図2】実施例1における、ゴム型のキャビティに粒子状態の第2熱可塑性樹脂を配置し、加熱溶融させる状態を示す断面説明図。
【図3】実施例1における、ゴム型のキャビティに熱可塑性樹脂成形品を成形した状態を示す断面説明図。
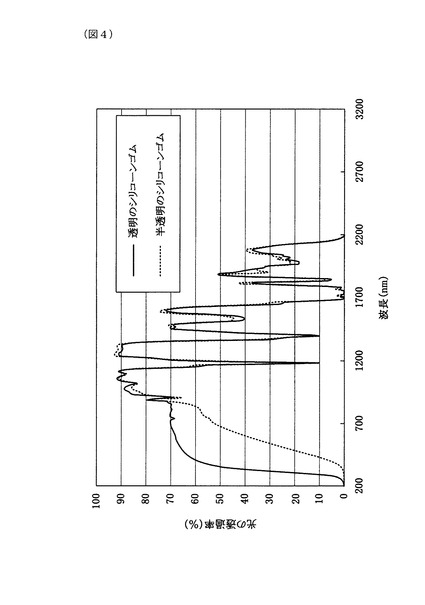
【図4】実施例1において、横軸に波長(nm)をとり、縦軸に光の透過率(%)をとって、透明のシリコーンゴムと半透明のシリコーンゴムについての光の透過率を示すグラフ。
【図5】実施例1において、小形熱可塑性樹脂粒子と大形熱可塑性樹脂粒子とをゴム型のキャビティ内に充填する状態を示す断面説明図。
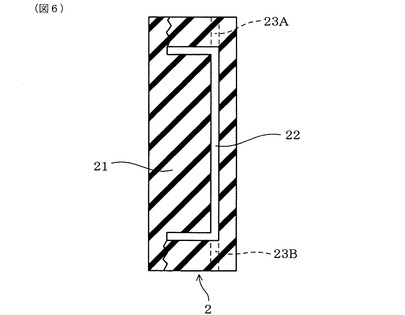
【図6】実施例2における、ゴム型のキャビティを示す断面説明図。
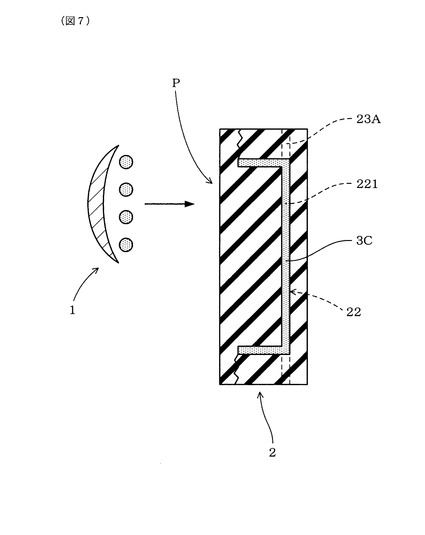
【図7】実施例2における、電磁波の照射位置に配置したキャビティの一部における熱可塑性樹脂を加熱溶融させる状態を示す断面説明図。
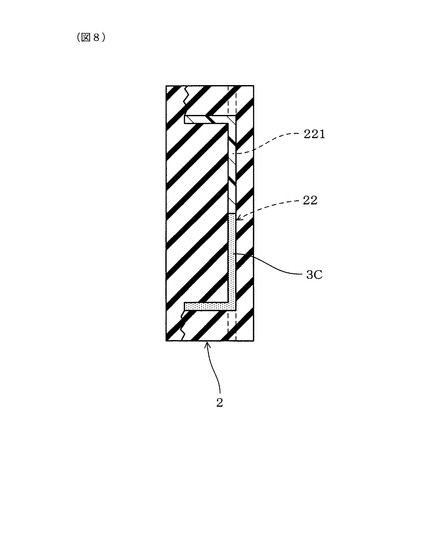
【図8】実施例2における、キャビティの一部における熱可塑性樹脂を固化させる状態を示す断面説明図。
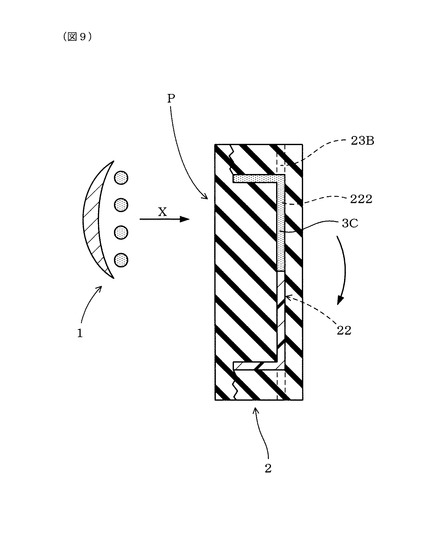
【図9】実施例2における、ゴム型を移動させ、電磁波の照射位置に配置したキャビティの残部における熱可塑性樹脂を加熱溶融させる状態を示す断面説明図。
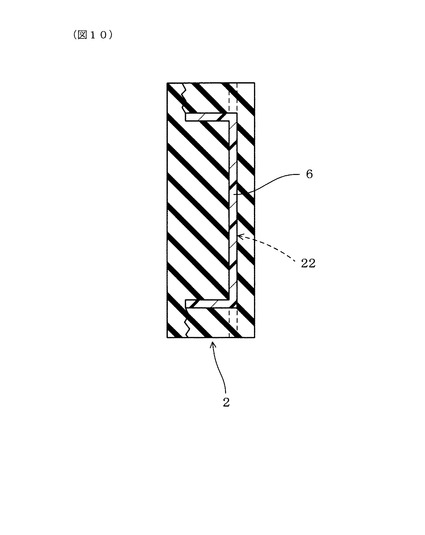
【図10】実施例2における、ゴム型のキャビティに熱可塑性樹脂成形品を成形した状態を示す断面説明図。
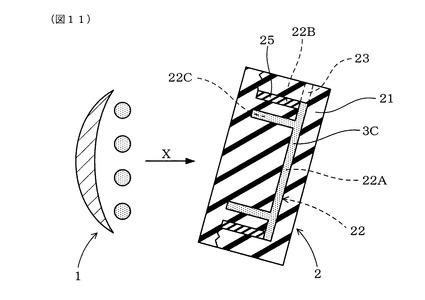
【図11】実施例3における、本体キャビティ及び第2交差キャビティにおける熱可塑性樹脂を加熱溶融させて、第1成形体を成形する状態を示す断面説明図。
【図12】実施例3における、本体キャビティ及び第2交差キャビティに沿った形状を有する第1成形体を成形した状態を示す断面説明図。
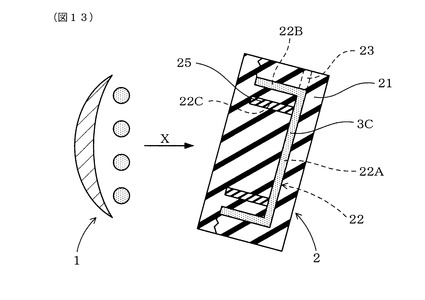
【図13】実施例3における、本体キャビティ及び第1交差キャビティにおける熱可塑性樹脂を加熱溶融させて、第2成形体を成形する状態を示す断面説明図。
【図14】実施例3における、本体キャビティ及び第1交差キャビティに沿った形状を有する第2成形体を成形した状態を示す断面説明図。
【図15】実施例3における、第1成形体から第1成形体切出部分を切り出した状態を示す断面説明図。
【図16】実施例3における、第2成形体から第2成形体切出部分を切り出した状態を示す断面説明図。
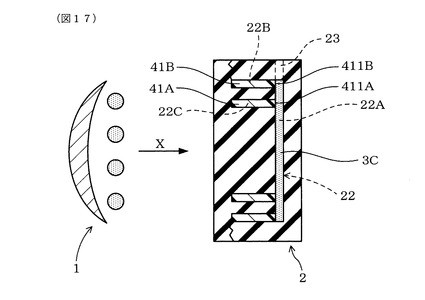
【図17】実施例3における、第1成形体切出部分及び第2成形体切出部分をキャビティ内に再配置し、新たに充填した熱可塑性樹脂と共に加熱溶融させる状態を示す断面説明図。
【図18】実施例3における、ゴム型のキャビティに熱可塑性樹脂成形品を成形した状態を示す断面説明図。
【図19】実施例4における、複数の分割型部に分割したゴム型を示す断面説明図。
【図20】実施例4における、端分割型部の分割キャビティにおける熱可塑性樹脂を加熱溶融させる状態を示す断面説明図。
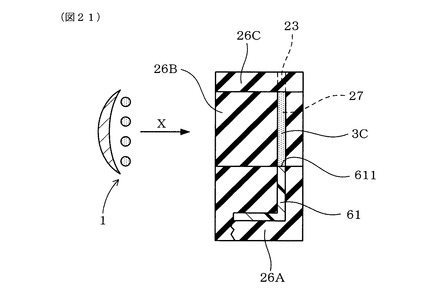
【図21】実施例4における、隣接分割型部の分割キャビティにおける熱可塑性樹脂を加熱溶融させる状態を示す断面説明図。
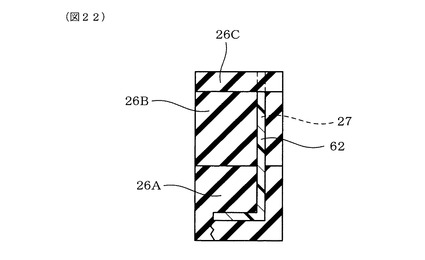
【図22】実施例4における、端分割型部及び隣接分割型部の分割キャビティ内の溶融樹脂を冷却して固化させる状態を示す断面説明図。
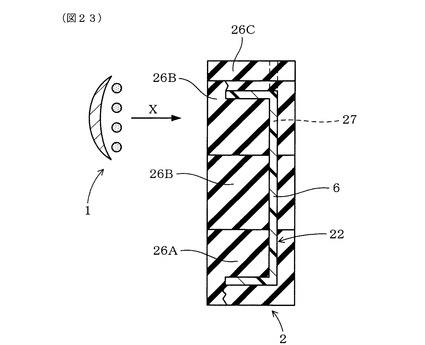
【図23】実施例4における、ゴム型のキャビティに熱可塑性樹脂成形品を成形した状態を示す断面説明図。
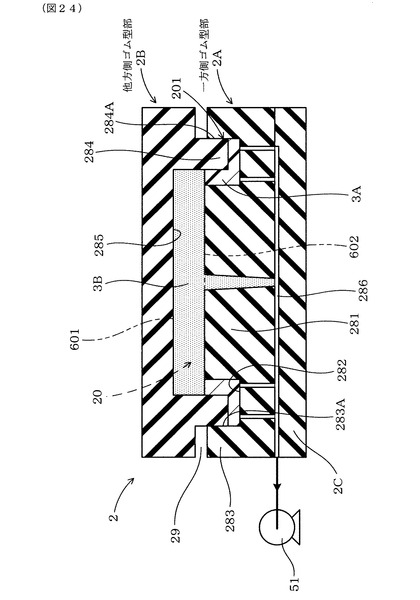
【図24】実施例5における、互いに接近する前の一対のゴム型部を示す断面説明図。
【図25】実施例5における、互いに接近した後の一対のゴム型部を示す断面説明図。
【発明を実施するための形態】
【0039】
上述した第1〜第4の発明における好ましい実施の形態につき説明する。
第1の発明において、上記固形状態の第1熱可塑性樹脂と、上記固形状態、粒子状態又は溶融状態の第2熱可塑性樹脂とには、同じ組成の熱可塑性樹脂を用いることができ、異なる組成の熱可塑性樹脂を用いることもできる。また、第2〜第4の発明において用いる熱可塑性樹脂についても、同じ組成の熱可塑性樹脂を用いることができ、異なる組成の熱可塑性樹脂を用いることもできる。異なる組成の熱可塑性樹脂を用いる場合には、機械的強度を高くするため、相溶性の高い熱可塑性樹脂を用いることが好ましい。
【0040】
また、第1〜第4の発明において、異なる組成の熱可塑性樹脂を併用することによって、容易に熱可塑性樹脂成形品の積層体を成形することができる。
また、第1〜第4の発明において、上記ゴム型は、ゴム材料としての透明又は半透明のシリコーンゴムから形成することができる。このシリコーンゴムの硬度は、JIS−A規格測定において25〜80とすることができる。
【0041】
また、第1〜第4の発明において電磁波照射成形に用いる熱可塑性樹脂としては、電磁波を吸収し、加熱が促進されるものを用いることができる。
この熱可塑性樹脂は、熱可塑性を有する重合体を含むものであれば、特に限定されず、ABS樹脂(アクリロニトリル・ブタジエン・スチレン樹脂)、ASA樹脂(アクリレート・スチレン・アクリロニトリル樹脂)、AES樹脂(アクリロニトリル・エチレン−プロピレン−ジエン・スチレン樹脂)等のゴム強化スチレン系樹脂、ポリスチレン、スチレン・アクリロニトリル共重合体、スチレン・無水マレイン酸共重合体、(メタ)アクリル酸エステル・スチレン共重合体等のスチレン系樹脂、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、環状オレフィン樹脂、アクリル系樹脂、ポリカーボネート樹脂、ポリエステル系樹脂、ポリアミド系樹脂、塩化ビニル系樹脂、ポリアリレート樹脂、ポリアセタール樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンサルファイド樹脂、フッ素樹脂、イミド系樹脂、ケトン系樹脂、スルホン系樹脂、ウレタン系樹脂、ポリ酢酸ビニル、ポリエチレンオキシド、ポリビニルアルコール、ポリビニルエーテル、ポリビニルブチラール、フェノキシ樹脂、感光性樹脂、液晶ポリマー、生分解性プラスチック等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0042】
上記熱可塑性樹脂のうち、電磁波照射成形に用いる熱可塑性樹脂として好適なものとして、ゴム強化スチレン系樹脂、オレフィン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂及びポリカーボネート樹脂のアロイ、ゴム強化スチレン系樹脂及びポリカーボネート樹脂のアロイ、ゴム強化スチレン系樹脂及びポリエステル系樹脂のアロイ等が挙げられる。
【0043】
また、上記固形状態の第1熱可塑性樹脂は、上記キャビティの一部と同一の形状の予備成形用キャビティを有する予備成形用ゴム型を用い、上記予備成形用キャビティに充填した熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱した後、冷却して得られたものとすることが好ましい(請求項2)。
この場合には、予備成形用ゴム型を用いることにより、上記キャビティの一部に沿った形状の固形状態の第1熱可塑性樹脂を容易に成形することができる。
【0044】
第1の発明において、上記配置工程においては、上記キャビティの残部に、粒子状態の第2熱可塑性樹脂を配置し、上記加熱工程においては、上記キャビティの残部に溶融状態の熱可塑性樹脂を補充することが好ましい(請求項3)。
第3の発明において、上記本成形工程においては、粒子状態の熱可塑性樹脂を上記本体キャビティに配置して加熱溶融させると共に、該本体キャビティに溶融状態の熱可塑性樹脂を補充することが好ましい(請求項6)。
【0045】
この場合には、充填圧力をあまり高くすることなくキャビティの全体へ熱可塑性樹脂を充填することができ、ゴム型の変形及び開きを効果的に抑制することができる。そのため、ゴム型における分割面(パーティング面)からの樹脂漏れを防止することができ、成形した熱可塑性樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる。
【0046】
第1〜第4の発明において、上記粒子状態の熱可塑性樹脂は、粒子径が1〜100μmの小形熱可塑性樹脂粒子を0.1〜20質量%含有し、残部が該小形熱可塑性樹脂粒子よりも大きい大形熱可塑性樹脂粒子からなる熱可塑性樹脂粒子組成物であることが好ましい(請求項8)。
この場合には、粒子径が1〜100μmの小形熱可塑性樹脂粒子と、それよりも大きい大形熱可塑性樹脂粒子とを含有する熱可塑性樹脂粒子組成物を用いることにより、粒子状態の熱可塑性樹脂をゴム型のキャビティ内に充填する際には、小形熱可塑性樹脂粒子がキャビティの内壁面に付着し、大形熱可塑性樹脂粒子は、キャビティ内における小形熱可塑性樹脂粒子同士の間を通過させることができる。そのため、キャビティ内への粒子状態の熱可塑性樹脂の充填を円滑に行うことができる。
【0047】
ここで、上記ゴム型はゴム材料から形成されており、小形熱可塑性樹脂粒子は、その粒子径が1〜100μmの範囲内であることによって、ゴム材料からなるキャビティの内壁面に付着させることができる。
また、上記粒子状態の熱可塑性樹脂をゴム型のキャビティ(本体キャビティ、第1交差キャビティ、第2交差キャビティ、分割キャビティ含む。)内に配置する際には、先に小形熱可塑性樹脂粒子を配置し、その後、大形熱可塑性樹脂粒子を配置することができる。これにより、小形熱可塑性樹脂粒子をキャビティの内壁面に付着し易くすることができる。
【0048】
また、小形熱可塑性樹脂粒子と大形熱可塑性樹脂粒子との含有比率は、前者が0.1〜20質量%であり、後者が80〜99.9質量%である。これにより、大形熱可塑性樹脂粒子の比率を多くし、ゴム型を介して上記電磁波を照射して熱可塑性樹脂粒子組成物を加熱溶融させる際に、この熱可塑性樹脂粒子組成物に焼け等の不具合が生じることを防止することができる。
【0049】
また、上記小形熱可塑性樹脂粒子の粒子径を1μm未満とすることは製造上困難であり、小形熱可塑性樹脂粒子の粒子径が1μm未満である場合には、熱可塑性樹脂成形品の成形時における取り扱いが困難になる。一方、上記小形熱可塑性樹脂粒子の粒子径が100μm超過である場合には、小形熱可塑性樹脂粒子をキャビティの内壁面に付着させる作用を発揮することが困難になる。
【0050】
また、上記小形熱可塑性樹脂粒子の含有比率が0.1質量%未満である場合には、キャビティの内壁面に付着させる小形熱可塑性樹脂粒子の量が少なくて、キャビティ内における小形熱可塑性樹脂粒子同士の間を大形熱可塑性樹脂粒子を通過させる作用を発揮することが困難になる。一方、上記小形熱可塑性樹脂粒子の含有比率が20質量%超過である場合には、熱可塑性樹脂粒子組成物を加熱溶融させる際に、キャビティの内壁面に付着した小形熱可塑性樹脂粒子に焼け等の不具合が生じるおそれがある。
【0051】
また、小形熱可塑性樹脂粒子の粒子径は、3〜90μmとすることがより好ましい。また、上記大形熱可塑性樹脂粒子の粒子径は、例えば200〜3000μmの範囲内とすることができる。この大形熱可塑性樹脂粒子の粒子径は、300〜2000μmとすることがより好ましく、350〜1500μmとすることがさらに好ましい。
また、熱可塑性樹脂粒子組成物における小形熱可塑性樹脂粒子の含有比率は、10質量%以下とすることが好ましく、7質量%以下とすることがより好ましい。
また、小形熱可塑性樹脂粒子及び大形熱可塑性樹脂粒子に用いる熱可塑性樹脂のメルトフローレート(220℃、10kg荷重)は、1〜100g/10minとすることが好ましく、5〜80g/10minとすることがより好ましく、15〜65g/10minとすることがさらに好ましい。
【0052】
第1の発明において、上記配置工程においては、上記キャビティの残部に、固形状態又は粒子状態の第2熱可塑性樹脂を配置し、上記加熱工程においては、真空手段によって上記キャビティ内の圧力を上記一対のゴム型部の外部の圧力よりも低くして、該一対のゴム型部の間に吸引力を発生させることにより、上記第1熱可塑性樹脂及び上記第2熱可塑性樹脂を溶融させながら、上記一対のゴム型部を互いに接近させ、上記冷却工程においては、容積が縮小した上記キャビティによって上記熱可塑性樹脂成形品を得ることができる(請求項9)。
【0053】
この場合には、一対のゴム型部の間に、成形する成形品よりも大きな容積のキャビティを形成しておき、第1熱可塑性樹脂及び第2熱可塑性樹脂を溶融させる際に、キャビティの容積を縮小させて成形品を得ることができる。また、この場合には、真空手段によって発生させた吸引力(型締め力)を利用して一対のゴム型部を互いに接近させることにより、溶融した熱可塑性樹脂をキャビティの全体に容易に行き渡らせることができる。
【0054】
また、上記ゴム型は一対のゴム型部を合わせて形成し、上記キャビティは上記一対のゴム型部が互いに合わさる対向面同士の間に形成し、上記一対のゴム型部のうちのいずれか一方のゴム型部には、上記キャビティの全周において枠状又は環状の被嵌入凹部を形成し、上記一対のゴム型部のうちの他方のゴム型部には、上記被嵌入凹部に嵌入する枠状又は環状の嵌入凸部を形成し、上記被嵌入凹部に対して上記嵌入凸部を嵌入することによって、上記キャビティの全周を閉塞しておくことができる(請求項10)。
この場合には、一対のゴム型部を互いに接近させるために対向面に形成した隙間から、熱可塑性樹脂が漏れ出すことを容易に防止することができる。
【実施例】
【0055】
以下に、本発明の熱可塑性樹脂成形品の成形方法にかかる実施例につき、図面を参照して説明する。
(実施例1)
本例の熱可塑性樹脂成形品6の成形方法は、次の配置工程、加熱工程及び冷却工程を行うことによって、熱可塑性樹脂成形品6を成形する。
配置工程においては、図1に示すごとく、ゴム材料からなるゴム型2のキャビティ22の一部221に、キャビティ22の一部221に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、図2に示すごとく、キャビティ22の残部222に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、図3に示すごとく、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品6を得る。
【0056】
以下に、本例の熱可塑性樹脂成形品6の成形方法につき、図1〜図5を参照して詳説する。
本例においては、熱可塑性樹脂として、非晶性樹脂であると共にゴム強化スチレン系樹脂であるABS樹脂を用いる。
また、本例のゴム型2は、透明又は半透明のシリコーンゴムからなる。このゴム型2は、成形する熱可塑性樹脂成形品6のマスターモデル(手作りの現物等)を液状のシリコーンゴム内に配置し、このシリコーンゴムを硬化させ、硬化後のシリコーンゴムを切り開いて、このシリコーンゴムからマスターモデルを取り出すことによって作製することができる。
【0057】
また、図1に示すごとく、ゴム型2は、1つの分離面を形成して2つの分離型部21を組み合わせて形成することができ、2つ以上の分離面を形成して3つ以上の分離型部21を組み合わせて形成することもできる。なお、成形時においては、複数の分離型部21は、型開きを防止する手段によって、組み合わせた状態を保持する。また、分離面は、不規則な波形状等に形成することにより、分離型部21同士の位置合わせを容易に行うことができる。
【0058】
図2に示すごとく、電磁波照射装置1は、電磁波(光)Xの発生源11と、この発生源11による電磁波Xをゴム型2の方向へ導くリフレクタ(反射板)12とを有している。本例の電磁波照射装置1としては、近赤外線領域内の約1.2μmの付近に光強度のピークを有する近赤外線ハロゲンヒータを用いる。この近赤外線ハロゲンヒータは、0.78〜2μmの波長領域を含む電磁波Xを発するよう構成されている。
本例において、ゴム型2のキャビティ22内に溶融状態の熱可塑性樹脂を充填する際には、0.5〜5MPaの射出圧力で充填することができる。また、ゴム型2のキャビティ22内に溶融状態の熱可塑性樹脂を充填する際には、キャビティ22内を真空状態にして行うことができる。
【0059】
また、熱可塑性樹脂を加熱溶融させて固化させる工程においては、ゴム型2における各分離型部21が開かないように型締めすることが好ましい。具体的には、油圧、電動の装置による金属板等を用いた型締め、クランプ、ネジ等を用いた型締め、ゴム型2の内部(分離型部21同士の間)を真空状態にして大気圧との差を利用した型締め等が挙げられる。これらの中でも、熱可塑性樹脂を加熱溶融させる際に電磁波Xの照射を妨げないとの観点より、真空状態を利用した型締めを行うことが好ましい。
【0060】
また、0.78〜2μmの波長領域を含む電磁波(光)Xに対する吸光度(特定の波長の光に対する吸収強度を示す尺度)は、熱可塑性樹脂として用いるABS樹脂の方が、ゴム製のゴム型2として用いるシリコーンゴムよりも大きくなっている。なお、吸光度は、例えば、島津製作所製UV3100を用いて測定することができる。
