
Fターム[4F203DL09]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 加熱、冷却装置 (1,170) | プレス (915)
Fターム[4F203DL09]の下位に属するFターム
型によるもの (877)
Fターム[4F203DL09]に分類される特許
1 - 20 / 38
タイヤ加硫方法、及びタイヤ加硫機
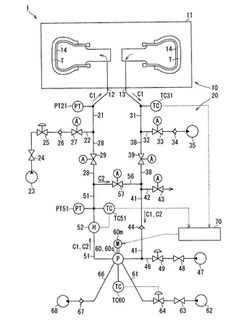
【課題】不活性ガスを循環させるタイヤ加硫方法において、消費エネルギーを減らし、かつ、タイヤの生産性を高くする。
【解決手段】供給配管21を介してタイヤTの内部空間にガス(不活性ガス)を供給する供給工程と、戻り配管31を介してタイヤTの内部空間からガスを排出する排出工程と、回転式の循環装置60により戻り配管31を流れるガスを供給配管21へ供給する循環工程と、循環装置60を介して循環するガスを加熱装置52により加熱する加熱工程と、内圧出口ガス温度センサTC31(出口ガス温度センサ)により戻り配管31を流れるガスの温度を検出する出口ガス温度検出工程と、回転数減少工程とを備える。回転数減少工程は、内圧出口ガス温度センサTC31の検出温度が回転数減少温度T1(第1温度)以上の場合、内圧出口ガス温度センサTC31の検出温度が回転数減少温度T1未満の場合よりも、循環装置60の回転数をコントローラ70により減らす工程である。
(もっと読む)
タイヤ加硫機およびタイヤ加硫方法

【課題】ツインタイプのタイヤ加硫機において、経済効率を向上させることができるようにする。
【解決手段】窒素ガスの循環方向の上流側に位置する中心機構4LのブラダB内には、第1加熱装置11で加熱された窒素ガスが供給される。中心機構4LのブラダB内から排出された窒素ガスは、加硫成形に使用されて温度が低下しているが、この窒素ガスは、第2加熱装置31で再加熱されて昇温される。よって、窒素ガスの循環方向の下流側に位置する中心機構4RのブラダB内には、第2加熱装置31で加熱された窒素ガスが供給される。
(もっと読む)
タイヤ製造方法及びクッションゴム
【課題】トレッドゴムの端面の間に介在する未加硫のクッションゴムの流出を確実に防止し、製品としてのタイヤの外観及び機能に悪影響を与えることのないタイヤの製造方法を提供する。
【解決手段】未加硫のクッションゴムが配置された台タイヤのトレッド貼付面に帯状のトレッドゴムを円周方向に沿って巻き付け、未加硫のクッションゴムを加硫することによりタイヤを製造する態様であって、トレッド貼付面に巻き付けられるトレッドゴムの巻き付け方向端面同士を、当該端面の断面形状と同一の断面形状を有する未加硫ゴムにより接合する工程を含むものとした。
(もっと読む)
複合部品の電磁誘導圧密化のための装置と方法
【課題】熱可塑性複合部品を電磁誘導により圧密化するための装置と方法を提供する。
【解決手段】熱可塑性複合部品24を電磁誘導により圧密化する装置は、ベースマンドレル9と、該ベースマンドレルによって担持された、特定のキュリー温度を有する強磁性ベースマンドレル表面板21を含んでいる。該ベースマンドレル表面板は、該熱可塑性複合部品を支持し、周囲圧力により該ベースマンドレル表面板に対して該熱可塑性複合部品を圧密化する。少なくとも一の磁気誘導コイル14が該ベースマンドレルに設けられる。
(もっと読む)
成形品の製造方法および成形品
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
自動二輪車用ラジアルタイヤおよびその製造方法
【課題】成形および加硫工程を経た後もベルトコードの配列の均一性を確保できると共に、コード本数の自由度の制限もなく、さらに、加工性および過渡特性も向上させることができる自動二輪車用ラジアルタイヤを提供する。
