
Fターム[4F202CN25]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 型外に配された機構によるもの (215) | 型内の材料を直接の対象とするもの (58)
Fターム[4F202CN25]に分類される特許
1 - 20 / 58
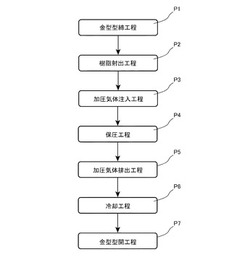
射出成形体の製造方法
【課題】 冷却期間の長期化を抑えつつもより設計値に近い形状の射出成形体を製造し得る射出成形体の製造方法を提供することを目的とする。
【解決手段】 型締状態にある第1金型及び第2金型によって形成されるキャビティに、溶融状態にある熱可塑性樹脂を射出する樹脂射出工程P2と、前記キャビティに加圧気体を注入し、前記加圧気体によって、前記熱可塑性樹脂の内部に中空部を形成させた後に前記熱可塑性樹脂を突き破らせ、前記キャビティに連絡される経路と前記中空部とを連通させる加圧気体注入工程P3と、前記熱可塑性樹脂が突き破られた時点から所定の期間が経過する以前に前記加圧気体の注入を停止し、前記期間が経過するまで前記経路を閉塞した状態で、前記冷却用媒体の注入を待機する保圧工程P4と、前記期間が経過した以後に、前記経路を開放し、前記中空部に前記冷却用媒体を経由させる冷却工程P6とを備える。
(もっと読む)
中空成形方法及び装置

【課題】本発明は、クロスヘッドから垂下した被成形体の内側に内側冷却用金型を挿入して被成形体を冷却し、成形サイクル時間を短縮することを目的とする。
【解決手段】本発明による中空成形方法及び装置は、クロスヘッド(1)から垂下した被成形体(5)の内側に内側冷却用金型(11)を挿入して被成形体(5)を冷却して成形することにより、成形サイクル時間を短縮するようにした方法と構成である。
(もっと読む)
射出成形用金型の温度制御装置
【課題】金型のキャビティ内に射出される樹脂の温度を出来る限り正確に所定温度にするとともに、ホットランナー部での滞留樹脂の過加熱を防止し、これにより、成形品の品質を出来る限り向上させる。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、ホットランナー部の出口部における樹脂の温度(第1の樹脂温度検出センサ52による検出樹脂温度)に基づいてヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ホットランナー部の出口部以外の部分における樹脂の温度(第2の樹脂温度検出センサ53による検出樹脂温度)に基づいてヒータ51をフィードバック制御する。
(もっと読む)
樹脂レンズの成形方法
【課題】樹脂転写型が吸湿によって変形する場合であっても、目的とする面形状を十分な精度で形成することができる樹脂レンズの成形方法を提供すること。
【解決手段】樹脂転写型であるサブサブマスタ型50の成形時における水分含有量がサブサブマスタ型50の作製直後における水分含有量と実質的に等しいので、成形時におけるサブサブマスタ型50の第3光学転写面53aの表面形状を第3光学転写面53aの作製直後の状態に略等しい状態とすることができ、第3光学転写面53aによって成形される樹脂レンズであるウェハレンズ100の形状精度を高めることができる。
(もっと読む)
熱硬化性樹脂成形用金型および成形方法
【課題】熱硬化性樹脂の成形の際に生じる樹脂漏れによるバリを抑制可能とする。
【解決手段】金型10,20が型締めした場合において、キャビティ部30とキャビティ部周辺の型開き面12,22とを備え、前記周辺型開き面は両金型の間に隙間を有す。また、金型には、キャビティ部近傍に第1ヒーター51,53を前記周辺型開き面の近傍に第2ヒーター52,54を備えるとともに、金型側面に断熱板55,56を備えている。第2ヒーターには第1ヒーターよりも高い温度とした熱媒体が流れ、前記周辺型開き面にて、前記キャビティ部表面温度よりも高い極大値となる温度制御を行った金型を用いて熱硬化性樹脂の成形を行なう。
(もっと読む)
温度制御装置
【課題】温度制御装置の処理面の温度ムラを低減することを目的とする。
【解決手段】冷却管3a,3bによって冷却されて生じる処理面1aにおける高温部分1a2と低温部分1a1の内、前記低温部分1a1の近くの冷却板1内に、ヒータ4を配置し、ヒータ4による加熱を制御して高温部分1a2と低温部分1a1との温度差を抑制するようにしている。
(もっと読む)
真空成型方法
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
樹脂製バルブボディ及びその製造方法