【0061】
図4は、透明のシリコーンゴムと半透明のシリコーンゴムについて、横軸に波長(nm)をとり、縦軸に光の透過率(%)をとって、各シリコーンゴムにおける光の透過率を示すグラフである。同図において、各シリコーンゴムは、200〜2200(nm)の間の波長の光を透過させることがわかる。そのため、この波長の領域である近赤外線(0.78〜2μmの波長領域の光)をシリコーンゴム製のゴム型2の表面に照射すると、当該近赤外線の多くを、ゴム型2を透過させて熱可塑性樹脂に吸収させることができる。そして、ゴム型2に比べて熱可塑性樹脂を選択的に加熱できることがわかる。
【0062】
本例の熱可塑性樹脂成形品6の成形方法においては、ゴム型2を介してキャビティ22内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波Xを照射して成形を行うに当たり、成形する熱可塑性樹脂成形品6の大きさ、形状等によっては、電磁波Xの照射が不十分になる場合の対策を行っている。
次に、電磁波照射装置1及びゴム型2を用いて、熱可塑性樹脂成形品6を成形する方法及びその作用効果につき詳説する。
【0063】
図1に示すごとく、本例のゴム型2のキャビティ22は、成形する熱可塑性樹脂成形品6の形状に応じて、熱可塑性樹脂の注入ゲート23が連通された本体キャビティ222と、この本体キャビティ222に交わって連通された複数の交差キャビティ221とを有している。そして、本例においては、図2に示すごとく、キャビティ22の一部221としての複数の交差キャビティ221に成形する熱可塑性樹脂成形品6の部分を、固形状態の第1熱可塑性樹脂3Aを用いて成形し、残りの本体キャビティ222に成形する熱可塑性樹脂成形品6の部分を、粒子状態の第2熱可塑性樹脂3Bを用いて成形する。
【0064】
まず、予備成形工程として、交差キャビティ221と同一の形状の予備成形用キャビティを有する予備成形用ゴム型を用い、予備成形用キャビティに充填した熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波Xを照射し、熱可塑性樹脂を加熱した後、冷却して、固形状態の第1熱可塑性樹脂3Aを成形しておく。
次いで、図1に示すごとく、配置工程として、ゴム材料からなるゴム型2の交差キャビティ(キャビティ22の一部)221に、固形状態の第1熱可塑性樹脂3Aを配置すると共に、図2に示すごとく、本体キャビティ(キャビティ22の残部)222に、粒子状態の第2熱可塑性樹脂3Bを配置する。そして、交差キャビティ221に固形状態の第1熱可塑性樹脂3Aを配置することにより、このキャビティ22の一部221に不足なく迅速に熱可塑性樹脂を配置することができる。
【0065】
図5に示すごとく、本例の第2熱可塑性樹脂3Bは、粒子径が1〜100μmの小形熱可塑性樹脂粒子32を0.1〜20質量%含有し、残部が小形熱可塑性樹脂粒子32よりも大きい大形熱可塑性樹脂粒子31からなる熱可塑性樹脂粒子組成物である。そして、第2熱可塑性樹脂3Bをゴム型2のキャビティ22内に充填する際には、小形熱可塑性樹脂粒子32がキャビティ22の内壁面220に付着し、大形熱可塑性樹脂粒子31は、キャビティ22内における小形熱可塑性樹脂粒子32同士の間を通過させることができる。そのため、キャビティ22内への粒子状態の熱可塑性樹脂の充填を円滑に行うことができる。
【0066】
ここで、上記ゴム型2はゴム材料から形成されており、小形熱可塑性樹脂粒子32は、その粒子径が1〜100μmの範囲内であることによって、ゴム材料からなるキャビティ22の内壁面220に付着させることができる。
また、配置工程においては、小形熱可塑性樹脂粒子32をゴム型2が開いた状態のキャビティ22に配置しておき(振りかけておき)、ゴム型2を閉じた状態において、キャビティ22に対する熱可塑性樹脂の注入ゲート23から大形熱可塑性樹脂粒子31を充填することができる。
【0067】
そして、小形熱可塑性樹脂粒子32と大形熱可塑性樹脂粒子31との含有比率は、前者が0.1〜20質量%であり、後者が80〜99.9質量%である。これにより、大形熱可塑性樹脂粒子31の比率を多くし、ゴム型2を介して上記電磁波Xを照射して熱可塑性樹脂粒子組成物を加熱溶融させる際に、この熱可塑性樹脂粒子組成物に焼け等の不具合が生じることを防止することができる。
【0068】
次いで、図2に示すごとく、加熱工程として、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを加熱して溶融樹脂として溶融させる。このとき、ゴム型2を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型2に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型2の温度上昇を抑制して、キャビティ22内の第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを溶融させることができる。
また、上記溶融を行うとき、第1熱可塑性樹脂3Aにおける第2熱可塑性樹脂3Bとの接合部分31Aを溶融樹脂として再溶融させると共に、第2熱可塑性樹脂3Bの全体を溶融樹脂として溶融させることができる。
【0069】
そして、本体キャビティ222における熱可塑性樹脂粒子組成物(粒子状態の熱可塑性樹脂)が溶融したときには、本体キャビティ222には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、加熱工程においては、本体キャビティ222に設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティ22の全体に熱可塑性樹脂を行き渡らせることができる。
【0070】
その後、図3に示すごとく、冷却工程として、キャビティ22内の溶融樹脂を冷却したときには、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品6を得ることができる。
これにより、大型の熱可塑性樹脂成形品6を成形する場合に、電磁波Xの照射範囲に制限があるときでも、第1熱可塑性樹脂3Aにおける第2熱可塑性樹脂3Bとの接合部分31A及び第2熱可塑性樹脂3Bの全体に、ゴム型2を介して電磁波Xを照射することにより、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させることができる。
【0071】
また、複雑な形状の熱可塑性樹脂成形品6を成形する場合に、キャビティ22における特定の部分としての交差キャビティ221に充填された熱可塑性樹脂が他の部分としての交差キャビティ221に充填された熱可塑性樹脂の影になって、電磁波Xが十分に到達しないと考えられるときでも、第1熱可塑性樹脂3Aにおける第2熱可塑性樹脂3Bとの接合部分31A及び第2熱可塑性樹脂3Bの全体に、ゴム型2を介して電磁波Xを照射することにより、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させることができる。
【0072】
また、本例においては、粒子状態の第2熱可塑性樹脂3Bを用いることにより、充填圧力をあまり高くすることなくキャビティ22の全体へ熱可塑性樹脂を充填することができ、ゴム型2の変形及び開きを効果的に抑制することができる。そのため、ゴム型2における分離面(パーティング面)からの樹脂漏れを防止することができ、成形した熱可塑性樹脂成形品6の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる。
【0073】
それ故、本例の熱可塑性樹脂成形品6の成形方法によれば、大型又は複雑な形状の熱可塑性樹脂成形品6であっても、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品6を成形することができる。
【0074】
(実施例2)
本例は、図6〜図10に示すごとく、成形する熱可塑性樹脂成形品6の大きさ、形状等によっては、電磁波Xの照射が不十分になる場合の対策として、電磁波照射装置1に対してゴム型2のキャビティ22の各部が対向する位置を順次相対的に移動させて、熱可塑性樹脂成形品6を成形する例である。
図6に示すごとく、本例において用いるゴム型2は、キャビティ22の複数箇所に熱可塑性樹脂の注入ゲート23を有している。具体的には、本例のゴム型2は、キャビティ22の一方側に第1注入ゲート23Aを有し、キャビティ22の他方側に第2注入ゲート23Bを有している。
そして、ゴム型2は、移動手段に配置してあり、電磁波照射装置1に対向させて電磁波Xを照射させる部位を変更可能になっている。本例の移動手段は、ゴム型2を回転させて、ゴム型2におけるキャビティ22の一部221と、残部222とを電磁波照射装置1に順次対向させるよう構成してある。
【0075】
本例においては、まず、図7に示すごとく、配置工程として、ゴム材料からなるゴム型2のキャビティ22内に、粒子状態の熱可塑性樹脂3Cを充填する。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
次いで、同図に示すごとく、第1成形工程として、移動手段によってキャビティ22の一部221を電磁波Xの照射位置Pに配置し(電磁波照射装置1に焦点を合わせ)、当該ゴム型2を介してキャビティ22の一部221における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波Xを照射し、キャビティ22の一部221における熱可塑性樹脂を加熱して溶融樹脂として溶融させる。
【0076】
このとき、ゴム型2を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型2に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型2の温度上昇を抑制して、キャビティ22の一部221における熱可塑性樹脂を溶融させることができる。
【0077】
また、キャビティ22の一部221における熱可塑性樹脂が溶融したときには、キャビティ22の一部221には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第1成形工程においては、キャビティ22の一部221に設けた第1注入ゲート23Aから溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティ22の一部221の全体に熱可塑性樹脂を行き渡らせることができる。
その後、図8に示すごとく、キャビティ22の一部221における熱可塑性樹脂を冷却させる。
【0078】
次いで、図9に示すごとく、第2成形工程として、移動手段によってキャビティ22の残部222を電磁波Xの照射位置Pに配置し(電磁波照射装置1に焦点を合わせ)、当該ゴム型2を介してキャビティ22の残部222における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波Xを照射し、キャビティ22の残部222における熱可塑性樹脂を加熱して溶融樹脂として溶融させる。
このとき、ゴム型2を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型2に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型2の温度上昇を抑制して、キャビティ22の残部222における熱可塑性樹脂を溶融させることができる。
【0079】
また、キャビティ22の残部222における熱可塑性樹脂が溶融したときにも、キャビティ22の残部222には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第2成形工程においては、キャビティ22の残部222に設けた第2注入ゲート23Bから溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティ22の残部222の全体に熱可塑性樹脂を行き渡らせることができる。
【0080】
その後、図10に示すごとく、冷却工程として、キャビティ22内の溶融樹脂を冷却したときには、キャビティ22の全体によって熱可塑性樹脂成形品6を得ることができる。
なお、冷却工程は、空冷(自然冷却)とすることができ、電磁波Xによる加熱を終わったときには、キャビティ22内における熱可塑性樹脂の冷却が開始される。
【0081】
本例においても、大型の熱可塑性樹脂成形品6を成形する場合に、電磁波Xの照射範囲に制限があるときでも、キャビティ22の各部を電磁波Xの照射位置Pに順次配置することにより、電磁波Xをキャビティ22の各部に容易に行き渡らせることができ、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させることができる。
また、複雑な形状の熱可塑性樹脂成形品6を成形する場合に、キャビティ22における特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波Xが十分に到達しないと考えられるときでも、キャビティ22の各部を電磁波Xの照射位置Pに順次配置することにより、電磁波Xをキャビティ22の各部に容易に行き渡らせることができ、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させることができる。
【0082】
それ故、本例の熱可塑性樹脂成形品6の成形方法によっても、大型又は複雑な形状の熱可塑性樹脂成形品6であっても、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品6を成形することができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0083】
(実施例3)
本例は、図11〜図18に示すごとく、成形する熱可塑性樹脂成形品6の大きさ、形状等によっては、電磁波Xの照射が不十分になる場合の対策として、キャビティ22の一部の形状に沿った形状の成形体41A、41Bを予め成形しておき、この成形体41A、41Bを用いて、電磁波照射加熱による成形を行う例である。
本例においては、熱可塑性樹脂成形品6を成形する部分ごとに成形体41A、41Bを成形し、この各成形体41A、41Bを用いて、熱可塑性樹脂成形品6を成形する。本例の成形方法は、特に、熱可塑性樹脂成形品6の形状によって、キャビティ22における特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波Xが十分に到達しないと考えられるときに、有効な方法である。
【0084】
本例においては、図11に示すごとく、ゴム型2のキャビティ22を、熱可塑性樹脂の注入ゲート23が連通された本体キャビティ22Aと、本体キャビティ22Aに交わって連通された第1交差キャビティ22Bと、第1交差キャビティ22Bの周辺において本体キャビティ22Aに交わって連通された第2交差キャビティ22Cとを形成して構成しておく。
第1交差キャビティ22Bと第2交差キャビティ22Cとは、本体キャビティ22Aの厚み方向における同じ側に形成してあり、電磁波Xを照射する際には、いずれか一方の交差キャビティ22B又は22Cに充填された熱可塑性樹脂が、他方の交差キャビティ22C又は22Bに充填された熱可塑性樹脂の影になって、電磁波Xが十分に到達しない状態が形成される。
【0085】
そこで、本例においては、次の第1予備成形工程、第2予備成形工程及び本成形工程を行って、熱可塑性樹脂成形品6を成形する。
まず、図11に示すごとく、第1予備成形工程においては、第1交差キャビティ22Bにゴム材料からなる中子25を嵌入しておき、本体キャビティ22A及び第2交差キャビティ22Cに、粒子状態の熱可塑性樹脂3Cを配置する。そして、ゴム型2を介して熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波Xを照射し、熱可塑性樹脂3Cを加熱して溶融樹脂として溶融させる。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
【0086】
次いで、本体キャビティ22A及び第2交差キャビティ22Cにおける熱可塑性樹脂が溶融したときには、本体キャビティ22A及び第2交差キャビティ22Cには、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第1予備成形工程においては、本体キャビティ22Aに設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、本体キャビティ22A及び第2交差キャビティ22Cに熱可塑性樹脂を行き渡らせることができる。
その後、図12に示すごとく、キャビティ22内の溶融樹脂を冷却して、本体キャビティ22A及び第2交差キャビティ22Cに沿った形状を有する第1成形体4Aを得る。
【0087】
また、図13に示すごとく、第2予備成形工程においては、第2交差キャビティ22Cにゴム材料からなる中子25を嵌入しておき、本体キャビティ22A及び第1交差キャビティ22Bに、粒子状態の熱可塑性樹脂3Cを配置する。そして、ゴム型2を介して熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波Xを照射し、熱可塑性樹脂3Cを加熱して溶融樹脂として溶融させる。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
