
Fターム[4F204FB28]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 多種材料物品の成形 (480) | 多色(異色)物品の製造 (26)
Fターム[4F204FB28]に分類される特許
1 - 20 / 26
成形プレス用クッション材
【課題】成形プレス用クッション材として優れた機能、特に優れたクッション性と貼り付き防止効果を有するクッション材を提供する。
【解決手段】1層以上のフェルト層と、フェルト層の両外周面に耐熱クロス(例えばガラスクロス)を配置し、更にその両外周面にテトラフルオロエチレン系フィルムを表層材として配置した成形プレス用クッション材である。
(もっと読む)
リブ付き構造の繊維強化樹脂材とその製造方法

【課題】繊維強化樹脂からなるリブ付きパネルにおいて、リブが取り付けられた表面と反対側のパネル表面に生じ得るヒケが効果的に解消されたリブ付き構造の繊維強化樹脂材とその製造方法を提供する。
【解決手段】パネル1の表面にリブ2を有するリブ付き構造の繊維強化樹脂材10であって、パネル1とリブ2はともに熱可塑性樹脂の内部に重量平均繊維長が10〜30mmの繊維材5,3が混合された素材から形成されており、リブ2を形成する素材の重量平均繊維長の割合はパネル1を形成する素材の重量平均繊維長の割合に比して低くなっている。
(もっと読む)
樹脂成形体及び樹脂成形体の製造方法
【課題】本発明は、より防音効果の高い樹脂成形体を開発することを目的とした。
【解決手段】繊維補強された熱硬化性樹脂からなる多数の小片が同一若しくは異なる種類の熱硬化性樹脂で固められてなる樹脂成形体1であって、樹脂成形体1の外層3側と内層2側とで前記熱硬化性樹脂と前記小片間の重量比率が相違し、外層3側の外部小片7に対する外部樹脂8の重量比率が内層2側の内部小片5に対する内部樹脂6の重量比率よりも高い構成としている。
(もっと読む)
成形品の製造方法及びこの製造方法で得られるボタン
【課題】ユリア樹脂成形材料やメラミン樹脂成形材料を用いて装飾性に富んだ成形品を容易かつ安価に製造することができる成形品の製造方法及びこの製造方法によって得られるボタンを提供する。
【解決手段】粒状ユリア樹脂成形材料及び粒状メラミン樹脂成形材料から選ばれた少なくともいずれかの1種の粒状成形材料の少なくとも表面に、顔料を溶剤で溶解させた着色液を少なくともその表面層に含浸させて得られた粒状着色成形材料1aを成形金型2,3に必要量供給し、加熱圧縮成形する。
(もっと読む)
人工大理石プレス成形の方法と装置
【課題】樹脂材料の漏れを防止すると同時に、金型内の空気を排出し、硬化後の人工大理石の表面を平坦平滑にし、空洞が発生せず、さらに材料及び再加工費を節約する人工大理石プレス成形の方法及び装置を提供。
【解決手段】(a)金型と、(b)所定の温度まで加熱した金型により樹脂材料を加熱して樹脂材料を硬化させるための加熱装置18と、(c)金型を所定の圧力で持続的に加圧することで、樹脂材料をプレス成形し、かつ金型を所定の圧力で持続的に加圧する装置16と、(d)伸縮して金型を封止することで、樹脂材料の漏れを防止し、金型との間の間隙から金型中の空気を排出する封止部材と、を備える装置であって、金型が樹脂材料の硬化収縮に追随して所定の圧力で樹脂材料を持続的に加圧すると同時に、封止部材が伸縮して金型を封止することで、金型が樹脂材料を持続的に加圧する際の漏れを防止する、人工大理石プレス成形の方法および装置。
(もっと読む)
熱硬化性樹脂成形品
【課題】成形品の全面に、天然大理石のような雲状の斑模様をつけることにより、柄表現自由度を高めた熱硬化性樹脂成形品を提供する。
【解決手段】熱可塑性樹脂が混合されている熱硬化性樹脂の成形品であって、特に該熱可塑性樹脂の少なくとも一部は共重合体であり、該共重合体を構成するモノマーの組成比で熱硬化性樹脂との相溶性が調整されている熱可塑性樹脂により斑模様を造出し、高い柄の表現自由度及び優れた美観を有する熱硬化性樹脂成形品。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
繊維強化プラスチック製電子機器筐体の製造方法
【課題】電波遮断性を維持したまま無線通信性能を劣化させず、特に意匠性に優れた電子機器筐体の製造方法を提供する。