【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】自動変速を行う油圧や油量を制御する複数のコントロールバルを収容する樹脂製バルブボディ100を、前記複数のコントロールバルブ収容部位または樹脂製バルブボディ100中の油路の中心線に沿って2個以上に分割して形成されたバルブボディ樹脂成型体11,・・・,16を、バルブボディ樹脂成型体11,・・・,16の相互間に配置した導電性の板状合成樹脂からなるマイクロ波によって誘電加熱自在なマイクロ波板状発熱体21,・・・,25と、マイクロ波板状発熱体21,・・・,25間を狭めて、その積載方向に押圧力を与え、そこにマイクロ波を照射することによって両者を溶着する。
(もっと読む)
成形装置及び成形方法
【課題】成形品質を向上させることができる成形技術を提供することを課題とする。
【解決手段】(b)にて、コイル83は、分離した金型50と金型60の間に、キャビティ面53、63に対し略平行に配置され、略平行につる巻き状に巻かれている。
【効果】高周波電源によりコイル83に電流を流し、磁界を発生させると、磁力線はキャビティ面53、63にほぼ沿うように発生する。(c)に示すように磁界の強さがコイル83の長手方向位置に対して一定となり、キャビティ面63に渦電流を一様に発生させることができる。金型は電気抵抗を有するため、渦電流と電気抵抗によってジュール熱が発生し、この熱でキャビティ面を加熱される。加熱された金型のキャビティに溶融状態の材料を注入すると、材料の流動性が促進されるので、成形品の品質が向上する。
(もっと読む)
中空成形品の製造方法および製造装置
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
熱可塑性樹脂粒子
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、樹脂成形品の形状、表面精度等の品質を効果的に向上させることができる熱可塑性樹脂粒子を提供すること。
【解決手段】熱可塑性樹脂粒子は、ゴム材料からなるゴム型のキャビティ内に、粒子状態の熱可塑性樹脂6Aを投入する投入工程と、ゴム型2を介してキャビティ22内における粒子状態の熱可塑性樹脂6Aに電磁波を照射し、粒子状態の熱可塑性樹脂6Aを加熱して溶融させる粒子加熱工程とを含む樹脂成形方法に用いる。熱可塑性樹脂粒子は、嵩密度が0.4〜0.8g/cm3であり、平均粒子径が250〜2000μmであり、安息角が48度以下である。
(もっと読む)
成形体の製造方法
【課題】第一の発泡層と第二の発泡層と非発泡層とを有する積層体を真空成形して成形体を製造する方法において、得られる成形体における第一の発泡層と第二の発泡層との剥離がおこりにくい方法を提供する。
【解決手段】前記積層体を、前記第一の発泡層の表面温度が、前記非発泡層の表面温度よりも高い温度となるように加熱し、
加熱された積層体を、夫々その内側にキャビティ面を持つ一対の型部材を有する成形型内に配置し、
次いで、前記積層体の少なくとも一方の面と該面に対向する成形型内のキャビティ面との間に空隙を生ずるように、成形型を密閉し、
次いで、キャビティ内を減圧状態とし、積層体を膨張させ、
前記膨張させた積層体が固化した後、成形型を開いて成形体を取り出して、
成形体を製造する。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用、多品種用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止し、かつ光発生手段の制約を緩和することができる樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、熱可塑性樹脂5の成形品6を成形するキャビティ213を形成してなる中子型21と、中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21とベースモールド型22とが合わさる接触面23には、複数の分割型部211の型開きを防止するために真空状態にする型空間24が形成してある。型空間24は、接触面23において、中子型21とベースモールド型22とが互いに接触する接触部と互いに接触しない溝部とを繰り返し交互に形成してなる。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
ポリアミドベースの複合物品の製造方法