【0088】
次いで、第1予備成形工程の場合と同様に、本体キャビティ22A及び第1交差キャビティ22Bにおける熱可塑性樹脂が溶融したときに形成された未充填の空洞部分に、本体キャビティ22Aに設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填する。
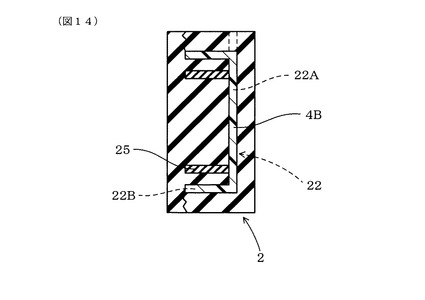
その後、図14に示すごとく、キャビティ22内の溶融樹脂を冷却して、本体キャビティ22A及び第1交差キャビティ22Bに沿った形状を有する第2成形体4Bを得る。
【0089】
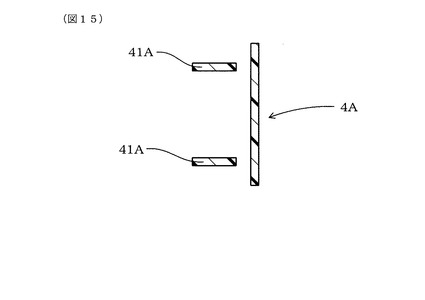
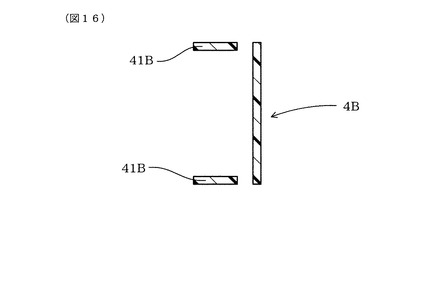
その後、本成形工程においては、図15に示すごとく、キャビティ22から取り出した第1成形体4Aから、第2交差キャビティ22C内に成形した第1成形体切出部分41Aを切り出して、図17に示すごとく、この第1成形体切出部分41Aをゴム型2の第2交差キャビティ22Cに再配置する。また、図16に示すごとく、キャビティ22から取り出した第2成形体4Bから、第1交差キャビティ22B内に成形した第2成形体切出部分41Bを切り出して、図17に示すごとく、この第2成形体切出部分41Bをゴム型2の第1交差キャビティ22Bに再配置する。そして、ゴム型2の本体キャビティ22Aに、粒子状態の熱可塑性樹脂3Cを配置する。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
【0090】
なお、第1予備成形工程において用いるゴム型2と、第2予備成形工程において用いるゴム型2と、本成形工程において用いるゴム型2とは、同じものとすることができ、別のものとすることもできる。
また、上記中子25を用いる代わりに、ゴム製のフィルム、シート等の材料で第1交差キャビティ22B又は第2交差キャビティ22Cを閉塞しておくこともできる。
【0091】
また、図17に示すごとく、本成形工程においては、ゴム型2を介してキャビティ22内の第1成形体切出部分41A、第2成形体切出部分41B及び熱可塑性樹脂3Cに、0.78〜2μmの波長領域を含む電磁波Xを照射する。そして、キャビティ22内の第1成形体切出部分41A、第2成形体切出部分41B及び熱可塑性樹脂3Cを加熱して溶融樹脂として溶融させる。
【0092】
このとき、第1成形体切出部分41Aは、熱可塑性樹脂3Cに対する接合部分411Aを再溶融させ、第2成形体切出部分41Bは、熱可塑性樹脂3Cに対する接合部分411Bを再溶融させることができる。
また、本体キャビティ22Aにおける熱可塑性樹脂3Cが溶融したときに形成された未充填の空洞部分には、本体キャビティ22Aに設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填する。
【0093】
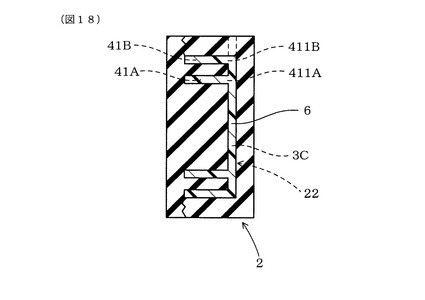
その後、図18に示すごとく、キャビティ22内の溶融樹脂を冷却して、第1成形体切出部分41A、第2成形体切出部分41B及び熱可塑性樹脂3Cが一体化した熱可塑性樹脂成形品6を得る。
これにより、本例においては、第1交差キャビティ22Bの周辺に第2交差キャビティ22Cが形成され、電磁波Xの照射を行う際に、第1交差キャビティ22Bに充填された熱可塑性樹脂と第2交差キャビティ22Cに充填された熱可塑性樹脂とのいずれか一方が他方の影になって、このいずれか一方に電磁波Xが十分に到達しないと考えられるときでも、予め成形した第1成形体切出部分41A及び第2成形体切出部分41Bを用いることにより、第1成形体切出部分41Aが本体キャビティ22Aにおける溶融樹脂に接合される部分411A、及び第2成形体切出部分41Bが本体キャビティ22Aにおける溶融樹脂に接合される部分411Bを、狭い照射範囲の電磁波Xによって効率よく溶融させることができる。
【0094】
それ故、本例の熱可塑性樹脂成形品6の成形方法によっても、複雑な形状の熱可塑性樹脂成形品6であっても、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品6を成形することができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0095】
(実施例4)
本例は、図19〜図23に示すごとく、成形する熱可塑性樹脂成形品6の大きさ、形状等によっては、電磁波Xの照射が不十分になる場合の対策として、ゴム型2を複数の分割型部26A、26Bに分割し、各分割型部26ごとに熱可塑性樹脂成形品6の各部を成形し、この熱可塑性樹脂成形品6の各部を連結して熱可塑性樹脂成形品6を成形する例である。本例の成形方法は、特に、熱可塑性樹脂成形品6が大型であることにより、電磁波Xの照射範囲に制限があるときに、有効な方法である。
【0096】
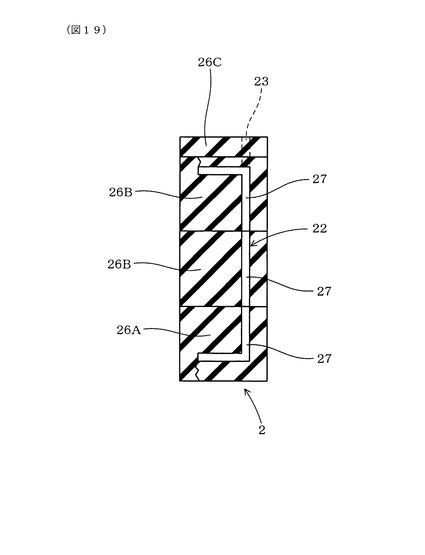
本例においては、図19に示すごとく、成形する熱可塑性樹脂成形品6の形状に沿ったキャビティ22を有するゴム型2を、キャビティ22を複数の分割キャビティ27に分割するよう複数の分割型部26A、26Bに分割して形成しておく。複数の分割型部26A、26Bの端部には、熱可塑性樹脂の注入ゲート23を形成したゲート型部26Cを連結するよう構成しておく。
【0097】
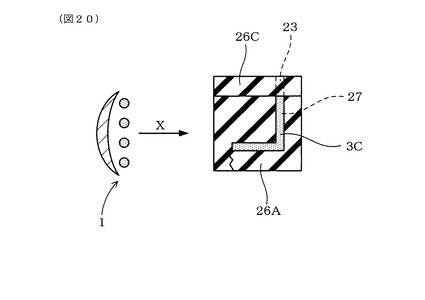
まず、図20に示すごとく、第1成形工程においては、複数の分割型部26A、26Bのうちの端に位置する端分割型部26Aの分割キャビティ27に、ゲート型部26Cを連結し、ゲート型部26Cにおける注入ゲート23から粒子状態の熱可塑性樹脂3Cを配置する。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
そして、端分割型部26Aを介してその分割キャビティ27内における熱可塑性樹脂3Cに、0.78〜2μmの波長領域を含む電磁波Xを照射して、熱可塑性樹脂3Cを加熱して溶融樹脂として溶融させる。
【0098】
このとき、分割キャビティ27における熱可塑性樹脂3Cが溶融したときに形成された未充填の空洞部分には、ゲート型部26Cに設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填する。
その後、図21に示すごとく、分割キャビティ27内の溶融樹脂を冷却することにより、熱可塑性樹脂成形品6の部分61が成形される。
【0099】
次いで、同図に示すごとく、第2成形工程においては、複数の分割型部26A、26Bのうち端分割型部26Aに隣接する隣接分割型部26Bを、熱可塑性樹脂の部分61が分割キャビティ27に配置された状態の端分割型部26Aに連結する。そして、隣接分割型部26Bの分割キャビティ27に、粒子状態の熱可塑性樹脂3Cを配置する。また、隣接分割型部26Bを介してその分割キャビティ27内における熱可塑性樹脂3Cに、0.78〜2μmの波長領域を含む電磁波Xを照射して、熱可塑性樹脂3Cを加熱する。
【0100】
このとき、隣接分割型部26Bの分割キャビティ27内における熱可塑性樹脂3Cが加熱されると共に、端分割型部26Aの分割キャビティ27内における熱可塑性樹脂の部分61の接合部分611も加熱される。これにより、隣接分割型部26Bの分割キャビティ27内における熱可塑性樹脂3Cが溶融樹脂として溶融すると共に、端分割型部26Aの分割キャビティ27内における熱可塑性樹脂の部分61の接合部分611が溶融樹脂として再溶融する。そして、隣接分割型部26Bの分割キャビティ27における熱可塑性樹脂3Cが溶融したときに形成された未充填の空洞部分に溶融状態の熱可塑性樹脂を補充する。
その後、図22に示すごとく、端分割型部26A及び隣接分割型部26Bの分割キャビティ27内の溶融樹脂を冷却することにより、各分割キャビティ27内の熱可塑性樹脂が溶着されて、熱可塑性樹脂成形品6の部分62が成形される。
【0101】
その後、図23に示すごとく、残りの隣接分割型部26Bの分割キャビティ27について、第2成形工程を同様に繰り返し、分割キャビティ27のすべてが連なったキャビティ22によって、熱可塑性樹脂成形品6を得ることができる。
これにより、大型の熱可塑性樹脂成形品6を成形する際に、電磁波Xの照射範囲に制限があるときでも、各分割型部26の分割キャビティ27内における熱可塑性樹脂の加熱ができればよく、電磁波Xの照射範囲を狭くすることができる。
【0102】
それ故、本例の熱可塑性樹脂成形品6の成形方法によれば、大型の熱可塑性樹脂成形品6であっても、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品6を成形することができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0103】
(実施例5)
本例は、図24、図25に示すごとく、ゴム型2を分割して形成した一対のゴム型部2A、2Bの間に、成形する熱可塑性樹脂成形品6よりも大きな容積のキャビティ22を形成しておき、第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを溶融させる際に、キャビティ22の容積を縮小させて熱可塑性樹脂成形品6を得る例である。
本例においては、キャビティ22は一対のゴム型部2A、2Bが互いに合わさる対向面201同士の間に形成し、一対のゴム型部2A、2Bのうちのいずれか一方である一方側ゴム型部2Aには、キャビティ22の全周において環状の被嵌入凹部282、283を形成し、一対のゴム型部2A、2Bのうちの他方の他方側ゴム型部2Bには、被嵌入凹部282、283に嵌入する環状の嵌入凸部284を形成している。
【0104】
図24に示すごとく、本例の一方側ゴム型部2Aは、熱可塑性樹脂成形品6の裏面602を成形するキャビティ形成凸部281と、キャビティ形成凸部281の全周に環状嵌入凹部282を形成して突出する環状外周凸部283とを設けてなる。他方側ゴム型部2Bは、キャビティ形成凸部281を内側に配置して熱可塑性樹脂成形品6の意匠面601を成形するキャビティ形成凹部285と、キャビティ形成凹部285の全周縁部において突出し環状外周凸部283の内周面283Aに嵌入して環状嵌入凹部282内に配置する環状内周凸部284とを設けてなる。
本例のゴム型部2A、2Bにおける被嵌入凹部282、283は、一方側ゴム型部2Aにおける環状嵌入凹部282及び環状外周凸部283によって形成されており、本例のゴム型部2A、2Bにおける嵌入凸部284は、他方側ゴム型部2Bにおける環状内周凸部284によって形成されている。
【0105】
同図に示すごとく、他方側ゴム型部2Bにおける環状内周凸部284の外周面284Aは、一対のゴム型部2A、2Bを互いに接近させる前の原位置において、環状外周凸部283の内周面283Aに嵌入されている。一対のゴム型部2A、2Bは、互いに接近させる前後において、環状内周凸部284の外周面284Aと環状外周凸部283の内周面283Aとによって、一対のゴム型部2A、2Bの間に形成されたキャビティ22及び対向面(分割面)201の全周が閉塞されている。
一方側ゴム型部2Aにおける環状外周凸部283の内周面283Aに対する、他方側ゴム型部2Bにおける環状内周凸部284の外周面284Aの嵌入によって、一対のゴム型部2A、2Bを互いに接近させるために対向面201に形成した隙間29から溶融した熱可塑性樹脂3A、3Bが漏れ出すことを容易に防止することができる。
【0106】
図24、図25に示すごとく、本例においては、一対のゴム型部2A、2B及び電磁波照射装置1以外に、キャビティ22内の真空引きを行う真空手段51を用いる。真空手段51は、一対のゴム型部2A、2Bに接続するポンプであり、熱可塑性樹脂3A、3Bが配置されたキャビティ22内の真空引きを行い、このキャビティ22内を真空状態にするよう構成されている。
また、一方側ゴム型部2Aには、バックアッププレート2Cが対向して配置してあり、一方側ゴム型部2Aとバックアッププレート2Cとの間には、真空手段51によって真空引きを行うための真空引き経路286が形成されている。
【0107】
本例の配置工程においては、固形状態の第1熱可塑性樹脂3Aを配置して形成されたキャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。
次いで、加熱工程においては、真空手段51によってキャビティ22内の圧力を一対のゴム型部2A、2Bの外部の圧力よりも低くして、一対のゴム型部2A、2Bの間に吸引力(型締め力)Fを発生させることにより、第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを溶融させながら、一対のゴム型部2A、2Bを互いに接近させる。
その後、冷却工程においては、容積が縮小したキャビティ22によって熱可塑性樹脂成形品6を得る。
【0108】
本例においては、キャビティ22の容積を縮小させて熱可塑性樹脂成形品6を成形するため、キャビティ22内へ溶融状態の熱可塑性樹脂を別途充填する必要がない。また、熱可塑性樹脂を予め溶融させてキャビティ22へ注入する樹脂注入ノズル等の装置が不要になる。また、キャビティ22内に配置した熱可塑性樹脂3A、3Bのほぼすべてを熱可塑性樹脂成形品6の成形に使用することができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【符号の説明】
【0109】
1 電磁波照射装置
2 ゴム型
22 キャビティ
221 交差キャビティ
222 本体キャビティ
23 注入ゲート
25 中子
3A 第1熱可塑性樹脂
3B 第2熱可塑性樹脂
3C 粒子状態の熱可塑性樹脂
31 大形熱可塑性樹脂粒子
32 小形熱可塑性樹脂粒子
4A 第1成形体
4B 第2成形体
6 熱可塑性樹脂成形品
X 電磁波
【技術分野】
【0001】
本発明は、電磁波を照射してゴム型のキャビティ内に熱可塑性樹脂成形品を成形する方法に関する。
【背景技術】
【0002】
熱可塑性樹脂を用いて所定形状の樹脂成形品を得る方法としては、一般的には、射出成形、ブロー成形、押出成形、プレス成形等の種々の成形方法がある。
これに対し、特に特許文献1においては、ゴム製の成形型を用いて、熱可塑性樹脂からなる樹脂成形品を真空注型法により成形する際に、成形型に対して熱可塑性樹脂を選択的に加熱することができる樹脂成形方法が開示されている。この樹脂成形方法においては、成形型のキャビティ内に溶融状態の熱可塑性樹脂を充填する際に、0.78〜2μmの波長領域を含む電磁波を、成形型を介して熱可塑性樹脂に照射し、成形型を構成するゴムと熱可塑性樹脂との物性の違いにより、ゴム製の成形型に比べて、熱可塑性樹脂を積極的に加熱することができる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2007−216447号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、大型の熱可塑性樹脂成形品を成形する場合には、電磁波の照射範囲に制限があるために、電磁波がキャビティにおける熱可塑性樹脂の全体に行き渡らないという問題がある。また、複雑な形状の熱可塑性樹脂成形品を成形する場合には、キャビティにおける特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波が十分に到達しないという問題がある。
【0005】
本発明は、かかる従来の問題点に鑑みてなされたもので、大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
第1の発明は、ゴム材料からなるゴム型のキャビティの一部に、該キャビティの一部に沿った形状の固形状態の第1熱可塑性樹脂を配置すると共に、上記キャビティの残部に、固形状態、粒子状態又は溶融状態の第2熱可塑性樹脂を配置する配置工程と、
上記ゴム型を介して上記キャビティ内における上記第1熱可塑性樹脂及び上記第2熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該第1熱可塑性樹脂及び該第2熱可塑性樹脂を加熱して溶融樹脂として溶融させる加熱工程と、
上記キャビティ内の溶融樹脂を冷却して、上記第1熱可塑性樹脂と上記第2熱可塑性樹脂とが一体化した熱可塑性樹脂成形品を得る冷却工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法にある(請求項1)。
【0007】
第2の発明は、ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂を配置する配置工程と、
上記キャビティの一部を電磁波の照射位置に配置し、当該ゴム型を介して上記キャビティの一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱して溶融樹脂として溶融させると共に、上記キャビティの一部に設けた第1注入ゲートから溶融状態の熱可塑性樹脂を補充する第1成形工程と、
上記キャビティの他の一部を上記照射位置に配置し、当該ゴム型を介して上記キャビティの他の一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱して溶融樹脂として溶融させると共に、上記キャビティの他の一部に設けた第2注入ゲートから溶融状態の熱可塑性樹脂を補充する第2成形工程と、