【解決手段】カーカスとトレッドの間にベルトが配置されている自動二輪車用ラジアルタイヤであって、ベルトはベルトコードがタイヤ周方向に沿って配置されるベルトコード配列体と交差する複数本の横糸とを備えた網状体であり、ベルトコード配列体はアラミド繊維製で5cm幅当たりの打ち込み本数は30〜50本であり、横糸の切断強度がベルトコードの10〜30%であり、ベルトコードと横糸の交差部は融着されており、トレッドはタイヤ半径方向内側にベース層および外側にキャップ層を備えており、ベルトコード配列体のベルトコード間に、ベース層のゴムが浸透、充填されて、ベース層とベルトが一体に形成されている。
(もっと読む)
自動二輪車用ラジアルタイヤおよびその製造方法
【課題】従来の特性を維持しつつ、走行時にベルト端を起点とした損傷の発生を防止することができ、さらに高速耐久性および加工性を向上させることができる自動二輪車用ラジアルタイヤ、およびその製造方法を提供する。
【解決手段】カーカスとトレッドの間にベルトが配置されている自動二輪車用ラジアルタイヤであって、ベルトは交差する第1ベルトコード配列体と第2ベルトコード配列体とを備えた網状体であり、各ベルトコード配列体はアラミド繊維製のベルトコードで形成され、5cm幅当たりの打ち込み本数は30〜50本であり、ベルトコードはタイヤ周方向に対して15〜26°の角度に配置されて各交差部は融着されており、トレッドはタイヤ半径方向内側に位置するベース層と外側に位置するキャップ層とを備えており、ベルトのベルトコード間にベース層のゴムが浸透、充填されて、ベース層とベルトとが一体に形成されている。
(もっと読む)
タイヤ加硫機およびその輸送・梱包方法
【課題】加硫機の全高さ方向寸法が国内輸送や輸出梱包の制限寸法を超えるような場合でも、その制限を簡易にクリアして加硫機を輸送・梱包することができるタイヤ加硫機およびその輸送・梱包方法を提供することを目的とする。
【解決手段】ベースプレートから上方に延長され、タイヤ加硫時、ボルスタプレートおよび上金型にかかる加圧反力を受けるとともに、上金型開閉時にボルスタプレートおよび上金型の昇降をガイドするタイロッド8A,8Bを備えているタイヤ加硫機において、タイロッド8A,8Bは、その長さ方向位置で上下に少なくとも2分割以上に分割可能な構成とされている。
(もっと読む)
積層ゴムの蒸気穴配置決定方法
【課題】加硫時間を短縮することができる蒸気穴の配置を決定することができる積層ゴムの蒸気穴配置決定方法を提供する。
【解決手段】複数の蒸気穴の位置を定めるためのパラメータの初期値を設定し(104)、設定されたパラメータに基づいて定められる位置に複数の蒸気穴が形成された積層ゴムを有限個の要素に分割したFEMモデルを生成する(106)。生成されたFEMモデルに加硫条件を与えて伝熱解析して、FEMモデルの各ゴム部材を構成する各要素の温度の時間変化を予測し(108)、最遅部が所定温度に到達するまでの到達時間を求める(110)。最適化の終了条件を満たしていない場合(112)、蒸気穴の位置を定めるパラメータを変更し(114)、上記の処理を繰り返し行う。
(もっと読む)
プレキュアトレッドの製造方法
【課題】生産性を犠牲にすることなく、プレキュアトレッドのタイヤ踏面垂直方向でのヒステリシスロス(tanδ)の差が小さく、プレキュアトレッド全域で均一に加硫されたプレキュアトレッドの製造方法を提供する。
【解決手段】未加硫トレッドを加硫プレス装置により加硫する際に、前記加硫プレス装置と前記未加硫トレッドの間に非加硫性シートを配置して加硫することを特徴とするプレキュアトレッドの製造方法。
(もっと読む)
積層ゴムの加硫後物性シミュレーション方法
