
Fターム[4F202CN15]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | 手段 (1,197) | 熱、冷媒体 (778) | 媒体回路に特色のある手段 (332) | 加熱と冷却を切り替えるもの (127)
Fターム[4F202CN15]に分類される特許
1 - 20 / 127
金型構造及び成形装置
【課題】 発泡体を押し出して金型から離脱させるために従来必要であった押出ピンを不要にすることができる雄金型、金型構造、及び成形装置を提供する。
【解決手段】 成形装置は、凹状に形成される雌金型11と、雌金型11と接離することにより、雌金型11とで発泡体Xを成形する凸状の雄金型21とを有する金型構造を備える。そして、雄金型21は、発泡体Xを成形する際に雌金型11の内部に配置される凸部311を有する凸金型31と、凸部311よりも外側に配置され、発泡体Xを成形する際に凸金型31と雌金型11との間を閉塞する蓋金型41とを備え、凸金型31は、外側から凸部311に嵌着する発泡体Xを蓋金型41に係止させることで凸部311から離脱させるべく、蓋金型41よりも雌金型11から離反するように、蓋金型41に対して変位可能に構成されることを特徴とする。
(もっと読む)
射出金型装置

【課題】金型の表面を均一に冷却できる金型装置を提供する。
【解決手段】本発明による金型装置は、前面110aにキャビティ120が形成されて内部に加熱手段111が備えられたキャビティ金型板110、及びキャビティ金型板110の背面110bに接離して内部に冷却手段131が備えられた冷却板130を含むキャビティ金型100と、キャビティ金型板110と共にキャビティ120を定めるコア金型200とを含み、冷却板130は少なくとも2つ備えられる。
(もっと読む)
射出成形装置
【課題】加熱手段の埋設又は加熱媒体を供給するための加熱媒体通路の形成と、冷却媒体を供給するための冷却媒体通路の形成とが、構造が簡単で安価にできる射出成形装置を提供すること。
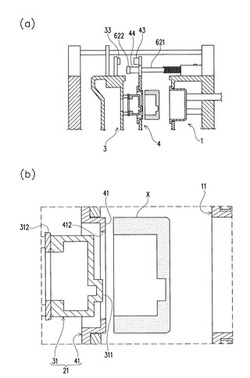
【解決手段】上金型本体6の上面には断面が縦長のU字形状を呈し、成形部30に沿って蛇行して折り返すように収納溝34が形成される。この収納溝34内にはこの収納溝34に沿ってこの収納溝34の半円形状の底面に当接するように、この収納溝34の最深部に電熱ヒーター42が圧入されて埋設された状態で、この収納溝34を形成する内壁に固定される。更に、この電熱ヒーター42を封止剤43により水封止して、上金型基体5との間で形成されるこの収納溝34内における上面が水平面とされた封止剤43の上方の空間は冷却水が流れる冷却媒体通路44となる。
(もっと読む)
レンズアレイの製造方法
【課題】レンズ部となる部分に気泡を残さずにレンズアレイを製造すること
【解決手段】複数のレンズ部6と、複数のレンズ部6と一体に形成される基板部11とを有するレンズアレイ10の製造方法であって、成形下型30と、レンズ部6のレンズ面6aに対応するレンズ成形面22と該レンズ成形面22の全周を囲う環状凹面23を有する成形上型20の間に熱硬化性の樹脂を挟み込み、成形上型20と成形下型30の間に樹脂を挟み込んだ状態で、レンズ成形面22に向けて選択的に熱を供給することで、樹脂のうちレンズ部6となる部分のみを樹脂の硬化開始温度まで加熱し、レンズ部6となる部分を硬化開始温度まで加熱した後に、樹脂を加圧し、樹脂を加圧した状態で、成形上型20全体に熱を供給して、樹脂全体を硬化させるレンズアレイ10の製造方法。
(もっと読む)
光輝材を有する熱可塑性樹脂の射出成形体の製造方法、及び射出成形体
【課題】光輝材を有する熱可塑性樹脂を成形する場合において、リブやボスを有するような、比較的複雑な形状であっても光輝材の配向乱れが抑制された射出成形体を得ること。