上記キャビティ内の溶融樹脂を冷却して、熱可塑性樹脂成形品を得る冷却工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法にある(請求項4)。
【0008】
第3の発明は、ゴム材料からなるゴム型を用い、該ゴム型のキャビティを、熱可塑性樹脂の注入ゲートが連通された本体キャビティと、該本体キャビティに交わって連通された第1交差キャビティと、該第1交差キャビティの周辺において上記本体キャビティに交わって連通された第2交差キャビティとを形成して構成しておき、
上記第1交差キャビティにゴム材料からなる中子を嵌入するか、又は上記第1交差キャビティを上記本体キャビティに対して閉塞しておき、上記本体キャビティ及び上記第2交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して該熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却して、第1成形体を得る第1予備成形工程と、
上記第2交差キャビティにゴム材料からなる中子を嵌入するか、又は上記第2交差キャビティを上記本体キャビティに対して閉塞しておき、上記本体キャビティ及び上記第1交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して該熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却して、第2成形体を得る第2予備成形工程と、
上記キャビティから取り出した上記第1成形体から、上記第2交差キャビティ内に成形した第1成形体切出部分を切り出して、該第1成形体切出部分を上記ゴム型の上記第2交差キャビティに再配置すると共に、上記キャビティから取り出した上記第2成形体から、上記第1交差キャビティ内に成形した第2成形体切出部分を切り出して、該第2成形体切出部分を上記ゴム型の上記第1交差キャビティに再配置し、かつ、上記ゴム型の上記本体キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して上記キャビティ内の上記第1成形体切出部分、上記第2成形体切出部分及び上記熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該第1成形体切出部分、該第2成形体切出部分及び該熱可塑性樹脂を加熱して溶融樹脂として溶融させ、その後、該溶融樹脂を冷却して、上記第1成形体切出部分、上記第2成形体切出部分及び上記熱可塑性樹脂が一体化した熱可塑性樹脂成形品を得る本成形工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法にある(請求項5)。
【0009】
第4の発明は、ゴム材料からなり、成形する熱可塑性樹脂成形品の形状に沿ったキャビティを有するゴム型を、上記キャビティを複数の分割キャビティに分割するよう複数の分割型部に分割して形成しておき、
上記複数の分割型部のうちの端に位置する端分割型部の上記分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、上記端分割型部を介してその上記分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却する第1成形工程と、
上記複数の分割型部のうち上記端分割型部に隣接する隣接分割型部を、上記熱可塑性樹脂が上記分割キャビティに配置された状態の上記端分割型部に連結し、当該隣接分割型部の上記分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、上記隣接分割型部を介してその上記分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、該熱可塑性樹脂を、上記端分割型部の上記分割キャビティ内における熱可塑性樹脂と溶着させると共に冷却する第2成形工程とを行い、
上記複数の分割型部の上記分割キャビティのすべてについて、上記第2成形工程を同様に繰り返し、上記分割キャビティのすべてが連なった上記キャビティによって、熱可塑性樹脂成形品を得ることを特徴とする熱可塑性樹脂成形品の成形方法にある(請求項7)。
【0010】
第5の発明は、上記熱可塑性樹脂成形品の成形方法を行って得られたことを特徴とする熱可塑性樹脂成形品にある(請求項11)。
【発明の効果】
【0011】
第1の発明の熱可塑性樹脂成形品の成形方法においては、ゴム型を介してキャビティ内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射して成形を行うに当たり、成形する熱可塑性樹脂成形品の大きさ、形状等によっては、電磁波の照射が不十分になる場合の対策を行っている。
具体的には、本発明においては、まず、配置工程として、ゴム材料からなるゴム型のキャビティの一部に、固形状態の第1熱可塑性樹脂を配置すると共に、キャビティの残部に、固形状態、粒子状態又は溶融状態の第2熱可塑性樹脂を配置する。このとき、固形状態の第1熱可塑性樹脂は、キャビティの一部の形状に沿って形成しておく。
そして、キャビティの一部に固形状態の第1熱可塑性樹脂を配置することにより、このキャビティの一部に不足なく迅速に熱可塑性樹脂を配置することができる。
【0012】
次いで、加熱工程として、ゴム型を介してキャビティ内における第1熱可塑性樹脂及び第2熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、第1熱可塑性樹脂及び第2熱可塑性樹脂を加熱して溶融樹脂として溶融させる。このとき、ゴム型を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型の温度上昇を抑制して、キャビティ内の第1熱可塑性樹脂及び第2熱可塑性樹脂を溶融させることができる。
【0013】
また、上記溶融を行うとき、第2熱可塑性樹脂に、固形状態のものを用いた場合には、第1熱可塑性樹脂と第2熱可塑性樹脂との接合部分の周辺のみを加熱して、溶融樹脂として溶融させることができる。
また、第2熱可塑性樹脂に、粒子状態のものを用いた場合には、第1熱可塑性樹脂における第2熱可塑性樹脂との接合部分、及び第2熱可塑性樹脂の全体を溶融樹脂として溶融させることができる。さらに、第2熱可塑性樹脂に、溶融状態(ペースト状態、液状態)のものを用いた場合には、第1熱可塑性樹脂における第2熱可塑性樹脂との接合部分を溶融樹脂として溶融させると共に、第2熱可塑性樹脂の全体が溶融した状態を溶融樹脂として維持することができる。
【0014】
なお、固形状態又は粒子状態の第2熱可塑性樹脂を用いた場合、キャビティ内に充填した第2熱可塑性樹脂が溶融したときに、キャビティ内に未充填の空洞部分が形成される場合がある。そのため、この未充填の空洞部分には、溶融状態の熱可塑性樹脂を補充することができる。また、未充填の空洞部分が生じないように、成形する熱可塑性樹脂の体積以上の体積を有するキャビティに対して第1熱可塑性樹脂及び第2熱可塑性樹脂を配置し、キャビティを縮小させるようにして熱可塑性樹脂成形品を成形することもできる。
【0015】
その後、冷却工程として、キャビティ内の溶融樹脂を冷却したときには、第1熱可塑性樹脂と第2熱可塑性樹脂とが一体化した熱可塑性樹脂成形品を得ることができる。
これにより、例えば、大型の熱可塑性樹脂成形品を成形する場合に、電磁波の照射範囲に制限があるときでも、第1熱可塑性樹脂と第2熱可塑性樹脂との接合部分、又は第1熱可塑性樹脂における第2熱可塑性樹脂との接合部分及び第2熱可塑性樹脂の全体に、ゴム型を介して電磁波を照射することにより、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させることができる。
また、例えば、複雑な形状の熱可塑性樹脂成形品を成形する場合に、キャビティにおける特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波が十分に到達しないと考えられるときでも、第1熱可塑性樹脂と第2熱可塑性樹脂との接合部分、又は第1熱可塑性樹脂における第2熱可塑性樹脂との接合部分及び第2熱可塑性樹脂の全体に、ゴム型を介して電磁波を照射することにより、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させることができる。
【0016】
それ故、本発明の熱可塑性樹脂成形品の成形方法によれば、大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる。
【0017】
第2の発明の熱可塑性樹脂成形品の成形方法においても、ゴム型を介してキャビティ内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射して成形を行うに当たり、成形する熱可塑性樹脂成形品の大きさ、形状等によっては、電磁波の照射が不十分になる場合の対策を行っている。
具体的には、本発明においては、まず、配置工程として、ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂を配置する。
【0018】
次いで、第1成形工程として、キャビティの一部を電磁波の照射位置に配置し、当該ゴム型を介してキャビティの一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、キャビティの一部における熱可塑性樹脂を加熱して溶融樹脂として溶融させる。
このとき、ゴム型を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型の温度上昇を抑制して、キャビティの一部における熱可塑性樹脂を溶融させることができる。
【0019】
また、キャビティの一部における熱可塑性樹脂が溶融したときには、キャビティの一部には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第1成形工程においては、キャビティの一部に設けた第1注入ゲートから溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティの一部の全体に熱可塑性樹脂を行き渡らせることができる。
【0020】
次いで、第2成形工程として、キャビティの他の一部を電磁波の照射位置に配置し、当該ゴム型を介してキャビティの他の一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、キャビティの他の一部における熱可塑性樹脂を加熱して溶融樹脂として溶融させる。
このとき、ゴム型を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型の温度上昇を抑制して、キャビティの他の一部における熱可塑性樹脂を溶融させることができる。
なお、キャビティの一部又は他の一部と電磁波の照射位置との配置関係の変更は、電磁波の照射位置に対してゴム型を移動、回転、向き変更等させることによって行うことができ、ゴム型に対して電磁波の照射位置を移動、回転、向き変更等させることによって行うこともできる。
【0021】
また、キャビティの他の一部における熱可塑性樹脂が溶融したときにも、キャビティの他の一部には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第2成形工程においては、キャビティの他の一部に設けた第2注入ゲートから溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティの他の一部の全体に熱可塑性樹脂を行き渡らせることができる。
【0022】
その後、冷却工程として、キャビティ内の溶融樹脂を冷却したときには、キャビティの全体によって熱可塑性樹脂成形品を得ることができる。
なお、冷却工程は、空冷(自然冷却)とすることができ、上記第1成形工程を終わったときには、上記キャビティの一部における熱可塑性樹脂が冷却される。
また、2回にわたって成形工程を行う場合には、上記キャビティの他の一部は、キャビティの残部とすることができ、3回以上にわたって成形工程を行う場合には、上記第2成形工程は、2回以上繰り返して行うことができる。
【0023】
本発明においても、例えば、大型の熱可塑性樹脂成形品を成形する場合に、電磁波の照射範囲に制限があるときでも、キャビティの各部を電磁波の照射位置に順次配置することにより、電磁波をキャビティの各部に容易に行き渡らせることができ、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させることができる。
また、例えば、複雑な形状の熱可塑性樹脂成形品を成形する場合に、キャビティにおける特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波が十分に到達しないと考えられるときでも、キャビティの各部を電磁波の照射位置に順次配置することにより、電磁波をキャビティの各部に容易に行き渡らせることができ、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させることができる。
【0024】
それ故、本発明の熱可塑性樹脂成形品の成形方法によっても、大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる。
【0025】
第3の発明の熱可塑性樹脂成形品の成形方法においても、ゴム型を介してキャビティ内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射して成形を行うに当たり、成形する熱可塑性樹脂成形品の大きさ、形状等によっては、電磁波の照射が不十分になる場合の対策を行っている。
本発明においては、熱可塑性樹脂成形品を成形する部分ごとに成形体の部分を形成し、この各成形体の部分を用いて、熱可塑性樹脂成形品を成形する。本発明の成形方法は、特に、熱可塑性樹脂成形品の形状によって、キャビティにおける特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波が十分に到達しないと考えられるときに、有効な方法である。
【0026】
具体的には、本発明のゴム型のキャビティは、上記本体キャビティに対して、第1交差キャビティ及び第2交差キャビティが交わって形成されている。
まず、第1予備成形工程においては、第1交差キャビティにゴム材料からなる中子を嵌入するか、又は第1交差キャビティを本体キャビティに対して閉塞しておき、本体キャビティ及び第2交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置する。そして、ゴム型を介して熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、熱可塑性樹脂を加熱し、その後、熱可塑性樹脂を冷却して、本体キャビティ及び第2交差キャビティに沿った形状を有する第1成形体を得る。
また、第2予備成形工程においても、第1予備成形工程と同様にして、熱可塑性樹脂の配置及び電磁波の照射を行い、本体キャビティ及び第1交差キャビティに沿った形状を有する第2成形体を得る。
【0027】
その後、本成形工程においては、キャビティから取り出した第1成形体から、第2交差キャビティ内に成形した第1成形体切出部分を切り出して、この第1成形体切出部分をゴム型の第2交差キャビティに再配置する。また、キャビティから取り出した第2成形体から、第1交差キャビティ内に成形した第2成形体切出部分を切り出して、この第2成形体切出部分をゴム型の第1交差キャビティに再配置する。そして、ゴム型の本体キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置する。
なお、第1予備成形工程において用いるゴム型と、第2予備成形工程において用いるゴム型と、本成形工程において用いるゴム型とは、同じものとすることができ、別のものとすることもできる。
【0028】
また、本成形工程においては、ゴム型を介してキャビティ内の第1成形体切出部分、第2成形体切出部分及び熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射する。そして、キャビティ内の第1成形体切出部分、第2成形体切出部分及び熱可塑性樹脂を加熱して溶融樹脂として溶融させ、その後、この溶融樹脂を冷却して、第1成形体切出部分、第2成形体切出部分及び熱可塑性樹脂が一体化した熱可塑性樹脂成形品を得る。
これにより、本発明においては、第1交差キャビティの周辺に第2交差キャビティが形成され、電磁波の照射を行う際に、第1交差キャビティに充填された熱可塑性樹脂と第2交差キャビティに充填された熱可塑性樹脂とのいずれか一方が他方の影になって、このいずれか一方に電磁波が十分に到達しないと考えられるときでも、予め成形した第1成形体切出部分及び第2成形体切出部分を用いることにより、第1成形体切出部分が本体キャビティにおける熱可塑性樹脂に接合される部分、及び第2成形体切出部分が本体キャビティにおける熱可塑性樹脂に接合される部分を、狭い照射範囲の電磁波によって効率よく溶融させることができる。
【0029】
なお、各工程において、粒子状態の熱可塑性樹脂を用いた場合、キャビティ内に充填した熱可塑性樹脂が溶融したときに、キャビティ内に未充填の空洞部分が形成される場合がある。そのため、この未充填の空洞部分には、溶融状態の熱可塑性樹脂を補充することができる。また、未充填の空洞部分が生じないように、成形する熱可塑性樹脂の体積以上の体積を有するキャビティに対して熱可塑性樹脂を配置して、キャビティを縮小させるようにして各成形体又は熱可塑性樹脂成形品を成形することもできる。