【課題】大変形時の加硫後の積層ゴムの物性を予測することができるシミュレーション方法を提供する。
【解決手段】2枚の鉄板でゴム部材を挟持した試験体を作製し(100)、これを種々の温度履歴で加硫して得られた試験体の加硫度と加硫後の剪断弾性率とを求めて(102)、ゴム部材の加硫後の物性パラメータを近似した、温度と加硫度とをパラメータとする物性パラメータ関数を作成する(106)。3次元FEMモデルに加硫条件を与えて伝熱解析して、各要素の温度と加硫度との時間変化をそれぞれ予測し(110、112)、各要素について求められたゴム部材の要素の温度と加硫度の予測値をパラメータとして物性パラメータ関数に与えて算出される物性パラメータを、3次元FEMモデルのゴム部材を構成する各要素に与えると共に(114)、境界条件を与えて構造解析を行って、ゴム部材の各要素の物性値を推定する(116)。
(もっと読む)
弾性クローラの製造方法
【課題】 芯金の翼部の帯長手方向両端に位置する縁端面に対する加硫接着をより確実に行うことにより、耐久性に優れた弾性クローラを製造する。
【解決手段】 本発明は、芯金4を有する弾性クローラ1の製造方法に関する。この製造方法は、芯金4の翼部5の帯長手方向両端に位置する第1端縁面33を、未加硫ゴムよりなる被覆材30で予め被覆する第1工程と、クローラ本体2の接地側部分を構成する未加硫の第1ゴム層21と、クローラ本体2の非接地側部分を構成する未加硫の第2ゴム層22との間に翼部6を挟んだ状態で、各ゴム層21,22を金型11のキャビティ内にセットする第2工程と、キャビティ内の未加硫の各ゴム材を加圧下で加熱して加硫成形する第3工程とを含む。
(もっと読む)
加硫ゴム積層体の製造方法および加硫ゴム積層体
【課題】界面接着性を向上した加硫ゴム積層体の製造方法および加硫ゴム積層体を提供すること。
【解決手段】未加硫ゴム組成物からなる少なくとも2層の未加硫ゴム層を加硫接着する加硫ゴム積層体の製造方法であって、少なくとも1層の前記未加硫ゴム層が、ゴム成分の全量を100重量部としたとき、非ジエン系ゴムを50重量部以上含有する未加硫ゴム組成物からなり、未加硫ゴム層のうち、少なくとも一方の貼り合わせ面に、脂肪酸亜鉛または脂肪酸銅を塗布する塗布工程と、脂肪酸亜鉛または脂肪酸銅を塗布した貼り合わせ面が界面側となるように、2層の未加硫ゴム層を貼り合わせた後、加硫接着する加硫接着工程とを有する。
(もっと読む)
耐熱天然樹脂基板及び、耐熱天然樹脂基板の製造方法
【課題】化石資源に代わるカーボンニュートラルを目指した天然樹脂の耐熱性、耐衝撃性、耐加水分解性、成形性などの機能的欠点を克服し、天然の自然物のみを原料としながら簡便な製造方法によって、250℃以上の耐熱性と耐熱膨張性及び、高温環境での反りをも抑制し、なおかつ軽量で強度もある耐熱天然樹脂基板及び、耐熱天然樹脂基板の製造方法の提供を行う。
【解決手段】天然繊維による織布とガラス質微小中空球体を含有した天然ゴムからなる芯材及び補強材と、ガラス質微小中空球体を含有したエボナイトからなる表層材で構成された積層体であり、エボナイトの絶縁性、耐候性、耐酸性、耐アルカリ性、機械的強度と、ガラス質微小中空球体の軽量性、耐熱性、耐熱膨張性、天然繊維の軽量性、強度、衝撃性の機能を有し、耐熱性と耐熱膨張性に優れ、高温環境下での反りも少ない耐熱天然樹脂基板及び、耐熱天然樹脂基板の製造方法の提供を行う。
(もっと読む)
タイヤ加硫用高温・高圧ルーツブロワのマグネットカップリング構造
【課題】 タイヤ加硫用高温・高圧ルーツブロワに使用されているマグネットカップリングの温度上昇による減磁作用やキューリー温度までの上昇による磁力作用の減少を防止するタイヤ加硫用高温・高圧ルーツブロワのマグネットカップリング構造を提供する。