【解決手段】リブ12やボス13を有する部位14の厚みを、有しない部位15の厚みよりも0.1mmから3.0mm厚く設計した金型を用い、平均粒径が120μm未満の光輝材を有する熱可塑性樹脂を成形する射出成形体の製造方法において、前記金型の温度をキャビティ内の前記熱可塑性樹脂温度が荷重たわみ温度以上を保てるような温度に上げる工程と、前記金型のキャビティ内に溶融した前記熱可塑性樹脂を射出して流し込む工程と、前記金型の温度を下げて前記熱可塑性樹脂を硬化させる工程とを含む。
(もっと読む)
成形品の製造方法
【課題】凹凸パターンの転写精度を高めることの容易な成形品の製造方法を提供する。
【解決手段】賦形型材11と熱可塑性樹脂基材21とを重ね合わせてなる成形用基材31は、ベルト54,55の間で搬送される。搬送方向に延在する加熱部72は、熱可塑性樹脂基材21に賦形型材11の有する凹凸パターンが転写され得る温度まで熱可塑性樹脂基材21を加熱する。加熱部72よりも下流側で搬送方向に延在する冷却部73は、熱可塑性樹脂基材21を冷却する。成形用基材31は、加熱部72及び冷却部73により加圧され、加熱部72より搬出されてから冷却部73に搬入されるまでに要する時間が5秒以下となるように、加熱部72から冷却部73へ搬送される。好ましくは、加熱部72及び冷却部73により、搬送方向に沿って連続した加圧領域を形成し、加熱部72に搬入されてから冷却部から73搬出されるまで、成形用基材31の加圧を継続させる。
(もっと読む)
熱リレー、熱スイッチ、加熱冷却装置、ヒートサイクル射出成形装置及びヒートサイクル射出成形方法
【課題】加熱と冷却の態様を簡単に切り換えることが可能な熱リレーを提供する。
【解決手段】この発明の熱リレーは、第1の端部と第2の端部とを有する第1のウィックレスヒートパイプと第2のウィックレスヒートパイプを備え、第1と第2のウィックレスヒートパイプの両方の第1の端部が共に同一の伝熱対象に接続する接続端部を構成し、第1のウィックレスヒートパイプの第1の端部と第2の端部との重力方向に係る相対的な位置と、第2にウィックレスヒートパイプの第1の端部と第2の端部との重力方向に係る相対的な位置とを同時に反転させることで伝熱の態様を切り換える。
(もっと読む)
射出成形システム
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
射出成形用金型の冷却機構
【課題】所定時間、均一に一対の金型を冷却することを可能にする射出成形用金型の冷却機構を提供する。
【解決手段】金型1、2の合せ面1b、2bを当接させて一対の金型1、2を型閉するとともに連通するように、各金型1、2に形成された冷却流路12、13と、金型1、2を進退させて一対の金型1、2を型開閉させる金型進退駆動手段11の駆動を検出し、一対の金型1、2が型閉してから所定の時間、冷却流路12、13に冷却水Wを供給して流通させる冷却水供給制御手段14とを備える。
(もっと読む)
金型冷却装置及びこれを備えた金型冷却システム
【課題】種々の金型に簡便に適用し得るとともに、冷却タイミングの制御を容易に行い得る金型冷却装置及びこれを備えた金型冷却システムを提供する。
【解決手段】金型冷却装置1は、金型3の局部に埋め込まれるようにして配設される冷却ブロック35,36,37の中空部35a,36a,37aに接続されるとともに、前記金型からの吸熱により気化した媒体を排出する排出ライン13と、この排出ラインを経た気化した媒体を凝縮させる凝縮部16と、この凝縮部において凝縮された媒体を貯留する貯留部17と、この貯留部の媒体を前記冷却ブロックの中空部に供給する媒体供給部11を配した供給ライン10と、これら各部及び各ラインが減圧下において、前記媒体供給部を作動制御し、所定の金型冷却開始信号に基づいて前記冷却ブロックの中空部に前記媒体を供給する制御部40とを備えている。
(もっと読む)
樹脂複合材成形用金型および樹脂複合材の製造方法