【0030】
それ故、本発明の熱可塑性樹脂成形品の成形方法によっても、複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる。
【0031】
第4の発明の熱可塑性樹脂成形品の成形方法においても、ゴム型を介してキャビティ内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射して成形を行うに当たり、成形する熱可塑性樹脂成形品の大きさ、形状等によっては、電磁波の照射が不十分になる場合の対策を行っている。
本発明においては、ゴム型を複数の分割型部に分割し、各分割型部ごとに熱可塑性樹脂成形品の各部を成形し、この熱可塑性樹脂成形品の各部を連結して熱可塑性樹脂成形品を成形する。本発明の成形方法は、特に、熱可塑性樹脂成形品が大型であることにより、電磁波の照射範囲に制限があるときに、有効な方法である。
【0032】
具体的には、本発明のゴム型は、キャビティを複数の分割キャビティに分割するよう複数の分割型部に分割して形成しておく。
まず、第1成形工程においては、複数の分割型部のうちの端に位置する端分割型部の分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置する。そして、端分割型部を介してその分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、熱可塑性樹脂を加熱し、その後、熱可塑性樹脂を冷却することにより、熱可塑性樹脂成形品の部分を成形する。
なお、端分割型部とは、必ずしも分割型部全体の一番端を意味するものではなく、1番目に熱可塑性樹脂の加熱を行う分割型部のことをいう。
【0033】
また、第2成形工程においては、複数の分割型部のうち端分割型部に隣接する隣接分割型部を、熱可塑性樹脂が分割キャビティに配置された状態の端分割型部に連結する。そして、隣接分割型部の分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置する。また、隣接分割型部を介してその分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、熱可塑性樹脂を加熱する。
このとき、隣接分割型部の分割キャビティ内における熱可塑性樹脂が加熱されると共に、端分割型部の分割キャビティ内における熱可塑性樹脂の接合部分も加熱される。これにより、隣接分割型部の分割キャビティ内における熱可塑性樹脂と、端分割型部の分割キャビティ内における熱可塑性樹脂の接合部分とが溶融して溶着される。
【0034】
その後、複数の分割型部の分割キャビティのすべてについて、第2成形工程を同様に繰り返し、分割キャビティのすべてが連なったキャビティによって、熱可塑性樹脂成形品を得ることができる。
これにより、大型の熱可塑性樹脂成形品を成形する際に、電磁波の照射範囲に制限があるときでも、各分割型部の分割キャビティ内における熱可塑性樹脂の加熱ができればよく、電磁波の照射範囲を狭くすることができる。
【0035】
なお、固形状態又は粒子状態の熱可塑性樹脂を用いた場合、分割キャビティ内に充填した第2熱可塑性樹脂が溶融したときに、分割キャビティ内に未充填の空洞部分が形成される場合がある。そのため、この未充填の空洞部分には、溶融状態の熱可塑性樹脂を補充することができる。また、未充填の空洞部分が生じないように、成形する熱可塑性樹脂の成形体の体積以上の体積を有する分割キャビティに対して熱可塑性樹脂を配置し、分割キャビティを縮小させるようにして熱可塑性樹脂成形品を成形することもできる。
【0036】
それ故、本発明の熱可塑性樹脂成形品の成形方法によれば、大型の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる。
【0037】
第5の発明の熱可塑性樹脂成形品は、上記熱可塑性樹脂成形品の成形方法を行って得られたものであり、大型又は複雑な形状の熱可塑性樹脂成形品を容易に製造することができる。
【図面の簡単な説明】
【0038】
【図1】実施例1における、ゴム型のキャビティに固体状態の第1熱可塑性樹脂を配置した状態を示す断面説明図。
【図2】実施例1における、ゴム型のキャビティに粒子状態の第2熱可塑性樹脂を配置し、加熱溶融させる状態を示す断面説明図。
【図3】実施例1における、ゴム型のキャビティに熱可塑性樹脂成形品を成形した状態を示す断面説明図。
【図4】実施例1において、横軸に波長(nm)をとり、縦軸に光の透過率(%)をとって、透明のシリコーンゴムと半透明のシリコーンゴムについての光の透過率を示すグラフ。
【図5】実施例1において、小形熱可塑性樹脂粒子と大形熱可塑性樹脂粒子とをゴム型のキャビティ内に充填する状態を示す断面説明図。
【図6】実施例2における、ゴム型のキャビティを示す断面説明図。
【図7】実施例2における、電磁波の照射位置に配置したキャビティの一部における熱可塑性樹脂を加熱溶融させる状態を示す断面説明図。
【図8】実施例2における、キャビティの一部における熱可塑性樹脂を固化させる状態を示す断面説明図。
【図9】実施例2における、ゴム型を移動させ、電磁波の照射位置に配置したキャビティの残部における熱可塑性樹脂を加熱溶融させる状態を示す断面説明図。
【図10】実施例2における、ゴム型のキャビティに熱可塑性樹脂成形品を成形した状態を示す断面説明図。
【図11】実施例3における、本体キャビティ及び第2交差キャビティにおける熱可塑性樹脂を加熱溶融させて、第1成形体を成形する状態を示す断面説明図。
【図12】実施例3における、本体キャビティ及び第2交差キャビティに沿った形状を有する第1成形体を成形した状態を示す断面説明図。
【図13】実施例3における、本体キャビティ及び第1交差キャビティにおける熱可塑性樹脂を加熱溶融させて、第2成形体を成形する状態を示す断面説明図。
【図14】実施例3における、本体キャビティ及び第1交差キャビティに沿った形状を有する第2成形体を成形した状態を示す断面説明図。
【図15】実施例3における、第1成形体から第1成形体切出部分を切り出した状態を示す断面説明図。
【図16】実施例3における、第2成形体から第2成形体切出部分を切り出した状態を示す断面説明図。
【図17】実施例3における、第1成形体切出部分及び第2成形体切出部分をキャビティ内に再配置し、新たに充填した熱可塑性樹脂と共に加熱溶融させる状態を示す断面説明図。
【図18】実施例3における、ゴム型のキャビティに熱可塑性樹脂成形品を成形した状態を示す断面説明図。
【図19】実施例4における、複数の分割型部に分割したゴム型を示す断面説明図。
【図20】実施例4における、端分割型部の分割キャビティにおける熱可塑性樹脂を加熱溶融させる状態を示す断面説明図。
【図21】実施例4における、隣接分割型部の分割キャビティにおける熱可塑性樹脂を加熱溶融させる状態を示す断面説明図。
【図22】実施例4における、端分割型部及び隣接分割型部の分割キャビティ内の溶融樹脂を冷却して固化させる状態を示す断面説明図。
【図23】実施例4における、ゴム型のキャビティに熱可塑性樹脂成形品を成形した状態を示す断面説明図。
【図24】実施例5における、互いに接近する前の一対のゴム型部を示す断面説明図。
【図25】実施例5における、互いに接近した後の一対のゴム型部を示す断面説明図。
【発明を実施するための形態】
【0039】
上述した第1〜第4の発明における好ましい実施の形態につき説明する。
第1の発明において、上記固形状態の第1熱可塑性樹脂と、上記固形状態、粒子状態又は溶融状態の第2熱可塑性樹脂とには、同じ組成の熱可塑性樹脂を用いることができ、異なる組成の熱可塑性樹脂を用いることもできる。また、第2〜第4の発明において用いる熱可塑性樹脂についても、同じ組成の熱可塑性樹脂を用いることができ、異なる組成の熱可塑性樹脂を用いることもできる。異なる組成の熱可塑性樹脂を用いる場合には、機械的強度を高くするため、相溶性の高い熱可塑性樹脂を用いることが好ましい。
【0040】
また、第1〜第4の発明において、異なる組成の熱可塑性樹脂を併用することによって、容易に熱可塑性樹脂成形品の積層体を成形することができる。
また、第1〜第4の発明において、上記ゴム型は、ゴム材料としての透明又は半透明のシリコーンゴムから形成することができる。このシリコーンゴムの硬度は、JIS−A規格測定において25〜80とすることができる。
【0041】
また、第1〜第4の発明において電磁波照射成形に用いる熱可塑性樹脂としては、電磁波を吸収し、加熱が促進されるものを用いることができる。
この熱可塑性樹脂は、熱可塑性を有する重合体を含むものであれば、特に限定されず、ABS樹脂(アクリロニトリル・ブタジエン・スチレン樹脂)、ASA樹脂(アクリレート・スチレン・アクリロニトリル樹脂)、AES樹脂(アクリロニトリル・エチレン−プロピレン−ジエン・スチレン樹脂)等のゴム強化スチレン系樹脂、ポリスチレン、スチレン・アクリロニトリル共重合体、スチレン・無水マレイン酸共重合体、(メタ)アクリル酸エステル・スチレン共重合体等のスチレン系樹脂、ポリエチレン、ポリプロピレン等のオレフィン系樹脂、環状オレフィン樹脂、アクリル系樹脂、ポリカーボネート樹脂、ポリエステル系樹脂、ポリアミド系樹脂、塩化ビニル系樹脂、ポリアリレート樹脂、ポリアセタール樹脂、ポリフェニレンエーテル樹脂、ポリフェニレンサルファイド樹脂、フッ素樹脂、イミド系樹脂、ケトン系樹脂、スルホン系樹脂、ウレタン系樹脂、ポリ酢酸ビニル、ポリエチレンオキシド、ポリビニルアルコール、ポリビニルエーテル、ポリビニルブチラール、フェノキシ樹脂、感光性樹脂、液晶ポリマー、生分解性プラスチック等が挙げられる。これらは、1種単独であるいは2種以上を組み合わせて用いることができる。
【0042】
上記熱可塑性樹脂のうち、電磁波照射成形に用いる熱可塑性樹脂として好適なものとして、ゴム強化スチレン系樹脂、オレフィン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂及びポリカーボネート樹脂のアロイ、ゴム強化スチレン系樹脂及びポリカーボネート樹脂のアロイ、ゴム強化スチレン系樹脂及びポリエステル系樹脂のアロイ等が挙げられる。
【0043】
また、上記固形状態の第1熱可塑性樹脂は、上記キャビティの一部と同一の形状の予備成形用キャビティを有する予備成形用ゴム型を用い、上記予備成形用キャビティに充填した熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱した後、冷却して得られたものとすることが好ましい(請求項2)。
この場合には、予備成形用ゴム型を用いることにより、上記キャビティの一部に沿った形状の固形状態の第1熱可塑性樹脂を容易に成形することができる。
【0044】
第1の発明において、上記配置工程においては、上記キャビティの残部に、粒子状態の第2熱可塑性樹脂を配置し、上記加熱工程においては、上記キャビティの残部に溶融状態の熱可塑性樹脂を補充することが好ましい(請求項3)。
第3の発明において、上記本成形工程においては、粒子状態の熱可塑性樹脂を上記本体キャビティに配置して加熱溶融させると共に、該本体キャビティに溶融状態の熱可塑性樹脂を補充することが好ましい(請求項6)。
【0045】
この場合には、充填圧力をあまり高くすることなくキャビティの全体へ熱可塑性樹脂を充填することができ、ゴム型の変形及び開きを効果的に抑制することができる。そのため、ゴム型における分割面(パーティング面)からの樹脂漏れを防止することができ、成形した熱可塑性樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる。
【0046】
第1〜第4の発明において、上記粒子状態の熱可塑性樹脂は、粒子径が1〜100μmの小形熱可塑性樹脂粒子を0.1〜20質量%含有し、残部が該小形熱可塑性樹脂粒子よりも大きい大形熱可塑性樹脂粒子からなる熱可塑性樹脂粒子組成物であることが好ましい(請求項8)。
この場合には、粒子径が1〜100μmの小形熱可塑性樹脂粒子と、それよりも大きい大形熱可塑性樹脂粒子とを含有する熱可塑性樹脂粒子組成物を用いることにより、粒子状態の熱可塑性樹脂をゴム型のキャビティ内に充填する際には、小形熱可塑性樹脂粒子がキャビティの内壁面に付着し、大形熱可塑性樹脂粒子は、キャビティ内における小形熱可塑性樹脂粒子同士の間を通過させることができる。そのため、キャビティ内への粒子状態の熱可塑性樹脂の充填を円滑に行うことができる。
【0047】
ここで、上記ゴム型はゴム材料から形成されており、小形熱可塑性樹脂粒子は、その粒子径が1〜100μmの範囲内であることによって、ゴム材料からなるキャビティの内壁面に付着させることができる。
また、上記粒子状態の熱可塑性樹脂をゴム型のキャビティ(本体キャビティ、第1交差キャビティ、第2交差キャビティ、分割キャビティ含む。)内に配置する際には、先に小形熱可塑性樹脂粒子を配置し、その後、大形熱可塑性樹脂粒子を配置することができる。これにより、小形熱可塑性樹脂粒子をキャビティの内壁面に付着し易くすることができる。
【0048】
また、小形熱可塑性樹脂粒子と大形熱可塑性樹脂粒子との含有比率は、前者が0.1〜20質量%であり、後者が80〜99.9質量%である。これにより、大形熱可塑性樹脂粒子の比率を多くし、ゴム型を介して上記電磁波を照射して熱可塑性樹脂粒子組成物を加熱溶融させる際に、この熱可塑性樹脂粒子組成物に焼け等の不具合が生じることを防止することができる。
【0049】
また、上記小形熱可塑性樹脂粒子の粒子径を1μm未満とすることは製造上困難であり、小形熱可塑性樹脂粒子の粒子径が1μm未満である場合には、熱可塑性樹脂成形品の成形時における取り扱いが困難になる。一方、上記小形熱可塑性樹脂粒子の粒子径が100μm超過である場合には、小形熱可塑性樹脂粒子をキャビティの内壁面に付着させる作用を発揮することが困難になる。
【0050】
また、上記小形熱可塑性樹脂粒子の含有比率が0.1質量%未満である場合には、キャビティの内壁面に付着させる小形熱可塑性樹脂粒子の量が少なくて、キャビティ内における小形熱可塑性樹脂粒子同士の間を大形熱可塑性樹脂粒子を通過させる作用を発揮することが困難になる。一方、上記小形熱可塑性樹脂粒子の含有比率が20質量%超過である場合には、熱可塑性樹脂粒子組成物を加熱溶融させる際に、キャビティの内壁面に付着した小形熱可塑性樹脂粒子に焼け等の不具合が生じるおそれがある。
【0051】
また、小形熱可塑性樹脂粒子の粒子径は、3〜90μmとすることがより好ましい。また、上記大形熱可塑性樹脂粒子の粒子径は、例えば200〜3000μmの範囲内とすることができる。この大形熱可塑性樹脂粒子の粒子径は、300〜2000μmとすることがより好ましく、350〜1500μmとすることがさらに好ましい。
また、熱可塑性樹脂粒子組成物における小形熱可塑性樹脂粒子の含有比率は、10質量%以下とすることが好ましく、7質量%以下とすることがより好ましい。
また、小形熱可塑性樹脂粒子及び大形熱可塑性樹脂粒子に用いる熱可塑性樹脂のメルトフローレート(220℃、10kg荷重)は、1〜100g/10minとすることが好ましく、5〜80g/10minとすることがより好ましく、15〜65g/10minとすることがさらに好ましい。
【0052】
第1の発明において、上記配置工程においては、上記キャビティの残部に、固形状態又は粒子状態の第2熱可塑性樹脂を配置し、上記加熱工程においては、真空手段によって上記キャビティ内の圧力を上記一対のゴム型部の外部の圧力よりも低くして、該一対のゴム型部の間に吸引力を発生させることにより、上記第1熱可塑性樹脂及び上記第2熱可塑性樹脂を溶融させながら、上記一対のゴム型部を互いに接近させ、上記冷却工程においては、容積が縮小した上記キャビティによって上記熱可塑性樹脂成形品を得ることができる(請求項9)。
【0053】
この場合には、一対のゴム型部の間に、成形する成形品よりも大きな容積のキャビティを形成しておき、第1熱可塑性樹脂及び第2熱可塑性樹脂を溶融させる際に、キャビティの容積を縮小させて成形品を得ることができる。また、この場合には、真空手段によって発生させた吸引力(型締め力)を利用して一対のゴム型部を互いに接近させることにより、溶融した熱可塑性樹脂をキャビティの全体に容易に行き渡らせることができる。
【0054】
また、上記ゴム型は一対のゴム型部を合わせて形成し、上記キャビティは上記一対のゴム型部が互いに合わさる対向面同士の間に形成し、上記一対のゴム型部のうちのいずれか一方のゴム型部には、上記キャビティの全周において枠状又は環状の被嵌入凹部を形成し、上記一対のゴム型部のうちの他方のゴム型部には、上記被嵌入凹部に嵌入する枠状又は環状の嵌入凸部を形成し、上記被嵌入凹部に対して上記嵌入凸部を嵌入することによって、上記キャビティの全周を閉塞しておくことができる(請求項10)。
この場合には、一対のゴム型部を互いに接近させるために対向面に形成した隙間から、熱可塑性樹脂が漏れ出すことを容易に防止することができる。
【実施例】
【0055】
以下に、本発明の熱可塑性樹脂成形品の成形方法にかかる実施例につき、図面を参照して説明する。
(実施例1)
本例の熱可塑性樹脂成形品6の成形方法は、次の配置工程、加熱工程及び冷却工程を行うことによって、熱可塑性樹脂成形品6を成形する。