【解決手段】次に示す成形材料基材(A)と成形材料基材(B)とを、成形材料基材(B)が厚み方向に挿通するように配置して板状の成形前駆体を形成し、その成形前駆体を、成形材料基材に含まれるいずれの熱可塑性樹脂の溶融温度よりも高い温度に加熱し、その後、成形材料基材に含まれるいずれの熱可塑性樹脂の溶融温度よりも低い温度でプレス成形して繊維強化プラスチック成形体を形成することを特徴とする繊維強化プラスチック製電子機器筐体の製造方法。
成形材料基材(A):強化繊維として導電性繊維を、マトリックスとして熱可塑性樹脂を含む成形材料基材
成形材料基材(B):強化繊維として絶縁性繊維を、マトリックスとして熱可塑性樹脂を含む成形材料基材
(もっと読む)
圧縮成形型及び成形プロセス
【課題】ゴルフグリップ等のグリップの圧縮成形プロセスにおいて、完成品の色及び/又は材料組成を明確に分割する。
【解決手段】本発明の改善された圧縮成形プロセスは、圧縮成形型20の上型部22と下型部24との間に配置される分割プレート26を使用して、複数のエラストマー材料の明確に分割してグリップを成形する。上型部22及び下型部24の少なくとも一方に任意的に取付けられたコンパウンド保持プレート25が完成したグリップに明確な色分けを形成する。任意的なコンパウンド保持プレート25は、グリップの分割線に形成される少なくとも1つの溝を設け、この溝が塗料で塞がれて全体で二色を呈する。
(もっと読む)
繊維製品の成型方法
【課題】本発明は、いずれの模様及び色彩を形成することができる繊維製品の成型方法を提供する。
【解決手段】本発明に係る繊維製品の成型方法は、上表面に転写層が形成されている薄膜を提供するステップと、複数層の繊維を交差配列させながら積み重ねるステップと、交差配列させながら積み重ねた繊維及び薄膜を熱圧金型内に置いて、且つ前記薄膜を前記繊維層の表面に貼り付かせるステップと、熱圧成型するステップと、冷却してから型開けることにより薄膜の転写層を繊維製品の表面に附着させるステップと、を備える。本発明に係る繊維製品の成型方法は、転写層が設けられた薄膜を繊維に貼り合わせて、前記転写層を前記繊維に附着させて、いずれの模様及び色彩を有する繊維製品を形成することができる。
(もっと読む)
合成樹脂表皮材の製造方法
【課題】絞押された合成樹脂シートで製造される製品・部品の所定に位置・場所に所望の加飾(デザイン)を連続的に生産性よく施すのに好適な合成樹脂表皮材の製造方法の提供
【解決手段】長尺の合成樹脂シート10をアキュームレータ12を介して連続的に供給する第1の工程と、供給された長尺の合成樹脂シート10をプレス盤18Aと該プレス盤に対応する絞プレス盤18Bとの間で挟圧して絞押する第2の工程と、絞押された長尺の合成樹脂シートを裁断する第3の工程と、を有する合成樹脂表皮材の製造方法である。
(もっと読む)
両面加飾熱硬化性樹脂成形品の製造方法及び装置
【課題】色の異なる熱硬化性樹脂材料の2色成形品の内側及び外側の両面に絵付け及び/又はコーティングを施した美麗な熱硬化性樹脂成形品を一連の工程で連続的に製造する方法及び装置の提供。
【解決手段】(i)一つの凸金型及び二つの凹金型又は(ii)二つの凸金型及び一つの凹金型からなる1組の金型を用いて異なる色の成形材料を用いて内側と外側の色が異なる成形品であって、その両面に絵付又は/及びコーティングを施した熱硬化性樹脂成形品を、先ず成形品の内側もしくは外側を成形し、次に第二の凸又は凹金型をスライド又は回転移動させて成形品の外側もしくは内側を成形して、一連の成形工程で連続的に製造する方法並びに装置を開示する。
(もっと読む)
ゴム栓とその製造方法、およびゴム栓を備えた医療用容器、ならびにゴム栓を具備するゴム栓体と、ゴム栓体を備えた医療用容器
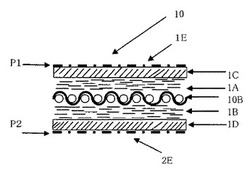
【課題】容器に収容される内容物の成分の吸着および透過を抑制し、容易に製造でき、かつ製造コストを低減できるゴム栓とその製造方法、およびゴム栓を備えた医療用容器、ならびにゴム栓を具備するゴム栓体と、ゴム栓体を備えた医療用容器を実現する。
【解決手段】容器に収容される内容物成分の吸着および透過を抑制するバリアシート11が、上下に仕切るように埋め込まれたことを特徴とするゴム栓10。
(もっと読む)
視覚障害者誘導用ブロックを製造する方法および視覚障害者誘導用ブロック
【課題】 平面状本体部9と突起部7、それぞれの物性または色調を変えて視覚障害者誘導用ブロックを射出成形により一体成形する。
【解決手段】 意匠型1、突起部ベース型5、および平面状本体部ベース型6から構成される射出成形用金型の、突起部形成キャビティー2へ、カーボンブラックを配合したゴム配合物を充填して所要の手段により加硫し突起部7を成形し、突起部ベース型5を外し、平面状本体部9を形成するキャビティー8へ弁柄を配合したゴム配合物を充填して所要の手段により加硫し平面状本体部9を成形し、突起部7と接着する。
