
Fターム[4F203AA24]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 樹脂材料等(主成形材料) (877) | ポリエステル(←PET) (22)
Fターム[4F203AA24]の下位に属するFターム
ポリブチレンテレフタレート(PBT)
ポリエチレンナフタレート
ポリアリレート(←全芳香族ポリエステル)
Fターム[4F203AA24]に分類される特許
1 - 20 / 22
加熱装置、加熱方法、成形装置及びプラスチック成形品の成形方法
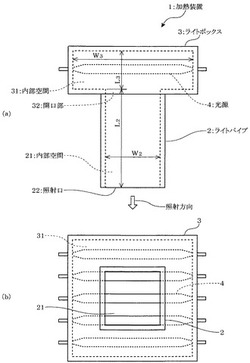
【課題】光源からの光を被照射面に均一に照射し、被照射面を均一に加熱することができる加熱装置及び加熱方法、並びに、転写率や生産性などを向上させることができる成形装置及びプラスチック成形品の成形方法の提供を目的とする。
【解決手段】加熱装置1は、断面形状が正方形のライトパイプ2と、このライトパイプ2と連結され、断面形状が正方形のライトボックス3と、このライトボックス3内に収容される光源4とを備えている。
(もっと読む)
加水分解耐性を有するガスバリアフィルムの製造方法及び加水分解耐性を有するガスバリアフィルム
【課題】 基材表面に位置する官能基がアミド化や窒化することを防ぎつつ、また酸素結合に頼ることなく層間密着力を向上させることを可能としたガスバリアフィルムの製造方法及び係る製造方法によるガスバリアフィルムを提供する。
【解決手段】 基材となるプラスチックフィルムの表面に対し、不活性ガス導入下において、気圧気圧0.1Pa〜10Paという環境下にて予めプラズマ処理を施すプラズマ処理工程と、前記プラズマ処理工程を実施した後に、その表面にシラノール基を有する鱗片状シリカを主剤に対して添加した第1高分子樹脂層、ガスバリア層、シラノール基を有する鱗片状シリカを主剤に対して添加した第2高分子樹脂層、をこの順に積層してなる備えてなる製造方法、及び該方法により得られるガスバリアフィルムとした。
(もっと読む)
成形品の製造方法および成形品

【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
熱転写フィルムの製造方法
【課題】熱転写フィルムの層間密着性及び耐候性を向上し得る熱転写フィルムの製造方法を提供すること。
【解決手段】基材シートにハードコート層を積層する工程と、該ハードコート層を予備硬化する工程と、該ハードコート層に接着性付与層を積層する工程と、該接着性付与層表面上から該ハードコート層に電子線照射する工程とを含み、該予備硬化する工程が、該ハードコート層表面をJIS K 5600−1−1:1999に記載された指触乾燥状態とし、かつJIS K 5600−6−1:1999に規定された点滴法に従った耐液体性試験により該ハードコート層表面に酢酸エチル滴下後30分後に該ハードコート層表面にクラックが目視で観察されるように電子線照射する工程であることを特徴とする熱転写フィルムの製造方法である。
(もっと読む)
熱可塑性エラストマー組成物、その成形方法、並びにその成形体
【課題】天然ゴム及びポリ乳酸を含む熱可塑性エラストマー組成物であって、機械的強度が改善されるとともに所望の成形性を、短時間の金型成形で得ることのできる樹脂組成物、及びそれを用いた成形方法、並びに成形方法により得られる成形体を提供すること。
【解決手段】天然ゴム、エポキシ化天然ゴム、ポリ乳酸、結晶化促進剤、架橋剤及び加水分解抑制剤を含む熱可塑性エラストマー組成物であって、質量比[(天然ゴム+エポキシ化天然ゴム)/ポリ乳酸]が20/80〜99/1である、熱可塑性エラストマー組成物。上記熱可塑性エラストマー組成物を加熱溶融させながら架橋を行ない均一に分散させたものを90〜120℃で10秒〜10分の保持にて成形する、熱可塑性エラストマー組成物の成形方法。上記成形方法により得られる成形体。
(もっと読む)
プラスチックフィルムの加熱方法、およびカラーフィルターの製造方法
【課題】プラスチックフィルムを均一にかつ迅速に加熱することができるプラスチックフィルムの加熱方法を提供する。
【解決手段】本発明によるプラスチックフィルムの加熱方法においては、まず、帯状のプラスチックフィルム1が、プラスチックフィルム1の間に支持部材2を介してコア5に巻き取られ、当該支持部材2によってプラスチックフィルム1の間に空隙層3が介在されるように、プラスチックフィルム1の巻取体4が形成される。次に、プラスチックフィルム1の巻取体4が加熱炉10に投入される。その後、加熱炉10内において、プラスチックフィルム1の巻取体4が所望の温度で加熱される。
(もっと読む)
板状体加熱装置
【課題】加熱ムラをなくし、加熱時間を短縮して生産性を向上させた板状体加熱装置を提供する。