配置工程においては、図1に示すごとく、ゴム材料からなるゴム型2のキャビティ22の一部221に、キャビティ22の一部221に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、図2に示すごとく、キャビティ22の残部222に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、図3に示すごとく、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品6を得る。
【0056】
以下に、本例の熱可塑性樹脂成形品6の成形方法につき、図1〜図5を参照して詳説する。
本例においては、熱可塑性樹脂として、非晶性樹脂であると共にゴム強化スチレン系樹脂であるABS樹脂を用いる。
また、本例のゴム型2は、透明又は半透明のシリコーンゴムからなる。このゴム型2は、成形する熱可塑性樹脂成形品6のマスターモデル(手作りの現物等)を液状のシリコーンゴム内に配置し、このシリコーンゴムを硬化させ、硬化後のシリコーンゴムを切り開いて、このシリコーンゴムからマスターモデルを取り出すことによって作製することができる。
【0057】
また、図1に示すごとく、ゴム型2は、1つの分離面を形成して2つの分離型部21を組み合わせて形成することができ、2つ以上の分離面を形成して3つ以上の分離型部21を組み合わせて形成することもできる。なお、成形時においては、複数の分離型部21は、型開きを防止する手段によって、組み合わせた状態を保持する。また、分離面は、不規則な波形状等に形成することにより、分離型部21同士の位置合わせを容易に行うことができる。
【0058】
図2に示すごとく、電磁波照射装置1は、電磁波(光)Xの発生源11と、この発生源11による電磁波Xをゴム型2の方向へ導くリフレクタ(反射板)12とを有している。本例の電磁波照射装置1としては、近赤外線領域内の約1.2μmの付近に光強度のピークを有する近赤外線ハロゲンヒータを用いる。この近赤外線ハロゲンヒータは、0.78〜2μmの波長領域を含む電磁波Xを発するよう構成されている。
本例において、ゴム型2のキャビティ22内に溶融状態の熱可塑性樹脂を充填する際には、0.5〜5MPaの射出圧力で充填することができる。また、ゴム型2のキャビティ22内に溶融状態の熱可塑性樹脂を充填する際には、キャビティ22内を真空状態にして行うことができる。
【0059】
また、熱可塑性樹脂を加熱溶融させて固化させる工程においては、ゴム型2における各分離型部21が開かないように型締めすることが好ましい。具体的には、油圧、電動の装置による金属板等を用いた型締め、クランプ、ネジ等を用いた型締め、ゴム型2の内部(分離型部21同士の間)を真空状態にして大気圧との差を利用した型締め等が挙げられる。これらの中でも、熱可塑性樹脂を加熱溶融させる際に電磁波Xの照射を妨げないとの観点より、真空状態を利用した型締めを行うことが好ましい。
【0060】
また、0.78〜2μmの波長領域を含む電磁波(光)Xに対する吸光度(特定の波長の光に対する吸収強度を示す尺度)は、熱可塑性樹脂として用いるABS樹脂の方が、ゴム製のゴム型2として用いるシリコーンゴムよりも大きくなっている。なお、吸光度は、例えば、島津製作所製UV3100を用いて測定することができる。
【0061】
図4は、透明のシリコーンゴムと半透明のシリコーンゴムについて、横軸に波長(nm)をとり、縦軸に光の透過率(%)をとって、各シリコーンゴムにおける光の透過率を示すグラフである。同図において、各シリコーンゴムは、200〜2200(nm)の間の波長の光を透過させることがわかる。そのため、この波長の領域である近赤外線(0.78〜2μmの波長領域の光)をシリコーンゴム製のゴム型2の表面に照射すると、当該近赤外線の多くを、ゴム型2を透過させて熱可塑性樹脂に吸収させることができる。そして、ゴム型2に比べて熱可塑性樹脂を選択的に加熱できることがわかる。
【0062】
本例の熱可塑性樹脂成形品6の成形方法においては、ゴム型2を介してキャビティ22内の熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波Xを照射して成形を行うに当たり、成形する熱可塑性樹脂成形品6の大きさ、形状等によっては、電磁波Xの照射が不十分になる場合の対策を行っている。
次に、電磁波照射装置1及びゴム型2を用いて、熱可塑性樹脂成形品6を成形する方法及びその作用効果につき詳説する。
【0063】
図1に示すごとく、本例のゴム型2のキャビティ22は、成形する熱可塑性樹脂成形品6の形状に応じて、熱可塑性樹脂の注入ゲート23が連通された本体キャビティ222と、この本体キャビティ222に交わって連通された複数の交差キャビティ221とを有している。そして、本例においては、図2に示すごとく、キャビティ22の一部221としての複数の交差キャビティ221に成形する熱可塑性樹脂成形品6の部分を、固形状態の第1熱可塑性樹脂3Aを用いて成形し、残りの本体キャビティ222に成形する熱可塑性樹脂成形品6の部分を、粒子状態の第2熱可塑性樹脂3Bを用いて成形する。
【0064】
まず、予備成形工程として、交差キャビティ221と同一の形状の予備成形用キャビティを有する予備成形用ゴム型を用い、予備成形用キャビティに充填した熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波Xを照射し、熱可塑性樹脂を加熱した後、冷却して、固形状態の第1熱可塑性樹脂3Aを成形しておく。
次いで、図1に示すごとく、配置工程として、ゴム材料からなるゴム型2の交差キャビティ(キャビティ22の一部)221に、固形状態の第1熱可塑性樹脂3Aを配置すると共に、図2に示すごとく、本体キャビティ(キャビティ22の残部)222に、粒子状態の第2熱可塑性樹脂3Bを配置する。そして、交差キャビティ221に固形状態の第1熱可塑性樹脂3Aを配置することにより、このキャビティ22の一部221に不足なく迅速に熱可塑性樹脂を配置することができる。
【0065】
図5に示すごとく、本例の第2熱可塑性樹脂3Bは、粒子径が1〜100μmの小形熱可塑性樹脂粒子32を0.1〜20質量%含有し、残部が小形熱可塑性樹脂粒子32よりも大きい大形熱可塑性樹脂粒子31からなる熱可塑性樹脂粒子組成物である。そして、第2熱可塑性樹脂3Bをゴム型2のキャビティ22内に充填する際には、小形熱可塑性樹脂粒子32がキャビティ22の内壁面220に付着し、大形熱可塑性樹脂粒子31は、キャビティ22内における小形熱可塑性樹脂粒子32同士の間を通過させることができる。そのため、キャビティ22内への粒子状態の熱可塑性樹脂の充填を円滑に行うことができる。
【0066】
ここで、上記ゴム型2はゴム材料から形成されており、小形熱可塑性樹脂粒子32は、その粒子径が1〜100μmの範囲内であることによって、ゴム材料からなるキャビティ22の内壁面220に付着させることができる。
また、配置工程においては、小形熱可塑性樹脂粒子32をゴム型2が開いた状態のキャビティ22に配置しておき(振りかけておき)、ゴム型2を閉じた状態において、キャビティ22に対する熱可塑性樹脂の注入ゲート23から大形熱可塑性樹脂粒子31を充填することができる。
【0067】
そして、小形熱可塑性樹脂粒子32と大形熱可塑性樹脂粒子31との含有比率は、前者が0.1〜20質量%であり、後者が80〜99.9質量%である。これにより、大形熱可塑性樹脂粒子31の比率を多くし、ゴム型2を介して上記電磁波Xを照射して熱可塑性樹脂粒子組成物を加熱溶融させる際に、この熱可塑性樹脂粒子組成物に焼け等の不具合が生じることを防止することができる。
【0068】
次いで、図2に示すごとく、加熱工程として、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを加熱して溶融樹脂として溶融させる。このとき、ゴム型2を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型2に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型2の温度上昇を抑制して、キャビティ22内の第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを溶融させることができる。
また、上記溶融を行うとき、第1熱可塑性樹脂3Aにおける第2熱可塑性樹脂3Bとの接合部分31Aを溶融樹脂として再溶融させると共に、第2熱可塑性樹脂3Bの全体を溶融樹脂として溶融させることができる。
【0069】
そして、本体キャビティ222における熱可塑性樹脂粒子組成物(粒子状態の熱可塑性樹脂)が溶融したときには、本体キャビティ222には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、加熱工程においては、本体キャビティ222に設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティ22の全体に熱可塑性樹脂を行き渡らせることができる。
【0070】
その後、図3に示すごとく、冷却工程として、キャビティ22内の溶融樹脂を冷却したときには、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品6を得ることができる。
これにより、大型の熱可塑性樹脂成形品6を成形する場合に、電磁波Xの照射範囲に制限があるときでも、第1熱可塑性樹脂3Aにおける第2熱可塑性樹脂3Bとの接合部分31A及び第2熱可塑性樹脂3Bの全体に、ゴム型2を介して電磁波Xを照射することにより、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させることができる。
【0071】
また、複雑な形状の熱可塑性樹脂成形品6を成形する場合に、キャビティ22における特定の部分としての交差キャビティ221に充填された熱可塑性樹脂が他の部分としての交差キャビティ221に充填された熱可塑性樹脂の影になって、電磁波Xが十分に到達しないと考えられるときでも、第1熱可塑性樹脂3Aにおける第2熱可塑性樹脂3Bとの接合部分31A及び第2熱可塑性樹脂3Bの全体に、ゴム型2を介して電磁波Xを照射することにより、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させることができる。
【0072】
また、本例においては、粒子状態の第2熱可塑性樹脂3Bを用いることにより、充填圧力をあまり高くすることなくキャビティ22の全体へ熱可塑性樹脂を充填することができ、ゴム型2の変形及び開きを効果的に抑制することができる。そのため、ゴム型2における分離面(パーティング面)からの樹脂漏れを防止することができ、成形した熱可塑性樹脂成形品6の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる。
【0073】
それ故、本例の熱可塑性樹脂成形品6の成形方法によれば、大型又は複雑な形状の熱可塑性樹脂成形品6であっても、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品6を成形することができる。
【0074】
(実施例2)
本例は、図6〜図10に示すごとく、成形する熱可塑性樹脂成形品6の大きさ、形状等によっては、電磁波Xの照射が不十分になる場合の対策として、電磁波照射装置1に対してゴム型2のキャビティ22の各部が対向する位置を順次相対的に移動させて、熱可塑性樹脂成形品6を成形する例である。
図6に示すごとく、本例において用いるゴム型2は、キャビティ22の複数箇所に熱可塑性樹脂の注入ゲート23を有している。具体的には、本例のゴム型2は、キャビティ22の一方側に第1注入ゲート23Aを有し、キャビティ22の他方側に第2注入ゲート23Bを有している。
そして、ゴム型2は、移動手段に配置してあり、電磁波照射装置1に対向させて電磁波Xを照射させる部位を変更可能になっている。本例の移動手段は、ゴム型2を回転させて、ゴム型2におけるキャビティ22の一部221と、残部222とを電磁波照射装置1に順次対向させるよう構成してある。
【0075】
本例においては、まず、図7に示すごとく、配置工程として、ゴム材料からなるゴム型2のキャビティ22内に、粒子状態の熱可塑性樹脂3Cを充填する。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
次いで、同図に示すごとく、第1成形工程として、移動手段によってキャビティ22の一部221を電磁波Xの照射位置Pに配置し(電磁波照射装置1に焦点を合わせ)、当該ゴム型2を介してキャビティ22の一部221における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波Xを照射し、キャビティ22の一部221における熱可塑性樹脂を加熱して溶融樹脂として溶融させる。
【0076】
このとき、ゴム型2を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型2に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型2の温度上昇を抑制して、キャビティ22の一部221における熱可塑性樹脂を溶融させることができる。
【0077】
また、キャビティ22の一部221における熱可塑性樹脂が溶融したときには、キャビティ22の一部221には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第1成形工程においては、キャビティ22の一部221に設けた第1注入ゲート23Aから溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティ22の一部221の全体に熱可塑性樹脂を行き渡らせることができる。
その後、図8に示すごとく、キャビティ22の一部221における熱可塑性樹脂を冷却させる。
【0078】
次いで、図9に示すごとく、第2成形工程として、移動手段によってキャビティ22の残部222を電磁波Xの照射位置Pに配置し(電磁波照射装置1に焦点を合わせ)、当該ゴム型2を介してキャビティ22の残部222における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波Xを照射し、キャビティ22の残部222における熱可塑性樹脂を加熱して溶融樹脂として溶融させる。
このとき、ゴム型2を構成するゴム材料と熱可塑性樹脂との物性の違いにより、ゴム型2に比べて、熱可塑性樹脂を選択的に加熱することができる(熱可塑性樹脂の加熱量を多くすることができる)。これにより、ゴム型2の温度上昇を抑制して、キャビティ22の残部222における熱可塑性樹脂を溶融させることができる。
【0079】
また、キャビティ22の残部222における熱可塑性樹脂が溶融したときにも、キャビティ22の残部222には、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第2成形工程においては、キャビティ22の残部222に設けた第2注入ゲート23Bから溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、キャビティ22の残部222の全体に熱可塑性樹脂を行き渡らせることができる。
【0080】
その後、図10に示すごとく、冷却工程として、キャビティ22内の溶融樹脂を冷却したときには、キャビティ22の全体によって熱可塑性樹脂成形品6を得ることができる。
なお、冷却工程は、空冷(自然冷却)とすることができ、電磁波Xによる加熱を終わったときには、キャビティ22内における熱可塑性樹脂の冷却が開始される。
【0081】
本例においても、大型の熱可塑性樹脂成形品6を成形する場合に、電磁波Xの照射範囲に制限があるときでも、キャビティ22の各部を電磁波Xの照射位置Pに順次配置することにより、電磁波Xをキャビティ22の各部に容易に行き渡らせることができ、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させることができる。
また、複雑な形状の熱可塑性樹脂成形品6を成形する場合に、キャビティ22における特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波Xが十分に到達しないと考えられるときでも、キャビティ22の各部を電磁波Xの照射位置Pに順次配置することにより、電磁波Xをキャビティ22の各部に容易に行き渡らせることができ、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させることができる。
【0082】
それ故、本例の熱可塑性樹脂成形品6の成形方法によっても、大型又は複雑な形状の熱可塑性樹脂成形品6であっても、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品6を成形することができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0083】
(実施例3)
本例は、図11〜図18に示すごとく、成形する熱可塑性樹脂成形品6の大きさ、形状等によっては、電磁波Xの照射が不十分になる場合の対策として、キャビティ22の一部の形状に沿った形状の成形体41A、41Bを予め成形しておき、この成形体41A、41Bを用いて、電磁波照射加熱による成形を行う例である。
本例においては、熱可塑性樹脂成形品6を成形する部分ごとに成形体41A、41Bを成形し、この各成形体41A、41Bを用いて、熱可塑性樹脂成形品6を成形する。本例の成形方法は、特に、熱可塑性樹脂成形品6の形状によって、キャビティ22における特定の部分に充填された熱可塑性樹脂が他の部分に充填された熱可塑性樹脂の影になって、電磁波Xが十分に到達しないと考えられるときに、有効な方法である。