(もっと読む)
FRPの柄付け方法とその成形品
【課題】表面に2種以上の意匠柄が現出した柄付きSMCを容易且つ安価に得ること。高品質、高強度のFRP成形品を安価で且つ歩留まりを高くして得ること。
【解決手段】SMC(シートモールディング・コンパウンド)で構成されるFRPに柄付けするにあたって、少なくとも色が異なった2種以上のSMC材料シート1を層状に積層してSMC積層体2を作製する積層工程と、その後、SMC積層体2を積層方向Aと平行な方向に切断することにより、表面に2種以上の意匠柄が現出した平板状の柄付きSMC3を得る切断工程とを具備するFRPの柄付け方法である。
(もっと読む)
マーブル調樹脂シート
【課題】
本発明は、ロール加工により低コストで、マーブル調樹脂シートを製造することができ、模様に強弱があり高級感のあるマーブル調模様の樹脂シートを提供することを目的とする。
【解決手段】
係る目的を達成する本発明のマーブル調樹脂シートは、ロール加工で地となる樹脂組成物を混練し、不均一な厚さのマーブル模様となる樹脂基材をロール間のバンクに投入してマーブル模様を生じさせるマーブル調樹脂シートとしたことであり、さらに、上記マーブル模様となる樹脂基材を複数色としたことである。
(もっと読む)
繊維強化樹脂複合材料
【課題】繊維強化樹脂複合材料において、表面を研磨加工する時に、研磨限度を確認できることである。
【解決手段】エポキシ樹脂等の第1樹脂をカーボン繊維等の繊維で強化した繊維強化層12と、第1樹脂で表面に形成される第1樹脂層14とを含む繊維強化樹脂複合材料10であって、第1樹脂層14と繊維強化層12との間に設けられ、エポキシ樹脂等の第2樹脂で形成される第2樹脂層16を有し、第1樹脂層14と第2樹脂層16とは、異なる色の樹脂で形成される。そして、第2樹脂層16の厚みは、50μm以上所定厚さ以下であることが好ましい。
(もっと読む)
型内塗装成形方法
【課題】一次成形品と成形型の間に注入した塗料がある程度流動した後、ゲル化する前の段階で型締め力を切り替えることが可能になり、成形品の意匠面の全面に塗料を美麗に充填することができる型内塗装成形方法を提供する。
【解決手段】底面とその周囲の立上り面とを有する器形状の成形品1を成形型2内で成形すると共にこの成形型2内で成形品1の表面に塗料3を塗装するようにした型内塗装成形方法に関する。成形材料4を成形型2内にセットし、成形型2を型締めして成形材料4を加圧することによって一次成形した後、成形型2の型締め力を低減して塗料3を一次成形品5の底面部に注入する。注入した塗料3が一次成形品5の端部寄りの位置において成形型2に設けられたセンサ6で検知されたときに、成形型2の型締め力を増加させる。
(もっと読む)
装飾材の製造方法
【課題】立体感のある雲形模様を有する装飾材の製造方法を提供すること。
【解決手段】透明性付与可能な無機充填剤を含有する熱可塑性樹脂チップと一種類の色を有する着色熱可塑性樹脂チップ、又は相互に色の異なる少なくとも二種類の着色熱可塑性樹脂チップとの配合物をカレンダー加工することにより形成された、透明地に着色流れ模様を有する少なくとも2枚の化粧層シートと熱可塑性樹脂を用いて得られた基材シートとの積層体をエンボス加工し、次いでエンボス加工後に得られるエンボス加工処理積層体を、前記配合物をカレンダー加工するときの圧延方向に対して実質的に直交する方向に圧延するように、80〜110℃に加熱されたカレンダーロールにてカレンダー加工することを特徴とする装飾材の製造方法。
(もっと読む)
樹脂成形用の中間素材及びその中間素材を用いた樹脂成形品の成形方法並びに樹脂成形品
【課題】 成形材料の流動状態を外側から確認できるようにして成形精度を改善するための中間素材と、その成形方法、及び樹脂成形品を提供すること。
【解決手段】 ベース樹脂材16と、このベース樹脂材とは異なる色からなる配色用樹脂材13とからなり、配色用樹脂材13が、帯状若しくは筋状或いは散点状に表出して中間素材25が形成されている。この中間素材25は、成形用型内で溶融硬化することで成形品となり、配色用樹脂材13が表面に見えることで型内の流動状況を把握することができ、その流動状況を参照して最適化された成形条件で成形を行えるように利用される。
(もっと読む)
1 - 20 / 26
[ Back to top ]