【課題】基材と樹脂とを接合して樹脂複合材を形成するための金型であって、基材を高効率かつ迅速に加熱および冷却することができる金型を提供すること、および基材と樹脂とが接合された樹脂複合材の製造方法であって、基材を高効率かつ迅速に加熱および冷却することができる製造方法を提供する。
【解決手段】キャビティーに基材を配置した後、該キャビティーに樹脂を導入することにより、前記基材と前記樹脂とを接合して樹脂複合材を形成するための金型であって、前記基材の温度を測定する温度センサーと、前記基材と接触して前記基材を加熱する加熱源と、前記加熱源が前記基材から離間して生ずる前記加熱源と前記基材との間の空隙に、前記基材を冷却する冷却媒体を導入する誘導路と、を有している。
(もっと読む)
金型温度調節装置
【課題】成形サイクルの短縮化を図り得る金型温度調節装置を提供する。
【解決手段】金型温度調節装置1は、金型2に設けられた媒体流通路3に第1媒体を循環供給する第1媒体供給部10と、前記媒体流通路に前記第1媒体とは異なる温度の第2媒体を循環供給する第2媒体供給部20と、前記媒体流通路に前記第1媒体に対応させた第3媒体を循環供給する第3媒体供給部30と、これら各媒体供給部の送媒路15,25,35及び返媒路16,26,36を前記媒体流通路に切替接続する切替接続部40と、前記切替接続部を制御して、前記媒体流通路に前記第2媒体を循環供給する第2媒体供給状態からは、前記媒体流通路に前記第3媒体を循環供給する第3媒体供給状態とした後に、前記媒体流通路に前記第1媒体を循環供給する第1媒体供給状態に切り替える制御部51と、を備えている。
(もっと読む)
金型温度調節装置
【課題】高低温媒体切り替えにおいて回収する一方の媒体量を減少させ、熱効率を向上し得る金型温度調節装置を提供する。
【解決手段】金型温度調節装置1は、高温媒体供給部2と、低温媒体供給部3と、金型8に近接した送媒側切替接続部4と返媒側切替接続部5と、高温媒体貯留部20、低温媒体貯留部30、回収媒体貯留部60、及び管路を備えており、制御部は、金型加熱状態からは、低温媒体送媒路14、管路、回収媒体貯留部60及び低温媒体貯留部30を連通接続させた加熱・冷却切替状態とした後に、金型冷却状態に切り替える一方、この金型冷却状態からは、高温媒体送媒路11、管路、回収媒体貯留部60及び高温媒体貯留部20を連通接続させた冷却・加熱切替状態とした後に、前記金型加熱状態に切り替える。
(もっと読む)
インプリント装置及び物品の製造方法
【課題】 インプリント処理がなされる空間内の気体がインプリント装置外に流出することの防止とインプリント装置外のパーティクルが前記空間内に流入することの防止との両立。
【解決手段】 インプリント装置は、モールド11を保持するヘッド12と、基板13を保持するステージ14と、樹脂を前記基板に塗布する塗布機構20と、インプリント処理がなされる第1空間Aとその外側の第2空間Bとの境界を定める第1隔壁41と、前記第2空間とその外側の第3空間Cとの境界を定める第2隔壁40と、を備え、前記第2空間を経由した前記第1空間と前記第3空間との間の気体の流通を阻害するように前記第2空間の圧力を調節する。
(もっと読む)
2面コーナーリフレクタアレイ光学素子およびその製造方法並びに2面コーナーリフレクタアレイ光学素子を用いた表示装置
【課題】基盤表面から突出した筒状体を有しかつ成型後にスタンパから容易に取り出すことが可能であるとともに、鮮明な像を結像できる2面コーナーリフレクタアレイ光学素子の製造方法を提供する。
【解決手段】透明材料で成型された基盤60とその表面内の接合平面から突出した複数の筒状体51とからなり、筒状体51の各々は、2面コーナーリフレクタ61として2つの直交する側面61a、61bと2面コーナーリフレクタ以外の側面62a、62bがテーパー平面である切頭角錐台形状を有し、筒状体の各々の先端側面積が基盤側面積より小となるようにした金型を用意して型締する工程と、金型の温度を所定温度以上に保持しつつ溶融樹脂を金型内に充填する工程と、樹脂充填後に金型の温度を所定温度以下に冷却する工程と、樹脂冷却後に得られた2面コーナーリフレクタアレイ光学素子を離型する工程とを含む射出成型方法。