本発明は、複合材料の製造のために、工業的織物生地の形態を有する強化材料の含浸に利用される高流動性のポリアミドの利用に関する。本発明の利用分野は複合材料、液体成形LCM法、この方法で得られる製品等である。本発明は、強化布を予熱した金型に挿入し、金型の温度を上昇し、場合によりついでその温度を維持し、溶融状態のポリアミド組成物を金型に射出してその樹脂を強化布に流通させ、ついで冷却して得られた物品を取り出す工程を含む射出成型法によりポリアミド複合物品を製造する方法を提供する。 (もっと読む)
熱可塑性樹脂成形品の再成形方法
【課題】何らかの不良により一部に欠陥を有する熱可塑性樹脂の成形品を、極めて簡単な方法によって修復することができる熱可塑性樹脂成形品の再成形方法を提供すること。
【解決手段】熱可塑性樹脂成形品の再成形方法は、ゴム材料からなるゴム型2のキャビティ22内に、熱可塑性樹脂の再成形用成形体3における成形必要箇所31を配置する配置工程と、ゴム型2を介してキャビティ22内の成形必要箇所31に電磁波Xを照射し、この成形必要箇所31を加熱して溶融樹脂として溶融させる加熱工程と、キャビティ22内の溶融樹脂を冷却して、成形必要箇所31を再成形した熱可塑性樹脂成形品を得る冷却工程とを行うものである。
(もっと読む)
転写シート固定用クランパを接触冷却板で冷却する成形同時転写成形品の製造方法
【課題】クランパの加熱を阻止し、クランパの保持力を一定に保ち、キャビティ内の汚染を防止した成形同時転写成形品の製造方法を得る。
【解決手段】クランプ装置30を備え開閉される金型、転写シート送り装置40と型開き状態の射出成形金型の間に移動して成形品を取り出す取り出し装置50からなる射出成形装置1aを用いる。転写シート45を金型に配置し、クランプ装置のクランパ31で金型のパート面22に押し付けて固定し、型閉じして金型内に溶融樹脂を射出し成形と転写を行い冷却固化させた後、型開きし、取り出し装置を成形品に位置付けて成形品を取り出す成形同時転写成形品の製造方法にあって、取り出し装置50に接触冷却板61を取り付け、金型を型開きした状態で、クランパ31と接触冷却板61を接触させてクランパを冷却する。
(もっと読む)
テンプレート処理装置、インプリントシステム、離型剤処理方法、プログラム及びコンピュータ記憶媒体
【課題】テンプレートの表面に離型剤を適切に形成する。
【解決手段】テンプレート処理装置1は、テンプレート搬入出ステーション2と処理ステーション3とを一体に接続した構成を有している。テンプレート搬入出ステーション2は、複数のテンプレートTを保有可能で、且つ処理ステーション3に対してテンプレートTを搬入出する。処理ステーション3は、搬送ラインAに沿ってテンプレートTを搬送する複数の搬送ローラを備えている。搬送ラインAには、搬送中のテンプレートTに対して所定の処理を行う、前洗浄ユニット21、塗布ユニット22、加熱ユニット23、温度調節ユニット24、リンスユニット25、離型剤改質ユニット26、後洗浄ユニット27がテンプレートTの搬送方向に順に配置されている。離型剤改質ユニット26では、テンプレートTの外側領域の離型剤に紫外線を照射して、当該紫外線の離型効果が弱められる。
(もっと読む)
ロータリ射出成形機
【課題】温調水の漏水を防止でき、低コストにしてメンテナンスが容易なロータリ射出成形機を提供する。
【解決手段】ロータリテーブルと、これに取り付けられた複数の可動側金型と、ロータリテーブルを通して各可動側金型に温調水を循環させる温調水配管構造とを備えたロータリ射出成形機において、温調水配管構造を、ロータリテーブル11の回転中心軸16内に配置された固定管31と、固定管31の端部に連結されたスイベルジョイント32a,32bと、ロータリテーブルに対して揺動自在及び摺動自在に取り付けられた温調ブロック33a,33bと、スイベルジョイントと温調ブロックとを接続する第1のフレキシブル管34a,34bと、温調と各可動側金型21,22とを接続する第2のフレキシブル管35a,35bとから構成する。
(もっと読む)
熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】電磁波照射成形を行う際に、熱可塑性樹脂粒子のキャビティへの円滑な充填を行うと共に、焼け等の不具合の発生を防止することができ、外観、形状、表面精度等の品質及び機械的強度に優れる熱可塑性樹脂成形品を製造することができる熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂粒子組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させる用途に用いる。熱可塑性樹脂粒子組成物6Aは、粒子径が1〜100μmの小形熱可塑性樹脂粒子62を0.1〜20質量%含有し、残部が粒子径が200〜3000μmの大形熱可塑性樹脂粒子61からなる。
(もっと読む)
1 - 20 / 58
[ Back to top ]