【0084】
本例においては、図11に示すごとく、ゴム型2のキャビティ22を、熱可塑性樹脂の注入ゲート23が連通された本体キャビティ22Aと、本体キャビティ22Aに交わって連通された第1交差キャビティ22Bと、第1交差キャビティ22Bの周辺において本体キャビティ22Aに交わって連通された第2交差キャビティ22Cとを形成して構成しておく。
第1交差キャビティ22Bと第2交差キャビティ22Cとは、本体キャビティ22Aの厚み方向における同じ側に形成してあり、電磁波Xを照射する際には、いずれか一方の交差キャビティ22B又は22Cに充填された熱可塑性樹脂が、他方の交差キャビティ22C又は22Bに充填された熱可塑性樹脂の影になって、電磁波Xが十分に到達しない状態が形成される。
【0085】
そこで、本例においては、次の第1予備成形工程、第2予備成形工程及び本成形工程を行って、熱可塑性樹脂成形品6を成形する。
まず、図11に示すごとく、第1予備成形工程においては、第1交差キャビティ22Bにゴム材料からなる中子25を嵌入しておき、本体キャビティ22A及び第2交差キャビティ22Cに、粒子状態の熱可塑性樹脂3Cを配置する。そして、ゴム型2を介して熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波Xを照射し、熱可塑性樹脂3Cを加熱して溶融樹脂として溶融させる。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
【0086】
次いで、本体キャビティ22A及び第2交差キャビティ22Cにおける熱可塑性樹脂が溶融したときには、本体キャビティ22A及び第2交差キャビティ22Cには、熱可塑性樹脂が充填されていない未充填の空洞部分が形成される。そして、第1予備成形工程においては、本体キャビティ22Aに設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填して、本体キャビティ22A及び第2交差キャビティ22Cに熱可塑性樹脂を行き渡らせることができる。
その後、図12に示すごとく、キャビティ22内の溶融樹脂を冷却して、本体キャビティ22A及び第2交差キャビティ22Cに沿った形状を有する第1成形体4Aを得る。
【0087】
また、図13に示すごとく、第2予備成形工程においては、第2交差キャビティ22Cにゴム材料からなる中子25を嵌入しておき、本体キャビティ22A及び第1交差キャビティ22Bに、粒子状態の熱可塑性樹脂3Cを配置する。そして、ゴム型2を介して熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波Xを照射し、熱可塑性樹脂3Cを加熱して溶融樹脂として溶融させる。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
【0088】
次いで、第1予備成形工程の場合と同様に、本体キャビティ22A及び第1交差キャビティ22Bにおける熱可塑性樹脂が溶融したときに形成された未充填の空洞部分に、本体キャビティ22Aに設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填する。
その後、図14に示すごとく、キャビティ22内の溶融樹脂を冷却して、本体キャビティ22A及び第1交差キャビティ22Bに沿った形状を有する第2成形体4Bを得る。
【0089】
その後、本成形工程においては、図15に示すごとく、キャビティ22から取り出した第1成形体4Aから、第2交差キャビティ22C内に成形した第1成形体切出部分41Aを切り出して、図17に示すごとく、この第1成形体切出部分41Aをゴム型2の第2交差キャビティ22Cに再配置する。また、図16に示すごとく、キャビティ22から取り出した第2成形体4Bから、第1交差キャビティ22B内に成形した第2成形体切出部分41Bを切り出して、図17に示すごとく、この第2成形体切出部分41Bをゴム型2の第1交差キャビティ22Bに再配置する。そして、ゴム型2の本体キャビティ22Aに、粒子状態の熱可塑性樹脂3Cを配置する。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
【0090】
なお、第1予備成形工程において用いるゴム型2と、第2予備成形工程において用いるゴム型2と、本成形工程において用いるゴム型2とは、同じものとすることができ、別のものとすることもできる。
また、上記中子25を用いる代わりに、ゴム製のフィルム、シート等の材料で第1交差キャビティ22B又は第2交差キャビティ22Cを閉塞しておくこともできる。
【0091】
また、図17に示すごとく、本成形工程においては、ゴム型2を介してキャビティ22内の第1成形体切出部分41A、第2成形体切出部分41B及び熱可塑性樹脂3Cに、0.78〜2μmの波長領域を含む電磁波Xを照射する。そして、キャビティ22内の第1成形体切出部分41A、第2成形体切出部分41B及び熱可塑性樹脂3Cを加熱して溶融樹脂として溶融させる。
【0092】
このとき、第1成形体切出部分41Aは、熱可塑性樹脂3Cに対する接合部分411Aを再溶融させ、第2成形体切出部分41Bは、熱可塑性樹脂3Cに対する接合部分411Bを再溶融させることができる。
また、本体キャビティ22Aにおける熱可塑性樹脂3Cが溶融したときに形成された未充填の空洞部分には、本体キャビティ22Aに設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填する。
【0093】
その後、図18に示すごとく、キャビティ22内の溶融樹脂を冷却して、第1成形体切出部分41A、第2成形体切出部分41B及び熱可塑性樹脂3Cが一体化した熱可塑性樹脂成形品6を得る。
これにより、本例においては、第1交差キャビティ22Bの周辺に第2交差キャビティ22Cが形成され、電磁波Xの照射を行う際に、第1交差キャビティ22Bに充填された熱可塑性樹脂と第2交差キャビティ22Cに充填された熱可塑性樹脂とのいずれか一方が他方の影になって、このいずれか一方に電磁波Xが十分に到達しないと考えられるときでも、予め成形した第1成形体切出部分41A及び第2成形体切出部分41Bを用いることにより、第1成形体切出部分41Aが本体キャビティ22Aにおける溶融樹脂に接合される部分411A、及び第2成形体切出部分41Bが本体キャビティ22Aにおける溶融樹脂に接合される部分411Bを、狭い照射範囲の電磁波Xによって効率よく溶融させることができる。
【0094】
それ故、本例の熱可塑性樹脂成形品6の成形方法によっても、複雑な形状の熱可塑性樹脂成形品6であっても、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品6を成形することができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0095】
(実施例4)
本例は、図19〜図23に示すごとく、成形する熱可塑性樹脂成形品6の大きさ、形状等によっては、電磁波Xの照射が不十分になる場合の対策として、ゴム型2を複数の分割型部26A、26Bに分割し、各分割型部26ごとに熱可塑性樹脂成形品6の各部を成形し、この熱可塑性樹脂成形品6の各部を連結して熱可塑性樹脂成形品6を成形する例である。本例の成形方法は、特に、熱可塑性樹脂成形品6が大型であることにより、電磁波Xの照射範囲に制限があるときに、有効な方法である。
【0096】
本例においては、図19に示すごとく、成形する熱可塑性樹脂成形品6の形状に沿ったキャビティ22を有するゴム型2を、キャビティ22を複数の分割キャビティ27に分割するよう複数の分割型部26A、26Bに分割して形成しておく。複数の分割型部26A、26Bの端部には、熱可塑性樹脂の注入ゲート23を形成したゲート型部26Cを連結するよう構成しておく。
【0097】
まず、図20に示すごとく、第1成形工程においては、複数の分割型部26A、26Bのうちの端に位置する端分割型部26Aの分割キャビティ27に、ゲート型部26Cを連結し、ゲート型部26Cにおける注入ゲート23から粒子状態の熱可塑性樹脂3Cを配置する。この粒子状態の熱可塑性樹脂3Cには、上記実施例1に示した熱可塑性樹脂組成物と同様のものを用いる。
そして、端分割型部26Aを介してその分割キャビティ27内における熱可塑性樹脂3Cに、0.78〜2μmの波長領域を含む電磁波Xを照射して、熱可塑性樹脂3Cを加熱して溶融樹脂として溶融させる。
【0098】
このとき、分割キャビティ27における熱可塑性樹脂3Cが溶融したときに形成された未充填の空洞部分には、ゲート型部26Cに設けた注入ゲート23から溶融状態の熱可塑性樹脂を補充する。これにより、溶融状態の熱可塑性樹脂によって未充填の空洞部分を充填する。
その後、図21に示すごとく、分割キャビティ27内の溶融樹脂を冷却することにより、熱可塑性樹脂成形品6の部分61が成形される。
【0099】
次いで、同図に示すごとく、第2成形工程においては、複数の分割型部26A、26Bのうち端分割型部26Aに隣接する隣接分割型部26Bを、熱可塑性樹脂の部分61が分割キャビティ27に配置された状態の端分割型部26Aに連結する。そして、隣接分割型部26Bの分割キャビティ27に、粒子状態の熱可塑性樹脂3Cを配置する。また、隣接分割型部26Bを介してその分割キャビティ27内における熱可塑性樹脂3Cに、0.78〜2μmの波長領域を含む電磁波Xを照射して、熱可塑性樹脂3Cを加熱する。
【0100】
このとき、隣接分割型部26Bの分割キャビティ27内における熱可塑性樹脂3Cが加熱されると共に、端分割型部26Aの分割キャビティ27内における熱可塑性樹脂の部分61の接合部分611も加熱される。これにより、隣接分割型部26Bの分割キャビティ27内における熱可塑性樹脂3Cが溶融樹脂として溶融すると共に、端分割型部26Aの分割キャビティ27内における熱可塑性樹脂の部分61の接合部分611が溶融樹脂として再溶融する。そして、隣接分割型部26Bの分割キャビティ27における熱可塑性樹脂3Cが溶融したときに形成された未充填の空洞部分に溶融状態の熱可塑性樹脂を補充する。
その後、図22に示すごとく、端分割型部26A及び隣接分割型部26Bの分割キャビティ27内の溶融樹脂を冷却することにより、各分割キャビティ27内の熱可塑性樹脂が溶着されて、熱可塑性樹脂成形品6の部分62が成形される。
【0101】
その後、図23に示すごとく、残りの隣接分割型部26Bの分割キャビティ27について、第2成形工程を同様に繰り返し、分割キャビティ27のすべてが連なったキャビティ22によって、熱可塑性樹脂成形品6を得ることができる。
これにより、大型の熱可塑性樹脂成形品6を成形する際に、電磁波Xの照射範囲に制限があるときでも、各分割型部26の分割キャビティ27内における熱可塑性樹脂の加熱ができればよく、電磁波Xの照射範囲を狭くすることができる。
【0102】
それ故、本例の熱可塑性樹脂成形品6の成形方法によれば、大型の熱可塑性樹脂成形品6であっても、狭い照射範囲の電磁波Xによって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品6を成形することができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【0103】
(実施例5)
本例は、図24、図25に示すごとく、ゴム型2を分割して形成した一対のゴム型部2A、2Bの間に、成形する熱可塑性樹脂成形品6よりも大きな容積のキャビティ22を形成しておき、第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを溶融させる際に、キャビティ22の容積を縮小させて熱可塑性樹脂成形品6を得る例である。
本例においては、キャビティ22は一対のゴム型部2A、2Bが互いに合わさる対向面201同士の間に形成し、一対のゴム型部2A、2Bのうちのいずれか一方である一方側ゴム型部2Aには、キャビティ22の全周において環状の被嵌入凹部282、283を形成し、一対のゴム型部2A、2Bのうちの他方の他方側ゴム型部2Bには、被嵌入凹部282、283に嵌入する環状の嵌入凸部284を形成している。
【0104】
図24に示すごとく、本例の一方側ゴム型部2Aは、熱可塑性樹脂成形品6の裏面602を成形するキャビティ形成凸部281と、キャビティ形成凸部281の全周に環状嵌入凹部282を形成して突出する環状外周凸部283とを設けてなる。他方側ゴム型部2Bは、キャビティ形成凸部281を内側に配置して熱可塑性樹脂成形品6の意匠面601を成形するキャビティ形成凹部285と、キャビティ形成凹部285の全周縁部において突出し環状外周凸部283の内周面283Aに嵌入して環状嵌入凹部282内に配置する環状内周凸部284とを設けてなる。
本例のゴム型部2A、2Bにおける被嵌入凹部282、283は、一方側ゴム型部2Aにおける環状嵌入凹部282及び環状外周凸部283によって形成されており、本例のゴム型部2A、2Bにおける嵌入凸部284は、他方側ゴム型部2Bにおける環状内周凸部284によって形成されている。
【0105】
同図に示すごとく、他方側ゴム型部2Bにおける環状内周凸部284の外周面284Aは、一対のゴム型部2A、2Bを互いに接近させる前の原位置において、環状外周凸部283の内周面283Aに嵌入されている。一対のゴム型部2A、2Bは、互いに接近させる前後において、環状内周凸部284の外周面284Aと環状外周凸部283の内周面283Aとによって、一対のゴム型部2A、2Bの間に形成されたキャビティ22及び対向面(分割面)201の全周が閉塞されている。
一方側ゴム型部2Aにおける環状外周凸部283の内周面283Aに対する、他方側ゴム型部2Bにおける環状内周凸部284の外周面284Aの嵌入によって、一対のゴム型部2A、2Bを互いに接近させるために対向面201に形成した隙間29から溶融した熱可塑性樹脂3A、3Bが漏れ出すことを容易に防止することができる。
【0106】
図24、図25に示すごとく、本例においては、一対のゴム型部2A、2B及び電磁波照射装置1以外に、キャビティ22内の真空引きを行う真空手段51を用いる。真空手段51は、一対のゴム型部2A、2Bに接続するポンプであり、熱可塑性樹脂3A、3Bが配置されたキャビティ22内の真空引きを行い、このキャビティ22内を真空状態にするよう構成されている。
また、一方側ゴム型部2Aには、バックアッププレート2Cが対向して配置してあり、一方側ゴム型部2Aとバックアッププレート2Cとの間には、真空手段51によって真空引きを行うための真空引き経路286が形成されている。
【0107】
本例の配置工程においては、固形状態の第1熱可塑性樹脂3Aを配置して形成されたキャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。
次いで、加熱工程においては、真空手段51によってキャビティ22内の圧力を一対のゴム型部2A、2Bの外部の圧力よりも低くして、一対のゴム型部2A、2Bの間に吸引力(型締め力)Fを発生させることにより、第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bを溶融させながら、一対のゴム型部2A、2Bを互いに接近させる。
その後、冷却工程においては、容積が縮小したキャビティ22によって熱可塑性樹脂成形品6を得る。
【0108】
本例においては、キャビティ22の容積を縮小させて熱可塑性樹脂成形品6を成形するため、キャビティ22内へ溶融状態の熱可塑性樹脂を別途充填する必要がない。また、熱可塑性樹脂を予め溶融させてキャビティ22へ注入する樹脂注入ノズル等の装置が不要になる。また、キャビティ22内に配置した熱可塑性樹脂3A、3Bのほぼすべてを熱可塑性樹脂成形品6の成形に使用することができる。
本例においても、その他の構成は上記実施例1と同様であり、上記実施例1と同様の作用効果を得ることができる。
【符号の説明】
【0109】
1 電磁波照射装置
2 ゴム型
22 キャビティ
221 交差キャビティ
222 本体キャビティ
23 注入ゲート
25 中子
3A 第1熱可塑性樹脂
3B 第2熱可塑性樹脂
3C 粒子状態の熱可塑性樹脂
31 大形熱可塑性樹脂粒子
32 小形熱可塑性樹脂粒子
4A 第1成形体
4B 第2成形体
6 熱可塑性樹脂成形品
X 電磁波
【特許請求の範囲】
【請求項1】
ゴム材料からなるゴム型のキャビティの一部に、該キャビティの一部に沿った形状の固形状態の第1熱可塑性樹脂を配置すると共に、上記キャビティの残部に、固形状態、粒子状態又は溶融状態の第2熱可塑性樹脂を配置する配置工程と、
上記ゴム型を介して上記キャビティ内における上記第1熱可塑性樹脂及び上記第2熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該第1熱可塑性樹脂及び該第2熱可塑性樹脂を加熱して溶融樹脂として溶融させる加熱工程と、
上記キャビティ内の溶融樹脂を冷却して、上記第1熱可塑性樹脂と上記第2熱可塑性樹脂とが一体化した熱可塑性樹脂成形品を得る冷却工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項2】
請求項1において、上記固形状態の第1熱可塑性樹脂は、上記キャビティの一部と同一の形状の予備成形用キャビティを有する予備成形用ゴム型を用い、上記予備成形用キャビティに充填した熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱した後、冷却して得られたものであることを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項3】