(もっと読む)
ポリエステル系熱成形品およびその製造法
【課題】延伸されたポリエステル系樹脂シートの熱成形の賦形から離型までの過程において、高速で効率良く連続的に行う方法を提供する。
【解決手段】延伸されたポリエステル系樹脂シートを熱成形するにあたり、熱成型用表面層2及びこれに隣接する背後層を有する熱成形型1であって、該表面層2は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式:Fα1/2×103>t>G・・・・・・(1)式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層2より大きい材料により形成されている成形型を用い、賦形から離型までの過程において少なくとも一時的にその成形型表面層2の表面温度又は賦形体との界面温度を当該成形材料樹脂のTg+50℃以上の温度にして成形を行うことを特徴とする熱成形品の製造方法。
(もっと読む)
成形品の成形方法
【課題】光輝材を添加した樹脂材料を、凹凸部を含む成形空間に注入しても、「流れ模様」が発生しない光沢のある成形品の成形方法を提供する。
【解決手段】外観側面を成形する金型とその反対面を成形する金型を開放して成形品を取り出す「型開き」のときに、ヒーターユニットを前進させて金型を加熱し、両金型を閉じる「型閉め」を行った後も金型の加熱を継続して、例えば90℃〜140℃まで暫時上昇させる。その後、金型の温度が140℃になった段階で、成形空間に光輝材を含む樹脂材料の注入を開始し、樹脂材料の注入が完了した段階で、金型を冷却するための冷却水を通水して金型の温度を降下させる。最後に金型が初期の温度まで下がったら、型開きして成形品を取り出す。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
レンズの製造方法
【課題】光学歪みが殆ど生じていないレンズを作製することが可能な製造方法を提供する。
【解決手段】本発明に係るレンズの製造方法は、樹脂製のレンズを、該レンズとなるレンズ中間体に対してプレス成型を施して製造する方法であって、第1工程と第2工程とを有している。ここで、第1工程では、プレス成型用の金型内にレンズ中間体を嵌めた後、金型にプレス圧力を加えずにレンズ中間体の温度を、該レンズ中間体を構成している樹脂材のガラス転移温度Tgより高い第1所定温度T1まで上昇させる。第2工程では、第1工程の実行後、レンズ中間体の温度をガラス転移温度Tg以上の温度に維持した状態で金型にプレス圧力を加え、その後、該金型にプレス圧力を加えた状態でレンズ中間体の温度をガラス転移温度Tgより低い第2所定温度T2まで低下させる。
(もっと読む)
射出成形システム、配管部材
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システム、スリーブ、配管部材を提供することを目的とする。
【解決手段】スリーブ140Aを配管部材110、120の連結部に挿入配置することで、フランジ部112、122と管状体111、121の継ぎ目近傍の内側にスリーブ140Aを位置させて、スリーブ140Aにより断熱効果を発揮させる。スリーブ140Aは、配管部材110、120とは線膨張係数が異なり、熱伝導率がより低い材料で形成する。スリーブ140Aの筒状部141の外径を管状体111、121およびフランジ部112、122の内径よりも小さく設定し、筒状部141の外周面と管状体111、121およびフランジ部112、122の内周面との間に隙間200を形成するのが好ましい。
(もっと読む)
1 - 20 / 127
[ Back to top ]