【解決手段】 本発明に使用されているマグネットカップリング200はそのインナカップリング2に凹部8が形成され、この凹部8内にオイルケース16内の潤滑油14が入り込み、インナカップリング2が十分に冷却される。
(もっと読む)
トレッド製造装置
【課題】所定長さのトレッドを複数段重畳して同時に加硫成型するときに、トレッドの踏面と非踏面との加硫の進行に差を生じさせ、かつ、重畳する全てのトレッドの加硫の進行を均一にすることができるトレッド製造装置を提供する。
【解決手段】トレッドの踏面を成型する成型面を有する踏面金型、及び、トレッドの踏面と反対側の非踏面を成型する非踏面金型により閉塞された成型空間を有するモールドと、踏面金型を加熱する第1加熱手段と、非踏面金型を加熱する第2加熱手段とを備え、成型空間内に配置される未加硫トレッドを加硫成型するトレッド製造装置であって、第1加熱手段により加熱される踏面の温度が、第2加熱手段により加熱される非踏面の温度とは異なるように設定されるようにした。
(もっと読む)
加硫制御システム
【課題】ゴム成形品の加硫時間を精度良く決定することができる加硫制御システムを提供する。
【解決手段】押出機2の吐出口8における帯状ゴム部材3の温度を測定する温度計9と、情報を帯状ゴム部材3に直接記録する記録手段10と、記録された情報を加硫装置7での加硫前に読み取る読取手段11と、加硫時間を決定するタイマー12と、それら温度計9、記録手段10、読取手段11及びタイマー12に接続する制御器14とを備えており、制御器14は、温度計9の測定温度を記録手段10により帯状ゴム部材3自体に記録させると共に、読取手段11を通じて取得した測定温度を基にして算出した加硫時間をタイマー12に設定する。
(もっと読む)
金属/エラストマー複合材及びその製造方法
【課題】設計の自由度が高く、種々の用途への展開が可能な金属/エラストマー複合材及びその製造方法を提供する。
【解決手段】金属/エラストマー複合材10は、連続孔を有するスポンジ状金属多孔質体11がエラストマーのマトリクス12に埋設されている。スポンジ状金属多孔質体11の連続孔にマトリクス12を構成するエラストマーが含浸している。
(もっと読む)
多孔質合成樹脂製成形体の製造方法
【課題】生産性に富んだ、浸透印面などに用いて好ましい多孔質合成樹脂製成形体の製造方法を提供する。
【解決手段】基材である熱可塑性樹脂組成物に、水溶性化合物からなる粒状多孔形成体と、多価アルコールからなる多孔形成助剤と、有機過酸化物からなる架橋剤とを混合して成形材料を得る混合工程ST1と、前記成形材料を成形型に注入し、140〜170℃×4〜10分の熱プレス成形を行って架橋反応と印面の成形加工とを同時に進行させて成形物を得る架橋成形工程ST2と、前記架橋成形工程で得られた成形物から前記粒状多孔成形体を抽出して多孔質成形体を得る抽出工程ST3と、前記抽出工程で得られた多孔質成形体を乾燥させる乾燥工程ST4と、を備える。
(もっと読む)
加硫装置及びゴム部材の製造方法
【課題】加硫モールドを保持するコンテナを加熱位置に簡単に配置し、外部への放熱を効果的に抑制して、加硫モールド内の未加硫ゴム部材を加熱する。
【解決手段】加硫装置1が備える加硫モールドに未加硫ゴム部材を収納し、コンテナ20により加硫モールドを保持して装置の外部と内部の加熱位置Hとの間で移動させる。コンテナ20を移動させて加硫装置1の加熱位置Hに配置し、コンテナ20の加硫モールド内で未加硫ゴム部材を加熱して加硫する。加熱位置のコンテナ20を囲んでヒートシールド40、50を配置し、コンテナ20の移動経路以外に固定ヒートシールド50を設ける。コンテナ20の移動経路には開閉ヒートシールド40を位置させて、開閉ヒートシールド40を開閉してコンテナ20を移動させる。
(もっと読む)
1 - 20 / 38
[ Back to top ]