請求項1又は2において、上記配置工程においては、上記キャビティの残部に、粒子状態の第2熱可塑性樹脂を配置し、
上記加熱工程においては、上記キャビティの残部に溶融状態の熱可塑性樹脂を補充することを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項4】
ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂を配置する配置工程と、
上記キャビティの一部を電磁波の照射位置に配置し、当該ゴム型を介して上記キャビティの一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱して溶融樹脂として溶融させると共に、上記キャビティの一部に設けた第1注入ゲートから溶融状態の熱可塑性樹脂を補充する第1成形工程と、
上記キャビティの他の一部を上記照射位置に配置し、当該ゴム型を介して上記キャビティの他の一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱して溶融樹脂として溶融させると共に、上記キャビティの他の一部に設けた第2注入ゲートから溶融状態の熱可塑性樹脂を補充する第2成形工程と、
上記キャビティ内の溶融樹脂を冷却して、熱可塑性樹脂成形品を得る冷却工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項5】
ゴム材料からなるゴム型を用い、該ゴム型のキャビティを、熱可塑性樹脂の注入ゲートが連通された本体キャビティと、該本体キャビティに交わって連通された第1交差キャビティと、該第1交差キャビティの周辺において上記本体キャビティに交わって連通された第2交差キャビティとを形成して構成しておき、
上記第1交差キャビティにゴム材料からなる中子を嵌入するか、又は上記第1交差キャビティを上記本体キャビティに対して閉塞しておき、上記本体キャビティ及び上記第2交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して該熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却して、第1成形体を得る第1予備成形工程と、
上記第2交差キャビティにゴム材料からなる中子を嵌入するか、又は上記第2交差キャビティを上記本体キャビティに対して閉塞しておき、上記本体キャビティ及び上記第1交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して該熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却して、第2成形体を得る第2予備成形工程と、
上記キャビティから取り出した上記第1成形体から、上記第2交差キャビティ内に成形した第1成形体切出部分を切り出して、該第1成形体切出部分を上記ゴム型の上記第2交差キャビティに再配置すると共に、上記キャビティから取り出した上記第2成形体から、上記第1交差キャビティ内に成形した第2成形体切出部分を切り出して、該第2成形体切出部分を上記ゴム型の上記第1交差キャビティに再配置し、かつ、上記ゴム型の上記本体キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して上記キャビティ内の上記第1成形体切出部分、上記第2成形体切出部分及び上記熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該第1成形体切出部分、該第2成形体切出部分及び該熱可塑性樹脂を加熱して溶融樹脂として溶融させ、その後、該溶融樹脂を冷却して、上記第1成形体切出部分、上記第2成形体切出部分及び上記熱可塑性樹脂が一体化した熱可塑性樹脂成形品を得る本成形工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項6】
請求項5において、上記本成形工程においては、粒子状態の熱可塑性樹脂を上記本体キャビティに配置して加熱溶融させると共に、該本体キャビティに溶融状態の熱可塑性樹脂を補充することを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項7】
ゴム材料からなり、成形する熱可塑性樹脂成形品の形状に沿ったキャビティを有するゴム型を、上記キャビティを複数の分割キャビティに分割するよう複数の分割型部に分割して形成しておき、
上記複数の分割型部のうちの端に位置する端分割型部の上記分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、上記端分割型部を介してその上記分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却する第1成形工程と、
上記複数の分割型部のうち上記端分割型部に隣接する隣接分割型部を、上記熱可塑性樹脂が上記分割キャビティに配置された状態の上記端分割型部に連結し、当該隣接分割型部の上記分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、上記隣接分割型部を介してその上記分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、該熱可塑性樹脂を、上記端分割型部の上記分割キャビティ内における熱可塑性樹脂と溶着させると共に冷却する第2成形工程とを行い、
上記複数の分割型部の上記分割キャビティのすべてについて、上記第2成形工程を同様に繰り返し、上記分割キャビティのすべてが連なった上記キャビティによって、熱可塑性樹脂成形品を得ることを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項8】
請求項1〜7のいずれか一項において、上記粒子状態の熱可塑性樹脂は、粒子径が1〜100μmの小形熱可塑性樹脂粒子を0.1〜20質量%含有し、残部が該小形熱可塑性樹脂粒子よりも大きい大形熱可塑性樹脂粒子からなる熱可塑性樹脂粒子組成物であることを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項9】
請求項1又は2において、上記配置工程においては、上記キャビティの残部に、固形状態又は粒子状態の第2熱可塑性樹脂を配置し、
上記加熱工程においては、真空手段によって上記キャビティ内の圧力を上記一対のゴム型部の外部の圧力よりも低くして、該一対のゴム型部の間に吸引力を発生させることにより、上記第1熱可塑性樹脂及び上記第2熱可塑性樹脂を溶融させながら、上記一対のゴム型部を互いに接近させ、
上記冷却工程においては、容積が縮小した上記キャビティによって上記熱可塑性樹脂成形品を得ることを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項10】
請求項9において、上記ゴム型は一対のゴム型部を合わせて形成し、上記キャビティは上記一対のゴム型部が互いに合わさる対向面同士の間に形成し、
上記一対のゴム型部のうちのいずれか一方のゴム型部には、上記キャビティの全周において枠状又は環状の被嵌入凹部を形成し、上記一対のゴム型部のうちの他方のゴム型部には、上記被嵌入凹部に嵌入する枠状又は環状の嵌入凸部を形成し、
上記被嵌入凹部に対して上記嵌入凸部を嵌入することによって、上記キャビティの全周を閉塞しておくことを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項11】
請求項1〜10のいずれか一項に記載の熱可塑性樹脂成形品の成形方法を行って得られたことを特徴とする熱可塑性樹脂成形品。
【請求項1】
ゴム材料からなるゴム型のキャビティの一部に、該キャビティの一部に沿った形状の固形状態の第1熱可塑性樹脂を配置すると共に、上記キャビティの残部に、固形状態、粒子状態又は溶融状態の第2熱可塑性樹脂を配置する配置工程と、
上記ゴム型を介して上記キャビティ内における上記第1熱可塑性樹脂及び上記第2熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該第1熱可塑性樹脂及び該第2熱可塑性樹脂を加熱して溶融樹脂として溶融させる加熱工程と、
上記キャビティ内の溶融樹脂を冷却して、上記第1熱可塑性樹脂と上記第2熱可塑性樹脂とが一体化した熱可塑性樹脂成形品を得る冷却工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項2】
請求項1において、上記固形状態の第1熱可塑性樹脂は、上記キャビティの一部と同一の形状の予備成形用キャビティを有する予備成形用ゴム型を用い、上記予備成形用キャビティに充填した熱可塑性樹脂に0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱した後、冷却して得られたものであることを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項3】
請求項1又は2において、上記配置工程においては、上記キャビティの残部に、粒子状態の第2熱可塑性樹脂を配置し、
上記加熱工程においては、上記キャビティの残部に溶融状態の熱可塑性樹脂を補充することを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項4】
ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂を配置する配置工程と、
上記キャビティの一部を電磁波の照射位置に配置し、当該ゴム型を介して上記キャビティの一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱して溶融樹脂として溶融させると共に、上記キャビティの一部に設けた第1注入ゲートから溶融状態の熱可塑性樹脂を補充する第1成形工程と、
上記キャビティの他の一部を上記照射位置に配置し、当該ゴム型を介して上記キャビティの他の一部における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該熱可塑性樹脂を加熱して溶融樹脂として溶融させると共に、上記キャビティの他の一部に設けた第2注入ゲートから溶融状態の熱可塑性樹脂を補充する第2成形工程と、
上記キャビティ内の溶融樹脂を冷却して、熱可塑性樹脂成形品を得る冷却工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項5】
ゴム材料からなるゴム型を用い、該ゴム型のキャビティを、熱可塑性樹脂の注入ゲートが連通された本体キャビティと、該本体キャビティに交わって連通された第1交差キャビティと、該第1交差キャビティの周辺において上記本体キャビティに交わって連通された第2交差キャビティとを形成して構成しておき、
上記第1交差キャビティにゴム材料からなる中子を嵌入するか、又は上記第1交差キャビティを上記本体キャビティに対して閉塞しておき、上記本体キャビティ及び上記第2交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して該熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却して、第1成形体を得る第1予備成形工程と、
上記第2交差キャビティにゴム材料からなる中子を嵌入するか、又は上記第2交差キャビティを上記本体キャビティに対して閉塞しておき、上記本体キャビティ及び上記第1交差キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して該熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却して、第2成形体を得る第2予備成形工程と、
上記キャビティから取り出した上記第1成形体から、上記第2交差キャビティ内に成形した第1成形体切出部分を切り出して、該第1成形体切出部分を上記ゴム型の上記第2交差キャビティに再配置すると共に、上記キャビティから取り出した上記第2成形体から、上記第1交差キャビティ内に成形した第2成形体切出部分を切り出して、該第2成形体切出部分を上記ゴム型の上記第1交差キャビティに再配置し、かつ、上記ゴム型の上記本体キャビティに、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、当該ゴム型を介して上記キャビティ内の上記第1成形体切出部分、上記第2成形体切出部分及び上記熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射し、該第1成形体切出部分、該第2成形体切出部分及び該熱可塑性樹脂を加熱して溶融樹脂として溶融させ、その後、該溶融樹脂を冷却して、上記第1成形体切出部分、上記第2成形体切出部分及び上記熱可塑性樹脂が一体化した熱可塑性樹脂成形品を得る本成形工程とを含むことを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項6】
請求項5において、上記本成形工程においては、粒子状態の熱可塑性樹脂を上記本体キャビティに配置して加熱溶融させると共に、該本体キャビティに溶融状態の熱可塑性樹脂を補充することを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項7】
ゴム材料からなり、成形する熱可塑性樹脂成形品の形状に沿ったキャビティを有するゴム型を、上記キャビティを複数の分割キャビティに分割するよう複数の分割型部に分割して形成しておき、
上記複数の分割型部のうちの端に位置する端分割型部の上記分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、上記端分割型部を介してその上記分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、その後、該熱可塑性樹脂を冷却する第1成形工程と、
上記複数の分割型部のうち上記端分割型部に隣接する隣接分割型部を、上記熱可塑性樹脂が上記分割キャビティに配置された状態の上記端分割型部に連結し、当該隣接分割型部の上記分割キャビティに、固形状態、粒子状態又は溶融状態の熱可塑性樹脂を配置すると共に、上記隣接分割型部を介してその上記分割キャビティ内における熱可塑性樹脂に、0.78〜2μmの波長領域を含む電磁波を照射して、該熱可塑性樹脂を加熱し、該熱可塑性樹脂を、上記端分割型部の上記分割キャビティ内における熱可塑性樹脂と溶着させると共に冷却する第2成形工程とを行い、
上記複数の分割型部の上記分割キャビティのすべてについて、上記第2成形工程を同様に繰り返し、上記分割キャビティのすべてが連なった上記キャビティによって、熱可塑性樹脂成形品を得ることを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項8】
請求項1〜7のいずれか一項において、上記粒子状態の熱可塑性樹脂は、粒子径が1〜100μmの小形熱可塑性樹脂粒子を0.1〜20質量%含有し、残部が該小形熱可塑性樹脂粒子よりも大きい大形熱可塑性樹脂粒子からなる熱可塑性樹脂粒子組成物であることを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項9】
請求項1又は2において、上記配置工程においては、上記キャビティの残部に、固形状態又は粒子状態の第2熱可塑性樹脂を配置し、
上記加熱工程においては、真空手段によって上記キャビティ内の圧力を上記一対のゴム型部の外部の圧力よりも低くして、該一対のゴム型部の間に吸引力を発生させることにより、上記第1熱可塑性樹脂及び上記第2熱可塑性樹脂を溶融させながら、上記一対のゴム型部を互いに接近させ、
上記冷却工程においては、容積が縮小した上記キャビティによって上記熱可塑性樹脂成形品を得ることを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項10】
請求項9において、上記ゴム型は一対のゴム型部を合わせて形成し、上記キャビティは上記一対のゴム型部が互いに合わさる対向面同士の間に形成し、
上記一対のゴム型部のうちのいずれか一方のゴム型部には、上記キャビティの全周において枠状又は環状の被嵌入凹部を形成し、上記一対のゴム型部のうちの他方のゴム型部には、上記被嵌入凹部に嵌入する枠状又は環状の嵌入凸部を形成し、
上記被嵌入凹部に対して上記嵌入凸部を嵌入することによって、上記キャビティの全周を閉塞しておくことを特徴とする熱可塑性樹脂成形品の成形方法。
【請求項11】
請求項1〜10のいずれか一項に記載の熱可塑性樹脂成形品の成形方法を行って得られたことを特徴とする熱可塑性樹脂成形品。
【図1】


【図2】

【図3】

【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2011−140218(P2011−140218A)
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願番号】特願2010−269038(P2010−269038)
【出願日】平成22年12月2日(2010.12.2)
【出願人】(396021575)テクノポリマー株式会社 (278)
【Fターム(参考)】
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願日】平成22年12月2日(2010.12.2)
【出願人】(396021575)テクノポリマー株式会社 (278)
【Fターム(参考)】
[ Back to top ]