【解決手段】植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する予備加熱装置50であって、過熱水蒸気Sを生成する過熱装置35と、過熱装置35から延出してなる主配管54A1,54A2、54B1,54B2と、主配管54A1,54A2、54B1,54B2から分岐してなる複数の噴出部配管52と、噴出部配管52に配設され、過熱水蒸気Sを板状体Wの板面に向けて噴出する複数の噴出部51と、を備えている。一対の主配管54A1,54A2、54B1,54B2の間を板状体Wが通過するように構成され、一対の主配管54A1,54A2、54B1,54B2のうち一方は板状体Wの搬送方向の上流側に配され、他方は板状体Wの搬送方向の下流側に配されている。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
シート状積層体の加熱方法
【課題】製品の外部と内部の温度差が小さくなるよう効率よく加熱することができ、更には加熱時間の短縮やエネルギーコストの削減も図ることができるシート状積層体の加熱方法を提供する。
【解決手段】シート状本体の表面に樹脂皮膜層が積層されたシート状積層体を、赤外線ヒータを備えた連続炉の第1加熱域において表層温度が目標温度に達するまで昇温する。次いで、均熱域において表層温度の急降下を抑制する程度に加熱温度を制限して表層側から内部側への伝熱により内部温度を上昇させる。最後に、第2加熱域において表層温度を目標温度まで再び昇温して、シート状積層体の表層温度及び内部温度が目標温度範囲内となるように加熱する。
(もっと読む)
板状体加熱装置および基材の製造方法
【課題】加熱ムラをなくし、加熱時間を短縮して生産性を向上させる。
【解決手段】本発明は、植物性繊維と熱可塑性樹脂を含む材料からなる板状体Wを加熱する予備加熱装置50であって、過熱水蒸気Sを生成する過熱装置54と、過熱水蒸気Sを板状体Wに噴出する複数の噴出部51と、複数の噴出部51が配設されてなる噴出部配管52とを備え、噴出部配管52は、過熱水蒸気Sを一側から他側に送る複数の一側配管52Aと、過熱水蒸気Sを他側から一側に送る複数の他側配管52Bとを備えて構成され、一側配管52Aと他側配管52Bが隣り合って互い違いに並んで配置されている構成としたところに特徴を有する。
(もっと読む)
通気性板状体の均一加熱方法
【課題】通気性樹脂層と繊維層とが積層された通気性板状体を、従来よりも短時間で中間層まで均一加熱することができる通気性板状体の均一加熱方法を提供する。
【解決手段】裏面の通気性樹脂層1と表面の繊維層2とが積層された通気性板状体Wを加熱炉内で搬送しながら、上方から熱風を供給するとともに下方で吸引することによって通気性板状体Wの内部に熱風を強制的に透過させて熱風加熱する。これと同時に下方から赤外線ヒータ9による輻射加熱を行い、内部まで均一加熱する。
(もっと読む)
液晶ポリマーフィルムと積層体及びそれらの製造方法並びに多層実装回路基板
【課題】 液晶ポリマーフィルムが本来具有する高強力や高弾性率および耐薬品
性などと共に、優れた高耐熱性と耐磨耗性を有するフィルム、その積層体、およ
びこれを用いた多層実装回路基板を低コストで提供する。
【解決手段】 光学的異方性の溶融相を形成し得るポリマーフィルムを、該フィ
ルムの熱処理時に形態を保持し得る被着体と積層した後、前記フィルムの熱変形
温度Tdef 以上の温度で、Tm よりα℃(α=10〜35℃)低い温度までの温
度範囲で、前記フィルムの融解ピーク温度TA が、該フィルムの熱処理前の融点
Tm よりβ℃(β=5〜30℃)高い温度に到達するまで熱処理し、その後、熱
処理温度をポリマーのTm 以上でフィルムの融解ピーク温度TA 未満の温度範囲
で、前記TA がγ℃(γ=5〜20℃)増大する時間にわたって熱処理し、次い
で、被着体を除去してフィルムを製造する。
(もっと読む)
空気入りタイヤの製造方法及び空気入りタイヤ
【課題】熱可塑性樹脂または熱可塑性エラストマー組成物からなるインナーライナー層を有する空気入りタイヤにおいて、生産性の悪化を招くことなく、インナーライナー層の擦れ故障を改善することが可能な空気入りタイヤの製造方法及び空気入りタイヤを提供する。
【解決手段】熱可塑性樹脂または熱可塑性樹脂成分とエラストマー成分とをブレンドした熱可塑性エラストマー組成物からなるインナーライナー層10をタイヤ内面に配置したグリーンタイヤTを成形した後加硫機30の金型31内で加硫する際に、ブラダーがない加硫機30を使用し、グリーンタイヤTの空洞部T2内に加熱媒体を供給し、グリーンタイヤTに加熱媒体を直接接触させて加硫する。
(もっと読む)
パターン付樹脂シートの製造方法
【課題】効率よく精度の高いパターン形成を実施させ得るパターン付樹脂シート製造方法の提供を課題としている。
【解決手段】軸周りに回転可能なローラを有し、凹凸形状によってパターン形成されたパターン形成部が前記ローラの外周部に設けられている型材を用いて、レーザービームにより前記外周部が加熱された状態で樹脂シートの表面に前記外周部を圧接させることにより前記パターン形成部と凹凸方向が逆転されたパターンを前記樹脂シートの表面に形成させ、しかも、前記ローラを回転させて前記外周部により圧接される箇所を移動させることにより前記樹脂シートの表面に前記パターンを連続的に形成させることを特徴とするパターン付樹脂シート製造方法を提供する。
(もっと読む)
熱可塑性フィルムの製造方法
【課題】熱可塑性フィルムに対する延伸に特化して過熱水蒸気を用いることにより、フィルム自体の延伸、熱固定に要する時間の縮減を可能とする生産効率を高めた熱可塑性フィルムの製造方法を提供する。
【解決手段】延伸工程を伴う熱可塑性フィルムの製造方法に際し、延伸工程は、テンター式延伸装置1内で100〜400℃の常圧過熱水蒸気を被延伸フィルムに当てて加熱して延伸するものであって、テンター式延伸装置は、予熱部11と、延伸部12と、熱固定部13とを有すると共に、テンター10内を加熱する加熱部31と、テンター内に過熱水蒸気を噴射する過熱水蒸気噴出部32とを有し、過熱水蒸気噴出部を予熱部、延伸部、熱固定部の少なくともいずれかに備えている。
(もっと読む)
ゴムフィルム複合体の製造法
【課題】ゴムフィルムと基材フィルムの積層体からなり、その界面接着力に優れ、各種の装置や部品に組み込む際に安価な汎用接着剤で接着加工を行うことができ、組み込み作業の際の作業性が良好で、ゴムフィルムの表面粗度を光沢面や梨地等の任意の粗度に設定することができる。
【解決手段】基材フィルム、アクリル酸誘導体およびメタクリル酸誘導体から選ばれた少なくとも一つの化合物を配合してなるゴム組成物からなる未架橋ゴムフィルムおよびカバーシートの積層体に電子線照射による架橋処理を行い、しかるのち上記のカバーシートを剥離する方法において、基材フィルムの塗工法における耐溶剤性がカバーシートの該耐溶剤性より劣る積層体であり、電子線照射を少なくとも1回は基材フィルム側から行う。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。そのような目的には、様々な産業、医学、民生又は商用環境の広範囲において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。このシステムは、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。システムは、特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。 (もっと読む)
ミクロ構造含有製品
【課題】優れた突出部耐変形性を呈するミクロ構造含有複合製品を提供する。
【解決手段】溝突出部の圧痕が低減されているとともに、ベースと、該ベース上の架橋した樹脂から形成されたミクロ構造と、を有し、この樹脂が333°Kを超えるガラス転移温度を呈し、このガラス転移温度は前記樹脂をそのガラス転移温度よりも高い温度に加熱することによって高められていることを特徴とするミクロ構造含有製品。
(もっと読む)
表面研磨された高外観強化樹脂製成形品
【課題】洗面カウンター、キッチンカウンター、浴槽、洗面ボール、手洗ボール、トイレカウンター、キャビネット天板など浴室、洗面所、トイレ、台所で使用される製品に使用される、外観が良好で、機械的強度、剛性、表面硬度、寸法安定性、耐加水分解性、耐薬品性に優れる強化熱可塑性樹脂製高外観成形体の提供。
【解決手段】表面が研磨されたバーコール硬度30以上である表面特性を有する事を特徴とする強化熱可塑性樹脂製高外観成形体であり、この成形体は強化熱可塑性樹脂が(A1)ポリトリメチレンテレフタレート樹脂99.9重量部〜50重量部、(A2)熱可塑性樹脂0〜49.9重量部及び(C)無機充填材5〜300重量部からなる熱可塑性樹脂組成物によって得られる。
(もっと読む)
光学素子及び該光学素子を備えたオプトエレクトロニクスデバイス並びにその製造方法
本発明は、所定の形態を有し、成形処理期間中若しくは成形処理後に付加的にさらに架橋結合される熱可塑性プラスチック材料を含んでいる、光学素子(1,25)に関している。この種の熱可塑性プラスチック材料は、高められた耐熱性を有しているが、それにも係わらずその熱可塑性プラスチック特性に基づいて付加的な架橋結合の前において容易にかつ安価に成形可能なものでもある。  (もっと読む)
(もっと読む)
1 - 20 / 22
[ Back to top ]